

6.3 Перечень работ при текущем ремонте и технические требования к ним.
Произвести внешний осмотр: барабана, крышек - не допускается появление трещин в основном металле и сварных соединениях; патрубков и появление трещин или других видимых дефектов не допускается, износ футеровки более 70% первоначальной толщины не допускается.
Произвести ревизию втулок полых цапф - посадочные места втулок не должны иметь задиров.
6.4. Перечень работ при капитальном ремонте и технические требования к ним.
Произвести замену внутренней футеровки барабана и нижней торцевой брони, брони барабана, клиновой брони, брони люка. Зазор между бронями смонтированной металлической футеровки не должен превышать 15мм. Перефутеровка должна производится по специальной инструкции, разработанной начальником цеха и утвержденной главным инженером фабрики.
Произвести ревизию цапфовых подшипников пришабровки сфер корпусов подшипников к сферам опорных плит на площади 6,25 см должна быть в виде одного пятна; степень пришабровки баббитовой расточки к цапфам барабана на площади 2 см2 должна быть в виде одного пятна:
- величина дуги соприкосновения баббитовой расточки корпуса "подшипников с цапфами должна быть не менее 110°;
- величина осевых зазоров между буртами цапфы и корпусом опорно-упорного подшипника суммарно должна быть не менее 0,2мм; увеличение осевого зазора в результате износа баббитовой заливки более 1 мм не допускается.
- величина превышения поверхности баббита над металлической поверхностью сальника должна быть не менее 10 мм;
- смещение расстояния между подшипниками по вертикали должно быть в пределах ± 2 мм.

Рис 6.1 Сушильный барабан
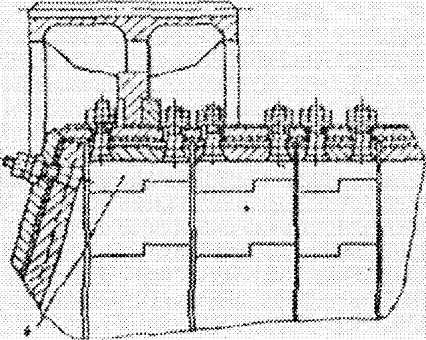
Рис 6.2. Барабан
Произвести ремонт (см. рис. 6.1): шумоизоляции заменить каолиновую ленту и ее крепления: патрубков - заварить дефектные швы и наплавить изношенные места; изношенные уплотнения 8 заменить.
Произвести контрольные работы: открытой зубчатой передачи - износ приводной вал-шестерни 13 и зубчатого венца 4 более 30 % первоначальной толщины зуба по начальной окружности не допускается; торцевое биение венцовой шестерни должно быть не более 1,2мм, радиальное - не более 1,5мм; цапф 3 (см. рис.6.2.) -превышение центра загрузочной цапфы над центром разгрузочной должно быть не более 2мм обратный уклон не допускается.
Произвести лабораторный анализ масла на загрязненность должна быть не менее 13 класса чистоты по ГОСТ 17216—71, вязкость - 10-50 сСт.
Произвести внешний осмотр кожуха зубчатого венца, рамы вспомогательного привода, рамы привода, площадок обслуживания - наличие трещин или других видимых дефектов не допускается.
Произвести ТО и Р деталей, узлов и механизмов общего назначения.
ВЫВОДЫ
Производственная практика проходила на ОАО «Запорожсталь» в литейном цеху. За период прохождения практики я ознакомился с оборудованием цеха. Увидел в работе, изучил строение, принцип работы, достоинства и недостатки барабанного сушила его редуктора и привода. Изучил направления его усовершенствования. Также ознакомился со строением цеха и его управлением.
Собраны материалы для 1-го и 2-го курсовых.
ЛИТЕРАТУРА
1. Биргер А.И. Техническая диагностика.- Машиностроение, 1978.-240 с.
2.Временное положение о техническом обслуживании и ремонтах механического оборудования предприятий системы Министерства черной металлургии СССР. –Тула: МЧМ СССР, 1982. - 389 с
3. Жук А.Я., Желябина Н.К. Теория и практика приводов. Учебное пос. в 3-х кн.
4. Залкинд А.С. Механизация ремонтов металлургических агрегатов. – М.: Металлургия, 1988. – 238с.