

2.2. Состав цеха. Схема расположения основного оборудования
В настоящее время агрегатная база цеха включает:
1. Кантователь горячекатаных рулонов.
2. Агрегаты подготовки горячекатаных рулонов № 1, 2. Назначение - вырубка утолщённых концов после горячей прокатки и дефектных участков полосы, подрезка кромки.
3. Агрегат нормализации. Назначение – отжиг горячекатаной полосы при производстве динамной стали 4 группы легирования, а также специальных марок других групп легирования.
4. Непрерывный травильный агрегат. Назначение – удаление с по-верхности полосы окисленного слоя.
5. 4-х клетьевой стан холодной прокатки «1400». Назначение – холодная прокатка на конечную толщину.
6. Агрегаты подготовки холоднокатаных рулонов № 1, 2. Назначение – вырубка утолщённых концов после холодной прокатки и дефектных участков, укрупнение маловесных рулонов.
7. Агрегаты непрерывного отжига № 2-10. Назначение – рекристал-лизационный или обезуглероживающе-рекристаллизационный отжиг, нанесение электроизоляционного покрытия (в зависимости от требования заказа).
8. Дрессировочный стан «1400». Назначение – холодная прокатка с малыми обжатиями малоуглеродистой стали после отжига с целью обеспечения уровня механических свойств и шероховатости поверхности.
9. Агрегаты непрерывного горячего цинкования (АНГЦ-2, АНГЦ-4). Назначение – нанесение на полосу углеродистой стали цинкового покрытия.
10. Агрегаты продольной резки № 1-6. Назначение – вырезка утолщённых концов до номинальной толщины, подрезка кромки, роспуск полосы на ленту с шириной в соответствии с требованиями заказа, деление рулонов на товарные, упаковки.
