

Резьбовые соединения
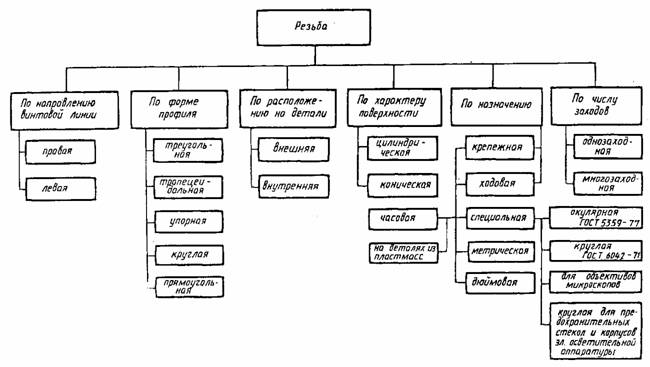
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности. Применяется как средство соединения, уплотнения или обеспечения заданных перемещений деталей машин, механизмов, приборов и т. п.
Основы образования резьбы
В основе образования резьбы лежит принцип получения винтовой линии. Винтовая линия – это пространственная кривая, которая может быть образована точкой, совершающей движение по образующей какой-либо поверхности вращения, при этом сама образующая совершает вращательное движение вокруг оси.
Если в качестве поверхности принять цилиндр, то полученная на его поверхности траектория движения точки называется цилиндрической винтовой линией. Если движение точки по образующей и вращение образующей вокруг оси равномерны, то винтовая цилиндрическая линия является линией постоянного шага. На развертке боковой поверхности цилиндра (рис.2) такая винтовая линия преобразуется в прямую линию.
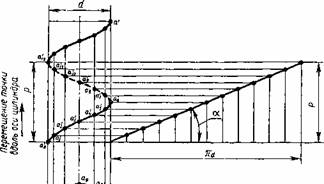

Рис.2
Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки. Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии (рис.3). В случае, если подъем винтового выступа на видимой (передней) стороне идет слева направо, резьба называется правой, если подъем винтового выступа идет справа налево – левой. Чаще всего используют правую резьбу. Левую резьбу применяют только в специальных механизмах. Если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенные по окружности относительно друг друга, то образуются двух- итрехзаходные винты.
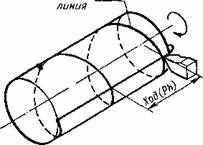
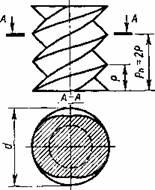
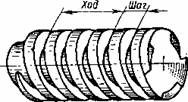
Рис.3
В качестве примера образования одно-, двух- и трехзаходной резьбы можно рассмотреть процесс навивки на цилиндрическую поверхность проволоки треугольного сечения (витки плотно прилегают друг к другу). Для однозаходной резьбы (рис.4,а) величина хода винта Рh равна шагу Р.Для двух- (рис.4,б) и трехзаходных (рис.4,в) винтов, когда осуществляется одновременная навивка соответственно двух и трех проволок указанного сечения, величина хода соответственно равняется 2Р – для двухзаходного винта и ЗР – для трехзаходного. Наиболее распространена однозаходная резьба. Все крепежные резьбы однозаходные. Многозаходные резьбы применяются преимущественно в винтовых механизмах.
Гаечные замки. Во избежание самоотвинчивания гаек, винтов применяют особые устройства, называемые гаечными замками.
Существует очень много способов стопорения (контровки) или предохранения гаек от самоотвинчивания. Самоотвинчивание разрушает соединения и может привести к аварии. Предохранение от самоотвинчивания важно для повышения надежности резьбовых соединений и совершеннонеобходимо при вибрациях, переменных и ударных нагрузках. Вибрации понижают трение и нарушают условие самоторможения в резьбе.
1. Стопорение дополнительным трением (рис.28), за счёт создания дополнительных сил трения, сохраняющихся при снятии с винта внешней нагрузки (контргайка, воспринимающая основную осевую нагрузку, и ослабляющая силу трения и затяжки в резьбе основной гайки, необходима взаимная затяжка гаек; самоконтрящиеся гайки с радиальным натягом резьбы после нарезания резьбы и пластического обжатия специальной шейки гайки на эллипс; самоконтрящиеся гайки с несколькими радиальными прорезями; гайки с полиамидными кольцами без резьбы, которая нарезается винтом при завинчивании, обеспечивают большие силы трения, в винте применяют полиамидную пробку; контргайка цангового типа (сверху) при навинчивании обжимается на конической поверхности; арочного типа (снизу) при навинчивании разгибается и расклинивает резьбу; пружинные шайбы, усиливающие трение в резьбе; пружинные шайбы с несколькими отогнутыми усиками; специальные винты через медную или свинцовую прокладку или деформированием гайки с прорезями, перпендикулярными оси, применяют при спокойных нагрузках.
