

31. Кручение и наматывание пряжи на пневмомеханической прядильной машине. Структура и свойства пневмомеханической пряжи.
КРУЧЕНИЕ ПРЯЖИ
КРУЧЕНИЕ ПРЯЖИ НА МАШИНЕ ОСУЩЕСТВЛЯЕТСЯ МЕХАНИЧЕСКИМ СПОСОБОМ ЗА СЧЕТ ВРАЩЕНИЯ ПРЯДИЛЬНОЙ КАМЕРЫ.
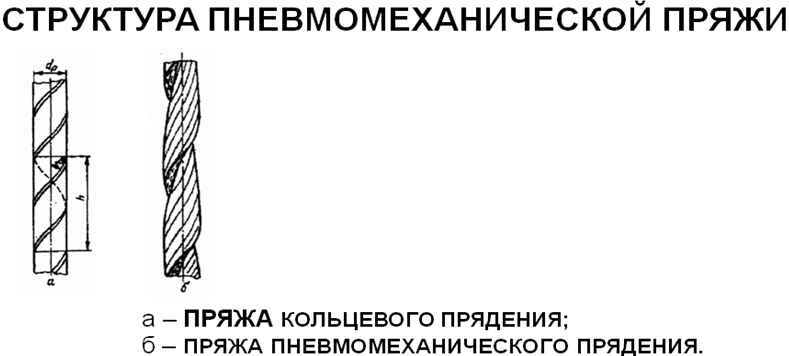
ИЗ КОЛЬЦЕВОЙ КЛИНОВИДНОЙ ЛЕНТОЧКИ ОБРАЗУЕТСЯ ВНУТРЕННИЙ СТЕРЖНЕВОЙ СЛОЙ ПРЯЖИ, ИМЕЮЩИЙ ЗАДАННУЮ КРУТКУ И ОПРЕДЕЛЯЮЩИЙ ПРОЧНОСТЬ ПРЯЖИ.
ИЗ ЗАХВАЧЕННЫХ ВОЛОКОН ДИСКРЕТНОГО ПОТОКА ОБРАЗУЕТСЯ ВНЕШНИЙ ОБВИВОЧНЫЙ СЛОЙ, НЕ УЧАСТВУЮЩИЙ В РАЗРЫВЕ ПРЯЖИ, НО ПРИДАЮЩИЙ ЕЙ ОБЪЕМНОСТЬ, ПУШИСТОСТЬ, ПОВЫШЕННУЮ СТОЙКОСТЬ К ИСТИРАНИЮ.
СВОЙСТВА КОЛЬЦЕВОЙ И ПНЕВМОМЕХАНИЧЕСКОЙ ПРЯЖИ

РАЗРЫВНАЯ НАГРУЗКА У ПНЕВМОМЕХАНИЧЕСКОЙ ПРЯЖИ ПРИМЕРНО НА 15% МЕНЬШЕ, ЧЕМ У КОЛЬЦЕВОЙ.
ДОСТОИНСТВОМ ПНЕВМОМЕХАНИЧЕСКОЙ ПРЯЖИ ЯВЛЯЕТСЯ ЕЕ ПОВЫШЕННАЯ РАВНОМЕРНОСТЬ, КОТОРАЯ ДОСТИГАЕТСЯ ЗА СЧЕТ ЦИКЛИЧЕСКОГО СЛОЖЕНИЯ.
КРУТКА У ПНЕВМОМЕХАНИЧЕСКОЙ ПРЯЖИ БОЛЬШЕ, ЧЕМ У КОЛЬЦЕВОЙ.
ТОНКУЮ ПРЯЖУ В ГРЕБЕННОЙ СИСТЕМЕ ПРЯДЕНИЯ ПНЕВМОМЕХАНИЧЕСКИМ СПОСОБОМ ПОЛУЧИТЬ НЕЛЬЗЯ ИЗ ЗА НИЗКОЙ ПРОЧНОСТИ.
