

Техническая характеристика
Диаметр изгибаемых прутков, мм:
Из стали прочностью до 400МПа_______________________________до 40
Из стали прочностью до 600МПа_______________________________до 32
Радиус изгиба прутков по внутреннему контуру, мм________________12…55
Частота вращения гибочного диска, с-1________________________0,057/0,233
Установленная мощность, кВт___________________________________3
Габаритные размеры, мм:
Длина________________________________________________________760
Ширина______________________________________________________790
Высота_______________________________________________________790
Масса, кг_____________________________________________________380
В качестве машины для сварки узких арматурных сеток выбираем машину МТМ – 35.
Машина предназначена для контактной точечной электросварки арматурных сеток шириной до 1450мм из арматурных стержней диаметром до 12 – 40мм.
Машина (рис. 21) состоит из боковых корпусов, соединенных балкой и ресивером; верхней балки с фронтальным буфером для поперечных прутков; пневмоцилиндров перемещения нижних электродов; каретки с пневмоцилиндром ее перемещения; зубчатой передачи; механизма подъема верхней балки с певмоцилиндром; направляющего устройства для продольной арматуры; четырех сварочных трансформаторов; электрического и пневматического устройств и системы охлаждения.
Бункер закреплен на балке, соединенной с двумя боковыми штангами, на которых находятся эксцентрики. Они передают балке возвратно-поступательные движения в вертикальной плоскости к воспринимают усилие от давления сжатия электродов при нижнем пулевом положении эксцентриков.
Каретка выполнена в виде балки, на торцовых стенках которой установлены ролики и зубчатые рейки механизма ее перемещения. На балке расположены подъемные тисковые захваты с пневмоцилиндром их привода. Захваты могут переставляться по ширине машины в зависимости от расположения продольных стержней сетки и по высоте — в зависимости от диаметров свариваемых прутков.
Шток пневмоцилиндра привода каретки, заканчивающийся рейкой, при перемещении вращает шестерню, закрепленную на одном валу с двумя зубчатыми колесами. Колеса находятся в зацеплении с рейками каретки, расположенными на ее боковых сторонах. Благодаря этому предотвращается перекос рейки при ее движении и удваивается ход каретки относительно штока пневмоцилиндра.
В пневмоцилиндре кроме основного поршня предусмотрен упорный поршень, изменением положения которого регулируется величина хода каретки и соответственно изменяется шаг между поперечными стержнями сетки. \
Перемещение нижних электродов позволяет сваривать сетку с
продольными стержнями различного диаметра.
При работе поперечные прутки выдаются к электродам механизмами перемещения бункера и прижимаются к продольным стержням пневмоцилиндрами перемещения нижних электродов.
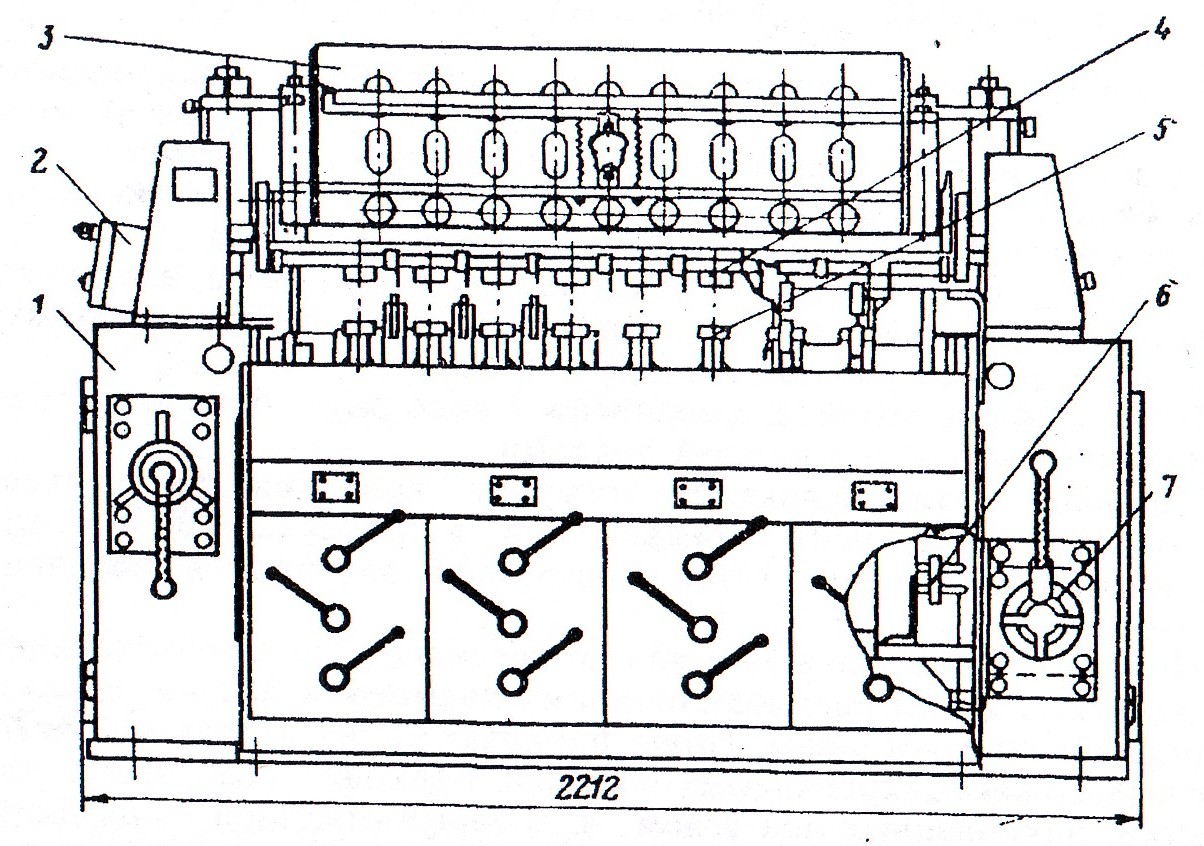
Рис.21. Общий вид сварочной машины МТМ – 35:
1 – боковой корпус; 2 – пульт управления; 3 – бункер; 4,5 – верхний и нижний электроды; 6 – трансформатор; 7 – пневмоцилиндры.