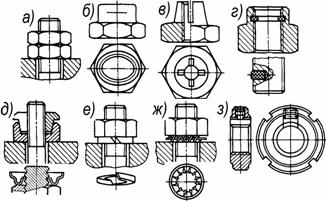
Рис. 28. Стопорение за счёт дополнительной силы трения
2. Стопорение специальными запирающими элементами (рис.29), полностью исключающими самопроизвольный проворот гайки (шплинты ГОСТ 397-79 сгибаемые из проволоки полукруглого сечения плоскими сторонами внутрь, их выпадению препятствуют петля и разогнутые концы; шайбы с лапками ГОСТ 3693/95-52, одна из которых отгибается по грани гайки, а другая по грани детали, стопорение такими шайбами, как и шплинтами, весьма надёжно и широко распространено; шайбы с лапками ГОСТ 11872-80 стопорят гайки со шлицами при регулировке подшипников качения на валу, внутренний носик отгибается в канавку винта, а наружные лапки – в шлицы гайки; обвязка головок болтов проволокой через отверстия в групповых соединениях с натяжением проволоки в сторону затяжки болтов.
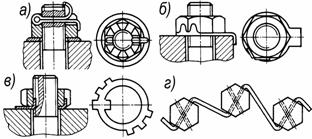
Рис. 29. Стопорение запирающими элементами
3. И, наконец, стопорение может выполняться также пластическим деформированием или приваркой после затяжки.
Выше описаны некоторые конструкции гаечных замков (см. рис. 27, б— г). При установке контргайки 2 (рис. 30, а) создается дополнительное натяжение и трение в резьбе, поэтому самоотвинчивание гайки 1 затрудняется. При установке пружинной шайбы (см. рис. 30, г)самоотвинчивание исключается за счет упругости шайбы. Кроме того, упругость этой шайбы значительно уменьшает вибрации гайки. При установке шплинта (рис. 30, б, в) или при обвязке группы болтов проволокой (рис. 30, г) гайка жестко соединяется со стержнем болта (шпильки). Иногда гайки жестко соединяют с деталью с помощью специальной шайбы (см. рис. 27, б), планки (рис. 30, д) и т. п.
Зависимость между моментом, приложенным к гайке, и осевой силой
При завинчивании гайки (рис.32) к ключу прикладывают вращающий момент
![]() , (1)
, (1)
где Fкл — усилие на конце ключа; Lp — расчетная длина ручки ключа.
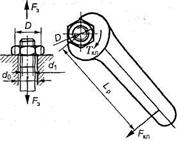
Рис.32. К расчету момента на ключе
Момент движущих сил равен сумме моментов сил сопротивления, т. е.
![]() , (2)
, (2)
где Т — момент в резьбе; ТT — момент сил трения на опорном торце гайки. Момент в резьбе определяют по формуле
![]() (3)
(3)
где F3 —
сила затяжки болта (осевая сила,
растягивающая болт); ![]() —
угол подъема винтовой линии; d2 —
средний диаметр резьбы;
—
угол подъема винтовой линии; d2 —
средний диаметр резьбы; ![]() —
приведенный угол трения.
—
приведенный угол трения.
Момент сил трения на опорной поверхности
![]()
![]() (4)
(4)
здесь![]() —
коэффициент трения между поверхностью
гайки (головки) и детали; D —
диаметр захвата гаечного ключа (опорного
торца гайки);
—
коэффициент трения между поверхностью
гайки (головки) и детали; D —
диаметр захвата гаечного ключа (опорного
торца гайки); ![]() мм —
диаметр отверстия в детали под болт.
мм —
диаметр отверстия в детали под болт.
Подставляя полученные выражения Т и ТT в формулы (1) и (2) для момента завинчивания, получим момент на ключе
 (5)
(5)
Длина
стандартных ключей: L =
15d при
; ![]() .
.
Рис.33. Схема распределения нагрузки между витками резьбы по Н.Е. Жуковскому
Условие самоторможения в резьбе
Условие
самоторможения можно записать в
виде Тотв > 0.
