

4.3.6. Обработка деталей на станках сверлильной группы (слесарная обработка)
Сверлильный станок – это слесарный инструмент. Сверление производится для образования отверстий различных размеров и форм (конические и цилиндрические), фасонных деталей.
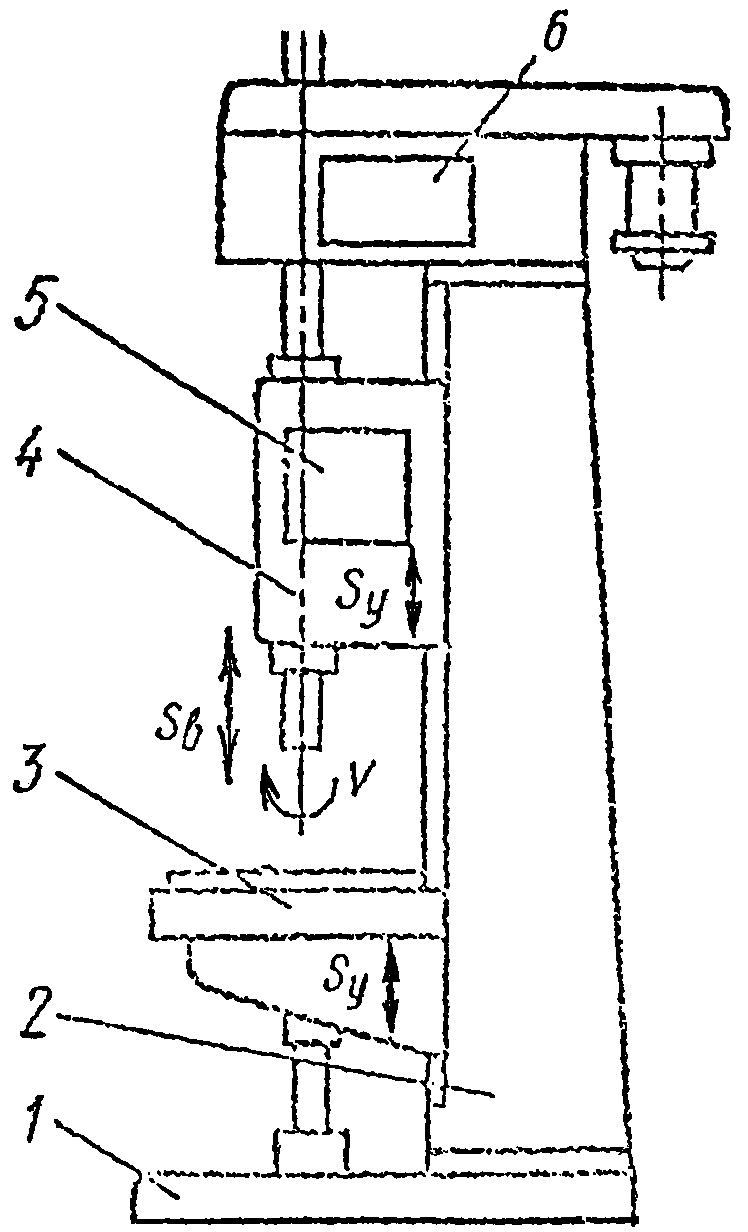
Рис. 48: Вертикальный сверлильный станок. Основные его узлы: 1 – фундаментная плита; 2 – вертикальная колонна; 3 – стол; 5 – коробка подач, в которой располагается шпиндельная головка 4; 6 – коробка скоростей. V – главное движение – вращение спирального инструмента (сверла, метчика), закрепленного в шпинделе; осуществляется от ЭД главного движения, через ременную передачу, коробку скоростей на пиноль шпинделя; Sверт – вертикальная подача – перемещение шпинделя в пиноли шпиндельной головки; осуществляется от ЭД главного движения через реечную передачу; Sу – установочная подача – перемещение стола и шпиндельной головки по направляющим станины; осуществляется вручную; совмещение оси вращения с осью отверстия осуществляется вручную перемещением заготовки.
