

Спецификация органов управления токарным станком 1615
-
Рукоятка для включения или выключения фрикционных муфт
-
Рукоятки для установки чисел оборотов шпинделя
-
Рукоятки для установки чисел оборотов шпинделя
-
Рукоятки для установки чисел оборотов шпинделя
-
Рукоятка для изменения направления подач
-
Рукоятка для установки величины резьба и подач
-
Рукоятка для включения ходового винта
-
Маховичок для ручного перемещения каретки и суппорта
-
Рукоятка для включения поперечной подачи суппорта
-
Рукоятка для включения продольной подачи суппорта
-
Рукоятка для включения гайки ходового винта
-
Рукоятка для ручной поперечной подачи суппорта
-
Гайка для крепления задней бабки к станине
-
Рукоятка для закрепления пиноли задней бабки
-
Винт для поперечного перемещения корпуса задней бабки
-
Маховичок для перемещения пиноли задней бабки
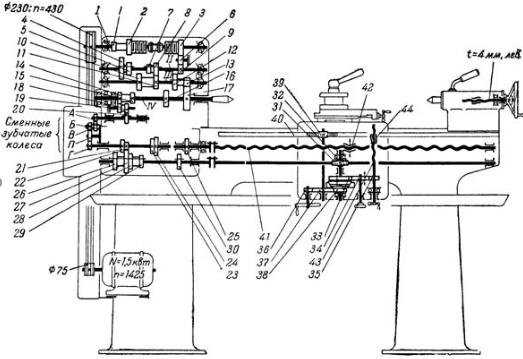
Рисунок 4.5 - Кинематическая схема токарного станка 1615
Цепь главного движения токарного станка 1615
Вращение изделия, закрепленного в патроне или в центрах, осуществляется от индивидуального электродвигателя.
Движение от электродвигателя передается через клиноременную передачу на приводной шкив и затем через зубчатые колеса механизма коробки скоростей — на шпиндель IV (фиг. 3).
Изменение числа оборотов шпинделя в минуту достигается передвижением блоков зубчатых колес 4—5, 7—8 и 12—13 по шлицевым валикам при помощи трех рукояток.
Восемь различных скоростей шпинделя — от 26 до 492 оборотов в минуту — при прямом вращении осуществляются по следующим кинематическим цепям: от вала I, имеющего 430 об/мин., вращение передается на вал II при помощи зубчатых колес 1—4 или 2—5. Далее вращение передается валу III переключением блока зубчатых колес 7—8, соответственно сцепляющихся с зубчатыми, колесами 10—11, и далее, через зубчатые колеса 12—16 или 13-47, — шпинделю IV.
При обратном вращении шпинделя движение от вала I на вал II передается через зубчатые колеса 3, 6, 9 и далее, как описано выше. Таким образом, получаем четыре скорости шпинделя — от 142 до 580 оборотов в минуту.
Цепь подач токарного станка 1615
Продольное и поперечное перемещение суппорта при обтачивании производится механически, при помощи ходового валика, через механизмы коробки подач и фартука либо при помощи ходового винта 41 и маточной гайки 42, через механизм коробки подач или от руки, через зубчатые колеса 36, 37, 39 механизма фартука и рейку 40 при помощи маховичка.
Коробка подач получает движение через зубчатые колеса 14, 18, 19, 20 (механизма коробки скоростей) и сменные зубчатые колеса А, Б, В, Г, П (гитары). Механизм коробки подач дает возможность получить через ходовой винт 41 с шагом 6 мм следующие резьбы.
-
метрические с шагом — от 0,5 до 12 мм
-
дюймовые — от 1,75 до 60 ниток на 1"
-
модульные с модулями — от 0,5 до 6
Через ходовой валик суппорт получает продольные подачи от 0,06 до 2,72 мм/об шпинделя (при зацеплении зубчатых колес 38 и 37 механизма фартука, реечного колеса 39 с рейкой 40) и поперечные подачи — от 0,025 до 1,1 мм/об (при включении зубчатого колеса 34, зацепляющегося с колесами 33 и 35).
Изменение направления движения суппорта достигается при помощи переключения зубчатого колеса 20, расположенного в коробке скоростей.
Поперечное перемещение суппорта от руки осуществляется через винт 43 и гайку 44 при помощи рукоятки. Перемещение верхних салазок производится только от руки, через винт и гайку при помощи рукоятки.
Продольное перемещение пиноли задней бабки осуществляется также от руки, через винт и гайку при помощи маховичка [6].
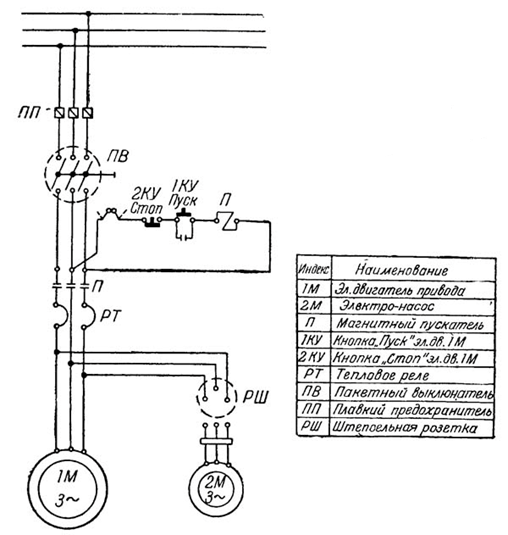
Рисунок 4.6 - Электрическая схема токарного станка 1615