Рассматривая самоторможение
только в резьбе без учета трения на
торце гайки, получим ![]() или
или
![]() . (6)
. (6)
Для
крепежных резьб значение
угла подъема ![]() лежит
в пределах
2°30' – 3°30',
а угол трения
лежит
в пределах
2°30' – 3°30',
а угол трения ![]() изменяется
в пределах 6° (при
изменяется
в пределах 6° (при ![]() ) – 16º (при
) – 16º (при ![]() ).
Таким образом, все крепежные резьбы – самотормозящие.
Резьбы для ходовых винтов выполняют
как самотормозящие, так инесамотормозящие.
).
Таким образом, все крепежные резьбы – самотормозящие.
Резьбы для ходовых винтов выполняют
как самотормозящие, так инесамотормозящие.
Приведенные выше значения коэффициента трения, свидетельствующие о существенных запасах самоторможения, справедливы только при статических нагрузках. При динамических и вибрационных нагрузках вследствие взаимных микросмещений поверхностей трения коэффициент трения существенно снижается и условие самоторможения нарушается. Происходит самоотвинчивание во избежание которого применяют специальные стопорные устройства (см. способы стопорения резьбовых соединений).
КПД винтовой пары
КПД
винтовой пары ![]() определяется
отношением работы, затраченной
на завинчивание гайки без учета трения,
к той же работе
с учетом трения. Работа завинчивания
равна произведению
момента завинчивания на угол поворота
гайки. Так как углы поворота равны и в
том и в другом случае, то отношение работ
равно отношению моментов
определяется
отношением работы, затраченной
на завинчивание гайки без учета трения,
к той же работе
с учетом трения. Работа завинчивания
равна произведению
момента завинчивания на угол поворота
гайки. Так как углы поворота равны и в
том и в другом случае, то отношение работ
равно отношению моментов ![]() ,
в котором
,
в котором ![]() определяется
по формуле, а
определяется
по формуле, а ![]() –
по той же формуле, но при
–
по той же формуле, но при ![]() и
и ![]() :
:
 . (7)
. (7)
Учитывая потери только в резьбе (fТ = 0), найдем КПД только винтовой пары:
![]() . (8)
. (8)
Формула (8) позволяет сделать вывод, что возрастает с увеличением и уменьшением .
Виды повреждений резьбовых соединений
- Разрыв стержня по резьбе или по переходному сечению.
- Повреждение или разрушение резьбы (смятие и износ, срез, изгиб).
- Разрушение у головки.
Расчет резьбы на прочность
При расчете резьбы на прочность принимают следующее допущение: все витки резьбы нагружаются равномерно (хотя теоретическими и экспериментальными исследованиями установлено, что для гайки с шестью витками первый виток резьбы воспринимает 52 % всей осевой нагрузки, второй — 25 %, третий — 12 %, шестой — только 2 %).
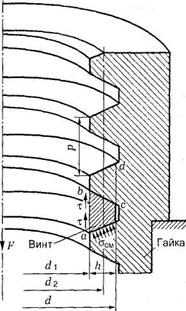
Рис. 43. К расчету резьбы на срез
Расчет резьбы по напряжению среза. Проверочный расчет. Условие прочности
![]() , (26)
, (26)
где ![]() —
расчетное напряжение среза в резьбе;
—
расчетное напряжение среза в резьбе; ![]() —
допускаемое напряжение среза в
резьбе.
—
допускаемое напряжение среза в
резьбе.
Для винта :
![]() (27)
(27)
для гайки
![]() (28)
(28)
здесь F —
осевое усилие, действующее на
болт; d1 — внутренний
диаметр резьбы; d — наружный
диаметр резьбы; Н
— высота
гайки; ![]() —
коэффициент, учитывающий тип резьбы
(K=0,8
— для треугольной резьбы; К= 0,5
— для прямоугольной и К= 0,65
— для трапецеидальной резьбы).
—
коэффициент, учитывающий тип резьбы
(K=0,8
— для треугольной резьбы; К= 0,5
— для прямоугольной и К= 0,65
— для трапецеидальной резьбы).
Проектировочный расчет (рассматривается случай, когда материал гайки и винта одинаков). Задавшись типом резьбы и определив диаметр при проектном расчете, можно определить высоту гайки:
![]() (29)
(29)
Стандартные крепежные изделия на прочность резьбы не рассчитывают.
