

17. Способы изготовления монтажа для многокрасочной печати. Монтаж сборных пленочных фф. Электронный монтаж и спуск полос.
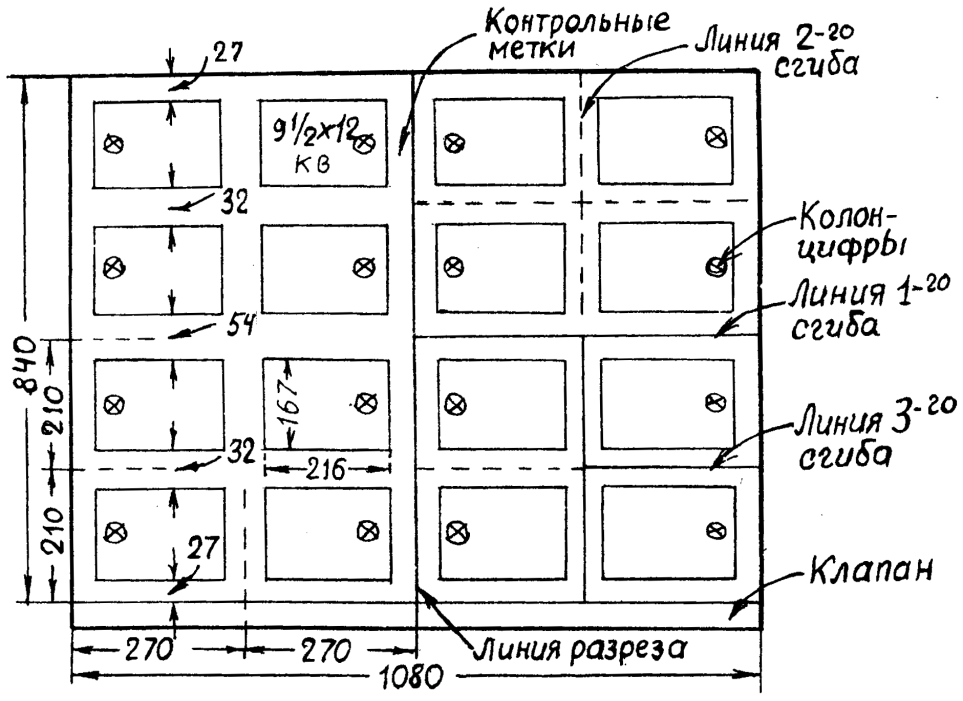
Монтаж фотоформ — это размещение и закрепление на прозрачной основе в соответствии с макетом издания отдельных фотоформ, например сверстанных полос. На монтажной основе в зависимости от форматов бумаги и издания может располагаться различное число полос (диапозитивов), как правило, равное цифре, обозначающей долю листа. Например, для издания форматом 84108/16 монтажная фотоформа содержит 16 полос (рис. 1).
Монтажная фотоформа для книжно-журнального издания кроме текстовых, тексто-изобразительных и изобразительных полос должна содержать соответствующие метки и шкалы (приводочные метки-кресты, обрезные углы, метки для фальцовки, корешковые метки, за пределами приводочных крестов должны быть расположены шкалы оперативного контроля формного и печатного процессов).
Пока еще используются ручные способы монтажа пленочных фотоформ. При этом для однокрасочной печати монтаж производится по плану монтажа, а для многокрасочных изданий первый монтаж (например, для голубой — «рисующей» краски) готовится по плану монтажа, а для последующих красок — по монтажу для «рисующей» краски или используется более прогрессивный способ — монтаж по штифтам. Т. е. для каждой краски делается свой монтаж с соблюдением необходимой точности приводки красок для каждой полосы.
Способ сквозной штифтовой приводки применяют для более точного и быстрого размещения полос на монтажной основе, а также нормализации приводки при изготовлении фотоформ и печатных форм и при подготовке печатной машины к печатанию тиража. Он основан на пробивании (или высверливании) точных приводочных отверстий на пленках, монтажных основах, формных пластинах и формных цилиндрах печатных машин. На различных стадиях технологических процессов через эти отверстия пропускают штифты, обеспечивая необходимую точность расположения фотопленки на пленкодержателе, фотоформ на монтажной основе, монтажа на формной пластине, печатной формы на формном цилиндре.
Монтаж пленочных фотоформ в особенности для многокрасочной печатив том числе и с использованием штифтовой приводки является трудоемким ручным процессом.
В связи с бурным развитием цифровых систем обработки информации с программным управлением персональных компьютеров, монтаж проводят электронными средствами на дисплее до изготовления фотоформ, которые выводят на фотопленку уже после окончания монтажа. Такой монтаж называют электронным.
Технология монтажа пленочных фотоформ включает две операции:
1) вычеркивание плана монтажа;
2) собственно монтаж фотоформ — размещение на монтажной основе (в соответствии с планом монтажа) отдельных фотоформ и их приклеивание к монтажной основе.
План монтажа расчерчивается на бумажном листе или односторонней матированной пленке в строгом соответствии с макетом издания. Под лист или пленку подкладывается миллиметровая сетка на прозрачной основе. Карандашом с помощью линейки наносятся границы полос и других элементов и проставляются номера страниц. Они должны быть расположены по определенной схеме — спуску полос, обеспечивающей правильную последовательность страниц в сфальцованной тетради и тетрадей в блоке. Выбор схемы спуска зависит от типа издания, способа фальцовки и числа страниц в тетради, вида комплектовки
|
блока из тетрадей, от количества тетрадей из одного бумажного листа, и числа полос на печатной форме. Монтаж фотоформ (так же, как и расчерчивание плана монтажа) выполняют на монтажном столе. Для этого на его стекло укладывают план монтажа, на него — лист монтажной основы (например, тонкую лавсановую пленку) и во избежание сдвига скрепляют их липкой лентой. Согласно плану монтажа, на монтажную основу приклеивают липкой лентой или клеем негативы или диапозитивы полос, контрольные метки и шкалы. Электронный монтаж и спуск полос, особенно многостраничных изданий, позволяет существенно сократить время на допечатную подготовку и уменьшить количество возможных ошибок. В состав программ входит огромное количество готовых схем (или макетов) раскладки для всех ведущих печатных машин |
и различных способов фальцовки, можно создавать свой собственный макет. Оператор может вручную или автоматически позиционировать приводочные и контрольные метки. Для контроля файлов до вывода можно использовать два способа. Первый — это визуальный контроль на мониторе. Второй — это пробное изображение готового спуска на экране или в уменьшенном виде на цифровой цветопробе.
Специальная функция OPI позволяет обходиться без перемещения данных высокого разрешения до тех пор, пока это не будет необходимо. Благодаря этой функции данные высокого разрешения, которые требуют большого объема памяти, встраиваются (автоматически) в поток данных непосредственно перед экспонированием. До этого момента в процессе монтажа используются только данные низкого разрешения.