

5 Приспособления для закрепления изделий
5.1 Станочные приспособления, применяемые на чао “Горловский машиностроитель”
В зависимости от типа станка станочные приспособления подразделяются на токарные, сверлильные, фрезерные, расточные, шлифовальные и др. С их помощью совместно с приспособлениями для установки и закрепления режущих инструментов осуществляется наладка технологической системы станок – приспособление – инструмент – заготовка для обеспечения оптимальных условий работы и выполнения станочных операций.
Конструкции станочных приспособлений совершенствуются неразрывно с развитием технологии и методов организации производства, с развитием станкостроения и появлением принципиально новых станков, например станков с ЧПУ, многоцелевых станков, с внедрением автоматических и переналаживаемых линий.
Применение прогрессивных станочных приспособлений снижает трудоемкость и себестоимость обработки деталей.
В решении проблемы совершенствования станочных приспособлений значительная роль принадлежит их унификации и стандартизации.
По степени специализации приспособления подразделяют на:
универсальные – предназначены для обработки разнообразных заготовок (машинные тиски, патроны, делительные головки, поворотные столы и пр.);
специализированные – предназначены для обработки определенных заготовок путем использования дополнительных или сменных устройств (специальных губок для тисков, фасонных кулачков к патронам и т.п.);
специальные – предназначены для выполнения определенных операций механической обработки данной детали.
Универсальные приспособления применяют в условиях единичного или мелкосерийного производства, а специализированные и специальные – в условиях массового и крупносерийного производства.
5.2 Приспособления для закрепления детали
В процессе выполнения сверлильных операций при обработки детали _6510-8603031-01_ – поршень цилиндра используется универсально-сборное приспособление (УСП). (рисунок 7)
Система универсально-сборных приспособлений (УСП) выпускается двух видов: с крепежным болтом и соединительным пазом размерами 12 и 16 мм.
Р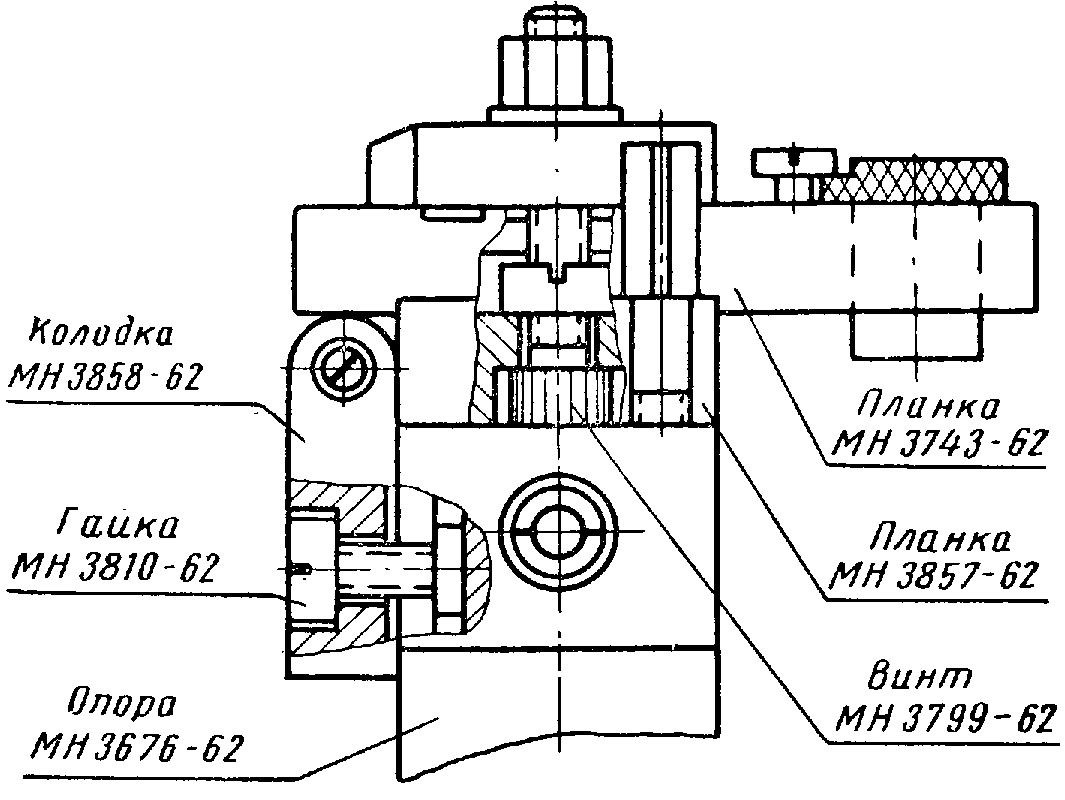 исунок
7
Универсально-сборное приспособление
с откидной планкой.