Соединение деталей с гарантированным натягом (прессовые соединения)
Соединение деталей может осуществляться за счет посадки одной детали на другую.
В посадках (рис. 27, а) обеспечивается зазор в соединении. В этом случае детали легко перемещаются относительно друг друга.
В посадках с натягом (рис. 27, б) в соединении обеспечивается натяг. Такие посадки (на рис. 28 - показаны поля допусков посадок по ГОСТ 25347—82) могут обеспечивать передачу вращающего момента без применения шпонок, клиньев, болтов и т. п.
Основной задачей расчета соединения с гарантированным натягом является выбор посадки, обеспечивающей передачу заданного вращающего момента.
Соединения деталей с натягом – это напряженные соединения, в которых натяг создается необходимой разностью посадочных размеров вала и втулки. Для закрепления деталей используют силы упругости предварительно деформированных деталей. Обычно соединение деталей осуществляется по цилиндрическим или (реже) коническим поверхностям, при этом одна деталь охватывает другую, специальные соединительные детали отсутствуют.
В машиностроении применяют переходные посадки, при которых возможно получение как зазора, так и натяга.
Соединение деталей с гарантированным натягом относится к соединениям, передающим рабочие нагрузки за счет сил трения между валом и отверстием.
К основным достоинствам цилиндрических соединений с гарантированным натягом относятся: простота конструкции, хорошее центрирование соединяемых деталей, возможность передачи больших нагрузок как статических, так и динамических (ударных). Обычно соединения с гарантированным натягом относят к неразъемным соединениям, однако цилиндрические соединения допускают разборку (распрессовку) и сборку (запрессовку) деталей.
К основным недостаткам цилиндрических соединений с гарантированным натягом относятся: сложность сборки и разборки соединений, возможность уменьшения величины расчетного натяга соединяемых деталей и повреждения их посадочных поверхностей при сборке (запрессовке), требование пониженной шероховатости посадочных поверхностей и высокие требования к точности их изготовления, повышенная концентрация напряжений, большое рассеивание сил сцепления в связи с рассеиванием действительных посадочных размеров в пределах допусков и коэффициентов трения.
Характерными примерами соединение с натягом могут служить кривошипы, пальцы кривошипов, детали составных коленчатых валов двигателей автомобилей, венцы зубчатых и червячных колес, ступиц колес с валом и т. п.
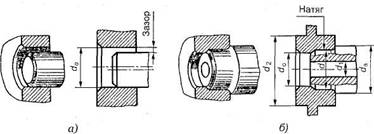
Рис. 27. Соединения с гарантированным натягом: а — посадка с зазором; б — посадка с натягом
Натягом называют положительную разность размера вала dB и отверстия do до сборки:
N= dВ -do>0.
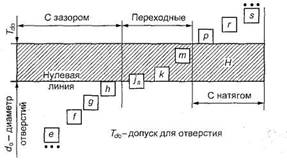
Рис. 28. Схема расположения полей допусков
При расчете посадок с гарантированным натягом давление р на сопрягаемые поверхности должно быть таким, чтобы силы трения оказались больше внешних нагрузок и обеспечили неподвижность соединяемых деталей после приложения внешних усилий.
Неподвижность соединения при нагружении соединения осевой силой и вращающим моментом обеспечивается за счет сил трения Ff при условии, что
![]() (22)
(22)
где f - коэффициент сцепления; Т — вращающий момент, Нм; d — диаметр посадочной поверхности, мм (см. рис. 27, б); Fa — осевая сила, Н.
Так как в быстровращающихся соединениях давление на посадочной поверхности деталей может быть ослаблено центробежными силами, действующими на детали, то для oбеспечения надежности этих соединений давление на контактной поверхности увеличивают с учетом действующих центробежных сил.
При расчетах соединений стальных и чугунных деталей коэффициент сцепления принимают: при сборке с запрессовкой f = 0,08 и при сборке с нагревом, охватывающей детали, f=0,14. Если одна из соединяемых деталей стальная или чугунная, а другая – латунная или бронзовая, то рекомендуется принимать f=0,05.
Расчетный натяг цилиндрического соединения N связан с посадочным давлением р следующей зависимостью, вытекающей из формулы Ляме, вывод которой приведен в курсе сопротивления материалов:
 , (23)
, (23)
где
 и
и  .
.
