

Контрольні питання.
Що називається прокатним станом ?
Що називається головною лінією прокатного стану ?
Розподіл металургійних заводів в залежності від складу основних цехів.
Схеми технологічного процесу прокатки.
Класифікація прокатних станів за призначенням.
Які стани відносяться до обтискних ?
Класифікація прокатних станів за кількістю і розташуванням валків.
Як називається кліть, що має 3 валки, один з яких меншого діаметру ?
Як називаються валки, що служать для збільшення жорсткості кліті ?
Функціональне призначення вертикальних валків на універсальних клітях ?
До якої категорії прокатних станів можна віднести колесопрокатні та кільце -прокатні стани ?
Класифікація прокатних станів за розташуванням робочих клітей.
Практична робота № 2.
Тема: „Виконання креслення відкритого калібру”.
Мета: „Навчитися будувати відкриті калібри”.
Теоретичне обгрунтування.
Початкові діаметри валків – це уявлювальні діаметри валків, окружності яких стикаються між собою: Dн = Dбв + S
Dв = Dбн + S
Середній початковий діаметр валків – це відстань між півколами верхнього та нижнього валків: Dсер = (Dн + Dв)/2
Діаметр валків, що катає – діаметр валків при якому окружна швидкість валків дорівнює швидкості прокатки. Для ящичного калібру: Dк = Dо - h + S
Для квадратного та ромбічного калібрів: Dк = Dо – h/2 + S
Для овального, круглого, фасонного калібрів: Dк = Dо – F/ b
Лінія зіткнення початкових діаметрів валків називається лінією прокатки.
Нейтральна лінія калібру – поділяє площу калібру на 2 рівні частини.
Середня лінія валків – лінія, що поділяє відстань між осями валків навпіл.
Перевищення одного діаметра валків над другим називається тиском валків:
m = Dв – Dн
Верхній тиск „+” застосовують на сортових і листових станах.
Нижній тиск „-” застосовують на блюмінгах – слябінгах.
При нижньому тиску лінія прокатки розміщається на величину 0,25 m вище середньої лінії валків.
Випуском калібру називається ухил бічних стінок калібру,
що
визначається за формулою: ![]()
П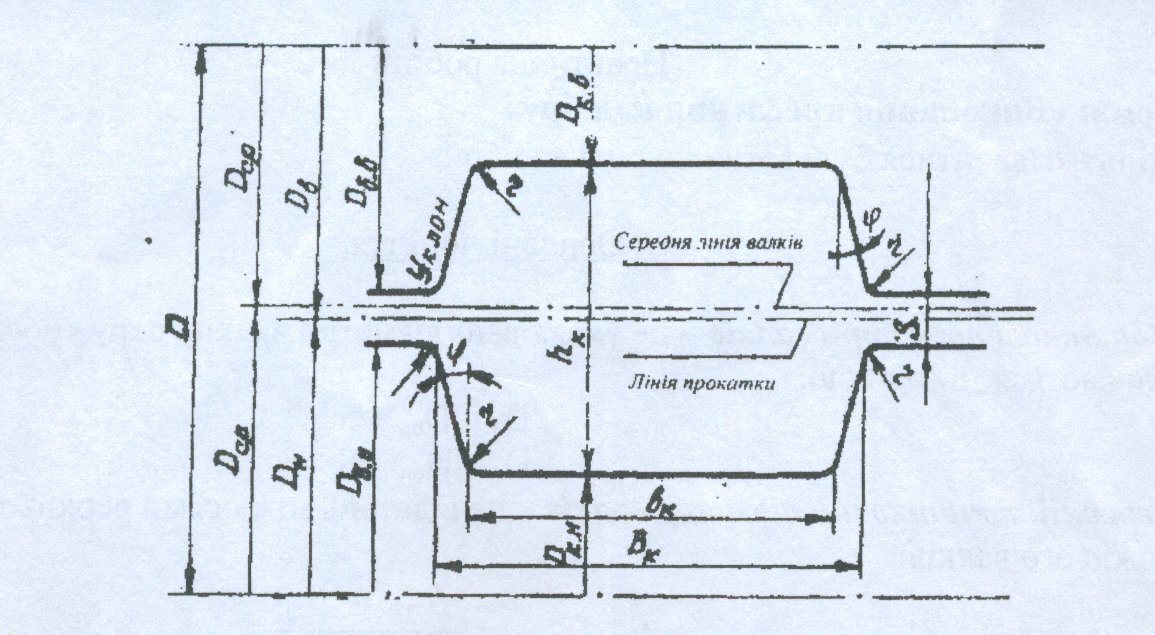 о
кутах калібру звичайно роблять
заокруглення. По дну калібру r = (0,1 –
0,15) h,
о
кутах калібру звичайно роблять
заокруглення. По дну калібру r = (0,1 –
0,15) h,
У буртів R = S.
Малюнок 1 – Креслення ящичного калібру.
Порядок виконання роботи.
Визначаємо середній діаметр валків.
Вибираємо масштаб та наносимо на лист вістові лінії валків. Розподіляємо навпіл відстань між ними – це середня лінія валків.
Визначаємо напрямок і величину тиску по різниці діаметрів.
На відстані 0,25 m від середньої лінії валків наносять лінію прокатки.
Для кожного калібру знаходять нейтральну лінію, що проходить через центр ваги і поділяє його на рівні частини по площі, для симетричного ящичного калібру ця лінія співпадає з лінією прокатки.
На лінії прокатки будують калібр.
Визначаємо центр калібру. Згідно з висотою калібру h будуємо дно калібру (в тонких лініях).
Визначаємо ширину калібру по дну з формули =>
На малюнку визначаємо ширину калібру по дну та біля роз’єму. З’єднуємо отримані лінії.
Наносимо бурти і робимо заокруглення в калібрі.
На отриманий калібр наносимо виміри.