НАМАТЫВАНИЕ ПРЯЖИ
НАМАТЫВАНИЕ ПРЯЖИ НА ЦИЛИНДРИЧЕСКУЮ ИЛИ КОНИЧЕСКУЮ БОБИНУ МАССОЙ ДО 5 КГ ОСУЩЕСТВЛЯЕТСЯ КОНТАКТНЫМ СПОСОБОМ С ПОМОЩЬЮ МОТАЛЬНОГО БАРАБАНЧИКА И НИТЕРАСКЛАДЧИКА. ВОЗМОЖЕН РУЧНОЙ И АВТОМАТИЧЕСКИЙ СЪЕМ НАРАБОТАННЫХ БОБИН БЕЗ ОСТАНОВА МАШИНЫ.
32. Пневмомеханическая прядильная машина. Производительность машины и пути её повышения. Технико-экономические преимущества пневмомеханического способа прядения
ПРЕИМУЩЕСТВА ПНЕВМОМЕХАНИЧЕСКОГО СПОСОБА ПРЯДЕНИЯ ПО СРАВНЕНИЮ С КОЛЬЦЕВЫМ
1. БЛАГОДАРЯ РАЗДЕЛЕНИЮ ПРОЦЕССОВ КРУЧЕНИЯ И НАМАТЫВАНИЯ СКОРОСТЬ ВЫПУСКА ПРЯЖИ ВОЗРАТАЕТ В 3 - 10 РАЗ.
2. СОКРАЩАЕТСЯ КОЛИЧЕСТВО ПЕРЕХОДОВ В ПРЯДИЛЬНОМ ПРОИЗВОДСТВЕ, ТАК КАК ПРЯЖА ПОЛУЧАЕТСЯ ИЗ ЛЕНТЫ.
3. БОЛЬШИЕ РАЗМЕРЫ ВЫХОДНЫХ ПАКОВОК ИСКЛЮЧАЮТ ПРОЦЕСС ПЕРЕМАТЫВАНИЯ ПРЯЖИ ДЛЯ ДАЛЬНЕЙШЕГО ИСПОЛЬЗОВАНИЯ В ТКАЦКОМ И ТРИКОТАЖНОМ ПРОИЗВОДСТВЕ.
4. УВЕЛИЧИВАЕТСЯ ВЫХОД ПРЯЖИ ИЗ СМЕСИ, ТАК КАК ПРИ ОБРЫВЕ ПРЯЖИ ОТКЛЮЧАЕТСЯ ПОДАЧА ЛЕНТЫ И МЕНЬШЕ КОЛИЧЕСТВО ПЕРЕХОДОВ.
5. СМЕНУ НАРАБОТАННЫХ ПАКОВОК МОЖНО ПРОВОДИТЬ БЕЗ ОСТАНОВА МАШИНЫ, ЧТО СНИЖАЕТ ПРОСТОИ МАШИНЫ.
6. ВОЗМОЖНА АВТОМАТИЗАЦИЯ ЛИКВИДАЦИИ ОБРЫВА ПРЯЖИ И СМЕНЫ НАРАБОТАННЫХ ПАКОВОК.
7. ПРОИЗВОДИТЕЛЬНОСТЬ МАШИН БОЛЬШЕ, ЧЕМ КОЛЬЦЕВЫХ.
8. СЕБЕСТОИМОСТЬ ПНЕВМОМЕХАНИЧЕСКОЙ ПРЯЖИ НИЖЕ.
9. ЛУЧШЕ УСЛОВИЯ ТРУДА.