Рис. 48. Вертикальный
сверлильный станок
Р
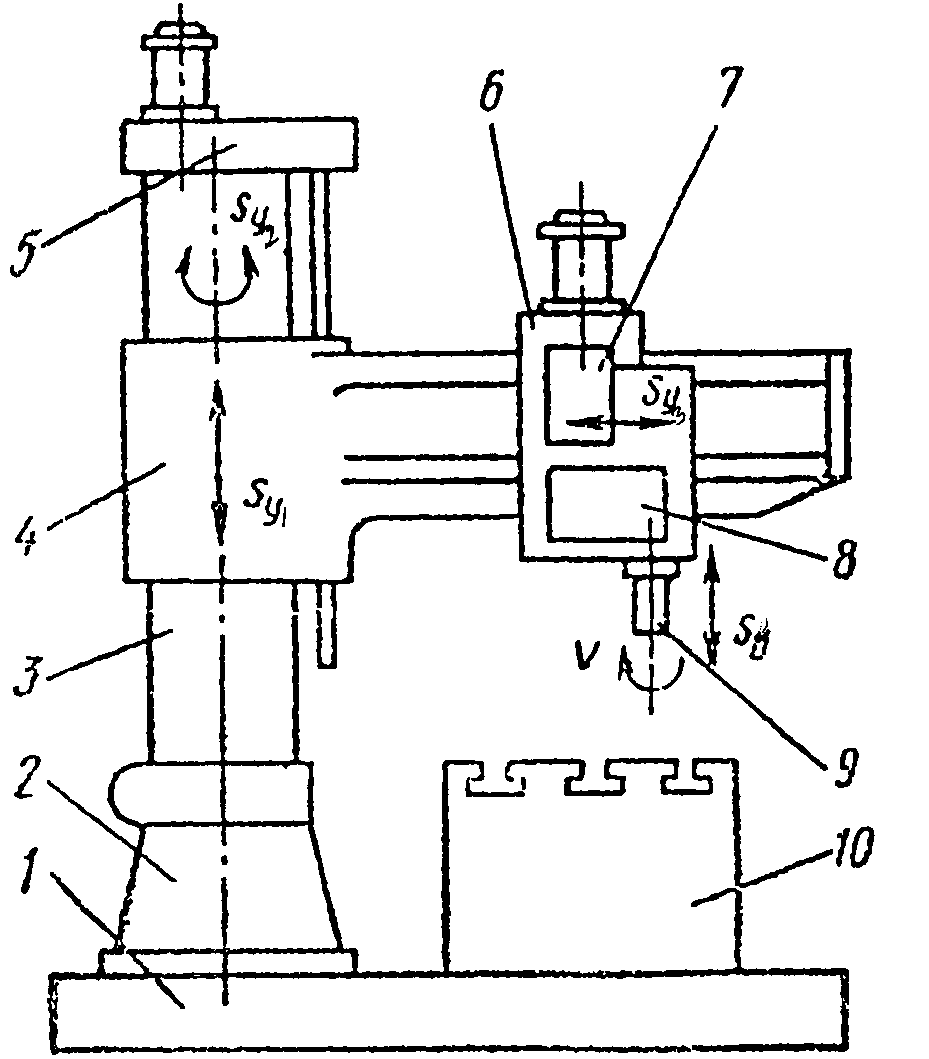
Рис. 49.
Радиально-сверлильный станок
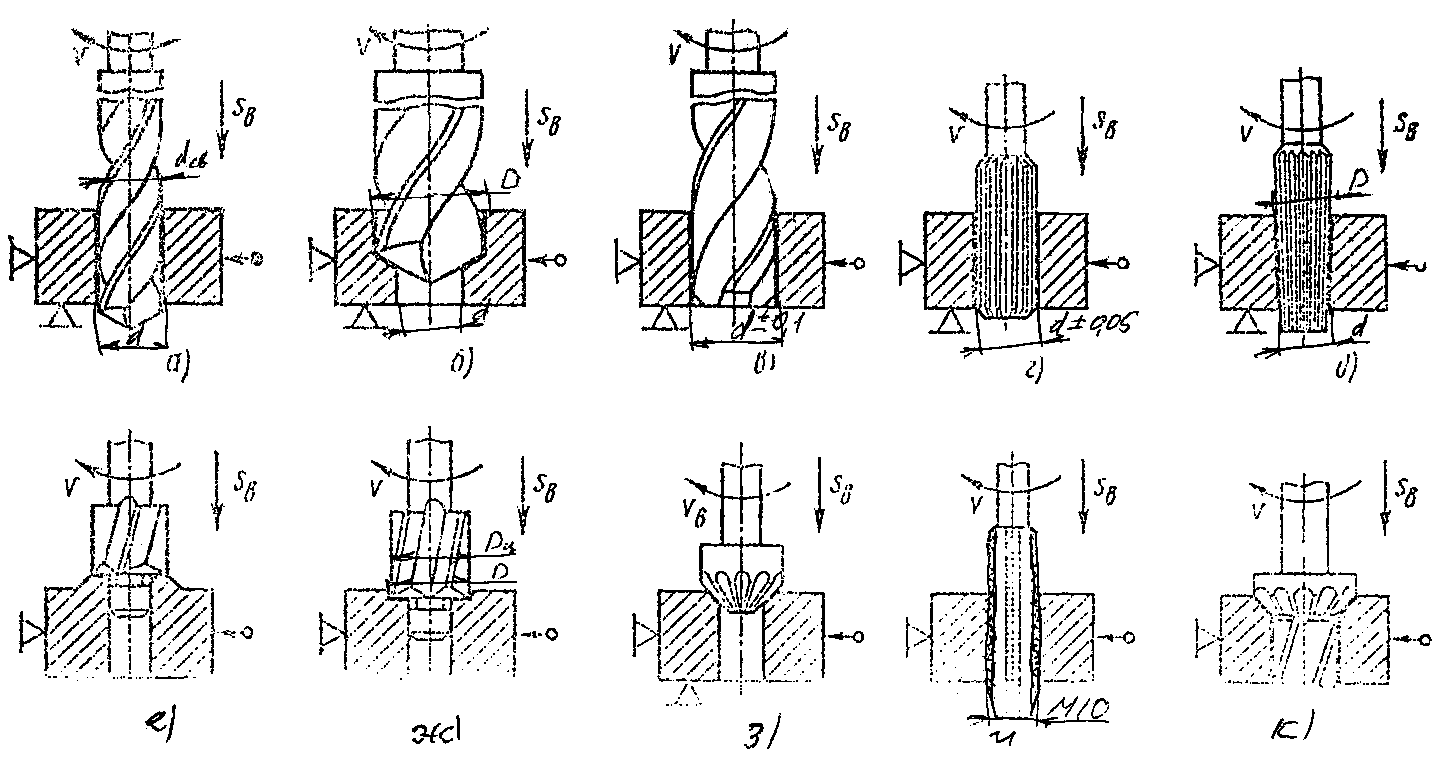
Рис. 50. Схемы
обработки на сверлильном станке
Схемы обработки на сверлильном станке:
а) сверление сквозного отверстия V + Sверт. dотв = dсв;
б) рассверливание;
в) зенкерование при помощи зенкера. Добиваются большей точности (0,1 мм);
г) развертывание при помощи развертки. Точность – 0,03-0,05 мм;
д) развертывание конических отверстий; осуществляется на небольшие углы;
е) наружное цекование при помощи цековки – изготовление опорной поверхности, перпендикулярной оси вращения;
ж) внутреннее цекование;
з) угловое цекование под определенный угол;
и) нарезание резьб метчиком – осевым инструментом;
к) обработка фасонных поверхностей, фасонных отверстий.
4.3.7.Термическая обработка деталей
Это технологический процесс, заключающийся в нагреве до определенной температуры, выдержке при этой температуре и охлаждении с определенной скоростью детали для изменения физико-механических и химических свойств детали.
Температура нагревания и время выдержки определяется в зависимости от марки материала согласно справочным данным или диаграмме железо-углерод. В зависимости от температуры и времени выдержки получаем различную структуру.
старение – это уменьшение внутренних напряжений, возникших в материале при изготовлении заготовок методами литья и штамповки, а также при снятии больших слоев при механической обработке;
отжиг – низкий (неполный) нагрев детали с последующим медленным охлаждением вместе с печью (дополнительное уменьшение напряжений). Используется дл средне- и высокоуглеродистых и легированных сталей перед механической обработкой для уменьшения твердости и увеличения обрабатываемости;
нормализация с отпуском – нагрев до определенной температуры, выдержка при этой температуре и охлаждение на воздухе. Осуществляется для снятия внутренних напряжений;