2.3. Технологические схемы производства
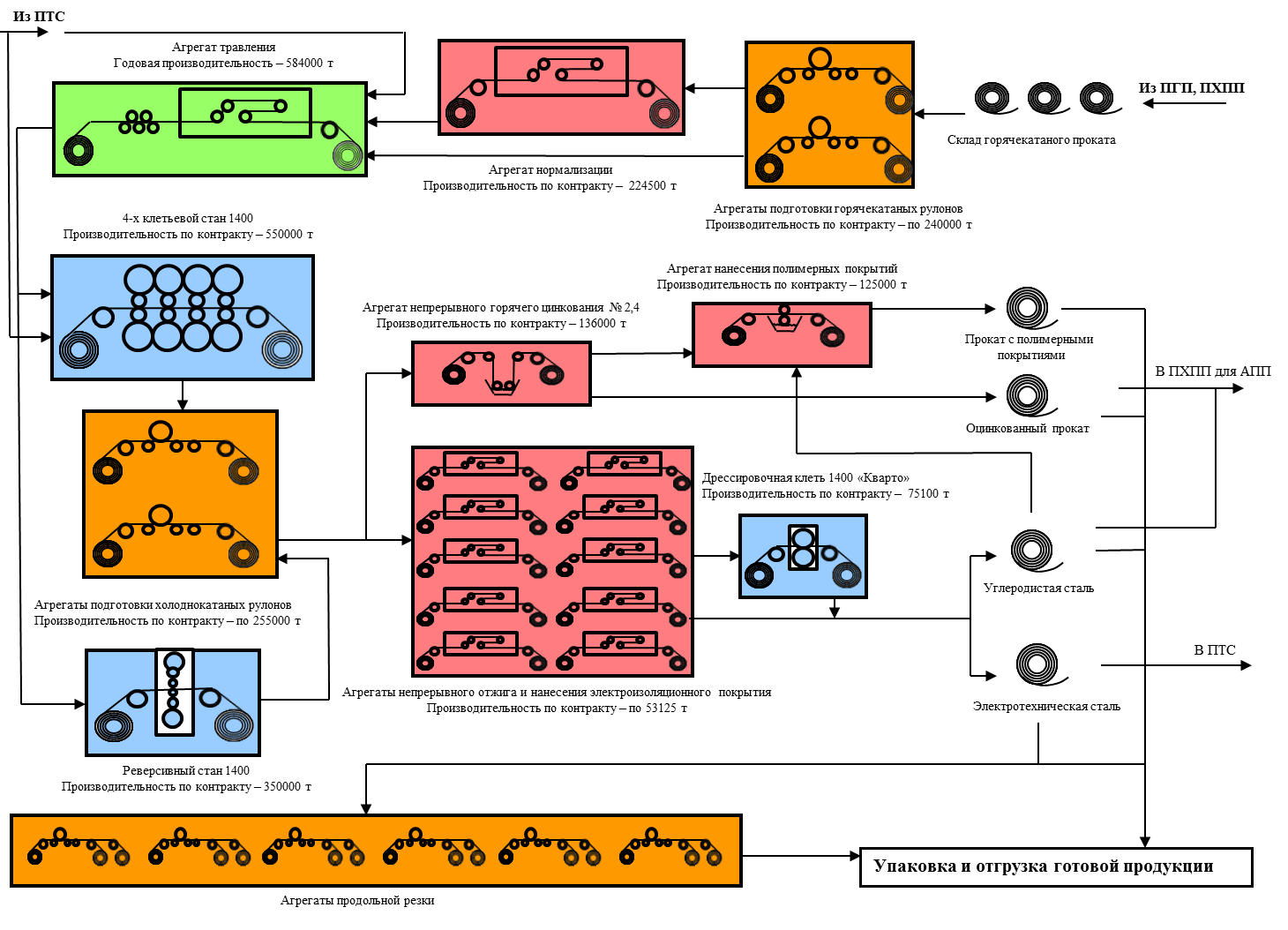

Таблица 8. Перечень средств измерений, назначенных для контроля технологического процесса и готовой продукции
Измеряемый параметр |
Наименование средств измерений |
Диапазон измерений |
Погрешность, цена деления, класс точности, класс допуска |
Примечания |
1. Угол загиба кромки полосы |
угломер с конусом |
0-180о |
ЦД 5о |
|
2. Отклонение от плоскостности полосы |
плита контрольная, линейка измерительная металлическая, штангенциркуль |
1250×2000
0-1000 мм 0-125 мм |
КТ 3
ЦД 1мм КТ 2 |
|
3. Шероховатость валков |
прибор для измерения шероховатости |
0,1-10 мкм |
Разрешение 12 нм |
|
4. Скорость полосы в линии агрегатов |
тахогенератор регистрирующий прибор тахогенератор * |
0-50 м/мин 0-150 м/ми 0-45 м/мин |
ПГ ±1% ПГ ±1% ПГ ±1% |
Табл. 7.1 Табл. 6.1 Табл. 10.1 |
5. Натяжение полосы в агрегате |
тензометр натяжения |
0-40 тс (392кН) 0-30 тс (294 кН) 0-10 тс (98кН) 0-0,4 тс (3,92 кН) |
ПГ ±1% ПГ ±1% ПГ ±1% ПГ ±1% |
Табл. 6.1 Табл. 8.1 |
6. Вытяжка полосы при термообработке |
скоба контрольная, рулетка |
0-1000 мм 0-3000 мм |
ПГ ±1 мм КТ 2 |
|
7. Биение роликов |
индикатор часового типа |
0-10 мм |
КТ 2 |
|
8. Объём раствора |
бак-мерник |
0-0,05 м3 |
ЦД 0,001 м3 |
|
9. Зазор между режущими кромками дисковых ножей |
щуп (набор №2) |
0,02-0,5 мм |
КТ 2 |
|
10. Толщина электроизоляционного покрытия |
толщиномер |
1-1500 мкм |
ПГ 1,5мкм |
|