исунок
7
Универсально-сборное приспособление
с откидной планкой.
Н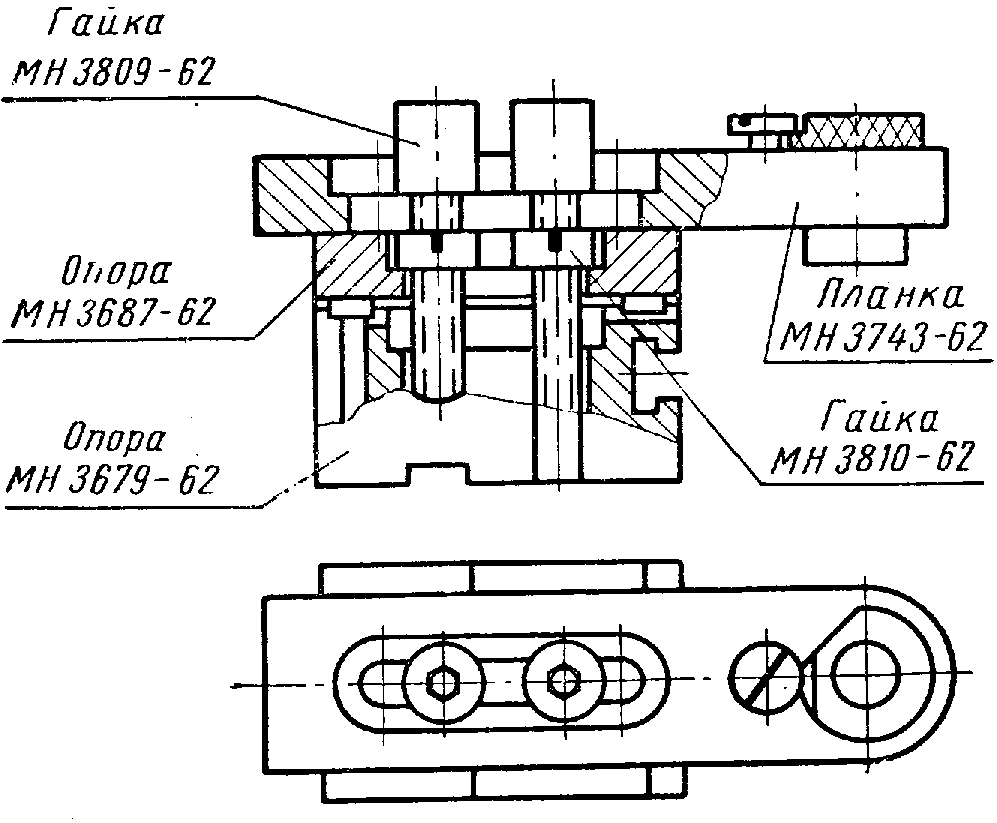 аправляющие
опоры в током приспособлении необходимо
закрепить до установки кондукторной
планки (рисунок 8).
аправляющие
опоры в током приспособлении необходимо
закрепить до установки кондукторной
планки (рисунок 8).
Рисунок 8 – Крепление направляющих опор
Приспособление, собранное из элементов УСП, является специальным и поэтому к его конструкции предъявляются требования, общие для конструкции любого специального приспособления, в частности: в отношении базирования; удобства установки и закрепления обрабатываемой детали с минимальными затратами сил и времени; безопасности работы на данном приспособлении. Силам резания должны противостоять не зажимные устройства, а корпусные или установочные элементы как более жесткие; конструкция приспособления по возможности должна быть максимально простой.
Крепление планок для сверления отверстий диаметром до 20 мм производится, как правило, одним болтом.
У становка
и закрепление втулок в планках показана
на рисунке 9.
Рисунок 9 – Установка и
закрепление втулок в планках
становка
и закрепление втулок в планках показана
на рисунке 9.
Рисунок 9 – Установка и
закрепление втулок в планках
К приспособлениям, собираемым из элементов УСП, предъявляются и свои специальные требования.
Положение элементов сборного приспособления определяется шпонками, а закрепление деталей производится болтами. Чтобы гарантировать стабильность положения собранных элементов, необходимо из фиксировать между собой на 3 – 4 шпонки и обеспечить достаточно прочную затяжку болтового соединения. Момент затяжки должен быть не менее 6 кгс.м. Ему соответствует усилие затяжки стыка Q равное 3000 кгс (при условии, что коэффициент трения на торце гайки принят равным 0,1, а угол трения в резьбовом соединении М121,5 - 634).