закалка – это процесс нагрева до определенной температуры, выдержки при этой температуре и быстрого охлаждения детали в охлаждающей среде (вода, масло, воздух). Температура нагревания и время выдержки определяется в зависимости от марки материала и твердости, которую нам необходимо получить. Осуществляется для придания высокой твердости и повышенных механических свойств для дальнейшей работы;
отпуск – нагрев до температуры 150-300 или 500-650 °С, выдержка при этой температуре и последующее охлаждение, быстрое или медленное. Осуществляется для увеличения ударной вязкости материала при сокращении предела прочности и уменьшении внутренних напряжений. Для поверхностной закалки используют установки ТВЧ.
Рис. 51. Схема
цементации в твердой фазе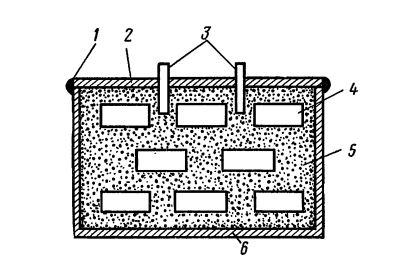
1 - замазка; 2 - крышка; 3 - стержни; 4 -детали; 5 - карбюризатор; 6 - цементационный ящик (помещается в шахтную печь)
Оборудование: электропечи (шахтные, камерные, вакуумные). Нагрев – при помощи электроспиралей.
Химико-термическая обработка эффективно позволяет создать в детали из низкоуглеродистой стали поверхностный слой, обладающий высокой твердостью, износостойкостью с относительно мягкой сердцевиной. Выделяют виды обработки:
- азотирование – насыщение поверхностного слоя элементом азотом. В зависимости от технологии осуществления процесса выделяют жидкий, твердофазный и газофазный процессы;
- цементация – насыщение поверхностного слоя элементом углеродом (0,5-2 мм) для последующей закалки. Осуществляется в среде карбюризатора. В зависимости от технологии осуществления процесса выделяют жидкий, твердофазный и газофазный процессы. При твердофазной цементации основная составная часть карбюризатора – древесный уголь и чугунная стружка, что позволяет закаливать детали сложной формы без окалины.
- цианирование – одновременное насыщение поверхностного слоя элементами азотом и углеродом. Обычно проводится по газофазному механизму.