П![]() РОИЗВОДИТЕЛЬНОСТЬ
ПНЕВМОМЕХАНИЧЕСКОЙ ПРЯДИЛЬНОЙ МАШИНЫ,
КГ/Ч
РОИЗВОДИТЕЛЬНОСТЬ
ПНЕВМОМЕХАНИЧЕСКОЙ ПРЯДИЛЬНОЙ МАШИНЫ,
КГ/Ч
![]()
ГДЕ: Vв- СКОРОСТЬ ВЫПУСКА, М / МИН;
Tпр- ЛИНЕЙНАЯ ПЛОТНОСТЬ ПРЯЖИ, ТЕКС;
N- КОЛИЧЕСТВО ВЫПУСКОВ (КАМЕР) НА МАШИНЕ;
nпк- ЧАСТОТА ВРАЩЕНИЯ ПРЯДИЛЬНОЙ КАМЕРЫ, МИН־¹;
К- КРУТКА, КР/М;
Кпв – КОЭФФИЦИЕНТ ПОЛЕЗНОГО ВРЕМЕНИ.
33. Цель и сущность подготовки волокон к гребнечесанию. Способы подготовки. Лентосоединительные и холстоформирующие машины
ЦЕЛЬЮ ПОДГОТОВКИ ПРОДУКТА К ГРЕБНЕЧЕСАНИЮ ЯВЛЯЕТСЯ УЛУЧШЕНИЕ ЕГО СТРОЕНИЯ ДЛЯ УМЕНЬШЕНИЯ ПОПАДАНИЯ В ОЧЕС ДЛИННЫХ ВОЛОКОН.
СУЩНОСТЬ ПОДГОТОВКИ ПРОДУКТА К ГРЕБНЕЧЕСАНИЮ ЗАКЛЮЧАЕТСЯ В ТОМ, ЧТО ВОЛОКНА РАСПРЯМЛЯЮТСЯ И ПАРАЛЛЕЛИЗУЮТСЯ
ПОДГОТОВКА ВОЛОКОН К ГРЕБНЕЧЕСАНИЮ
ИСПОЛЬЗОВАНИЕ В ГРЕБЕННОЙ СИСТЕМЕ ТОНКИХ И ДЛИННЫХ ВОЛОКОН ВЫЗЫВАЕТ НЕОБХОДИМОСТЬ ИЗМЕНЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ЗАПРАВКИ МАШИН С ЦЕЛЬЮ БОЛЕЕ БЕРЕЖНОЙ ОБРАБОТКИ ВОЛОКОН.
ДЛЯ ТОГО, ЧТОБЫ ВОЛОКНА МЕНЬШЕ ПОВРЕЖДАЛИСЬ, НА ОБОРУДОВАНИИ:
- СНИЖАЮТ СКОРОСТНЫЕ РЕЖИМЫ,
- УВЕЛИЧИВАЮТ РАЗВОДКИ,
- УМЕНЬШАЮТ ИНТЕНСИВНОСТЬ ВОЗДЕЙСТВИЯ НА ВОЛОКНО.
ЦЕЛЬЮ ПОДГОТОВКИ ПРОДУКТА К ГРЕБНЕЧЕСАНИЮ ЯВЛЯЕТСЯ УЛУЧШЕНИЕ ЕГО СТРОЕНИЯ ДЛЯ УМЕНЬШЕНИЯ ПОПАДАНИЯ В ОЧЕС ДЛИННЫХ ВОЛОКОН.
СУЩНОСТЬ ПОДГОТОВКИ ПРОДУКТА К ГРЕБНЕЧЕСАНИЮ ЗАКЛЮЧАЕТСЯ В ТОМ, ЧТО ВОЛОКНА РАСПРЯМЛЯЮТСЯ И ПАРАЛЛЕЛИЗУЮТСЯ
В РЕЗУЛЬТАТЕ ВЫТЯГИВАНИЯ ПРОДУКТА В ВЫТЯЖНЫХ ПРИБОРАХ, ПРОДУКТ СТАНОВИТСЯ РАВНОМЕРНЕЕ ПО ТОЛЩИНЕ И СОСТАВУ В РЕЗУЛЬТАТЕ СЛОЖЕНИЯ И ПОЛУЧАЕТ ФОРМУ ХОЛСТИКА.