Здесь d –
посадочный диаметр; d1 – диаметр
отверстия охватываемой детали (для вала
сплошного сечения d1 = 0); d2 – наружный
диаметр охватывающей детали; Е1 и Е1 – модули
упругости материалов охватываемой и
охватывающей деталей; ![]() и
и ![]() –
коэффициенты Пуассона материалов
охватываемой и охватывающей деталей
(для стали
–
коэффициенты Пуассона материалов
охватываемой и охватывающей деталей
(для стали ![]() ,
для чугуна
,
для чугуна ![]() ,
для бронзы
,
для бронзы ![]() ).
).
При сборке соединения неровности контактных поверхностей деталей срезаются и сглаживаются; для компенсации этого действительный натяг соединения Na должен быть больше расчетного натяга N, вычисляемого по формуле (23). Зависимость между Nd и Np определяется формулой
![]() ,
,
где ![]() и
и ![]() – высоты
неровностей профилей по десяти точкам
сопрягаемых поверхностей, принимаемые
по ГОСТ 2789-73.
– высоты
неровностей профилей по десяти точкам
сопрягаемых поверхностей, принимаемые
по ГОСТ 2789-73.
По величине Nд подбирают соответствующую стандартную посадку, у которой для надежности соединения наименьший натяг Nmin должен быть равен Nд или очень близок к нему.
Соединения с натягом (прессовые соединения) могут быть получены тремя способами:
- запрессовкой, простейший и высокопроизводительный способ, обеспечивающий удобного контроля измерения силы запрессовки, но связанный с опасностью повреждения поверхностей и затрудняющий применение покрытий;
- нагревом охватывающей детали до температуры ниже температуры отпуска – способ, обеспечивающий повышения прочности сцепления более чем в 1,5 раза по сравнению с запрессовкой, так как при запрессовке неровности на контактных поверхностях деталей частично срезаются и сглаживаются, что приводит к ослаблению прочности соединения. Данный метод особенно эффективный при больших длинах соединяемых деталей;
- охлаждением охватываемой детали – способ, преимущественно применяемый для небольших деталей, например втулок, в массивные корпуса деталей, при этом обеспечивается наибольшая прочность сцепления.
Расчет соединения включает определение необходимого натяга для обеспечения прочности сцепления и проверку прочности соединяемых деталей.
При
сборке цилиндрического соединения с
нагревом охватывающей или охлаждением
охватываемой детали необходимая разность
температур ![]() соединяемых
деталей определяется по формуле
соединяемых
деталей определяется по формуле
![]() ,
,
где Nmax – наибольший натяг выбранной для соединения посадки;
S – зазор, необходимый для сборки соединения, принимаемый обычно равным наименьшему зазору посадки движения;
![]() –
коэффициент
линейного расширения нагреваемой или
охлаждаемой детали, принимаемый для
стали
–
коэффициент
линейного расширения нагреваемой или
охлаждаемой детали, принимаемый для
стали ![]() ,
для чугуна
,
для чугуна ![]() ,
для оловянных бронз
,
для оловянных бронз ![]() ,
для латуни
,
для латуни ![]() ,
для алюминиевых сплавов
,
для алюминиевых сплавов ![]() ;
;
d – номинальный посадочный диаметр.
Нагрев охватывающей детали производится в зависимости от требуемой температуры горячим маслом, в электрической или газовой печи. Охлаждение охватываемой детали производят жидким воздухом или сухим льдом
Проверка прочности деталей цилиндрического соединения с натягом
Надежность соединения деталей с гарантированным натягом в первую очередь зависит от прочности ступицы. При недостаточной прочности ступицы возможно нарушение посадки вследствие деформации охватывающей детали или ее разрыву при осуществлении посадки.
Проверку
прочности деталей цилиндрического
соединения выполняют по наибольшему
возможному натягу ![]() выбранной
посадки и соответствующего ему наибольшего
расчетного натяга
выбранной
посадки и соответствующего ему наибольшего
расчетного натяга ![]() ,
определяемого по формуле
,
определяемого по формуле
![]() ,
,
а также
возможного максимального давления ![]() на
контактной поверхности соединяемых
деталей, определяемого по формуле
на
контактной поверхности соединяемых
деталей, определяемого по формуле
 .
.
Для
охватывающей детали, как известно из
курса сопротивления материалов, опасными
являются точки ее внутренней поверхности.
Для этих точек радиальное ![]() и
окружное (кольцевое)
и
окружное (кольцевое) ![]() нормальные
напряжения определяют по формулам
нормальные
напряжения определяют по формулам
![]() ,
,
 .
.
В этих
точках возникает плоское напряженное
состояние, при этом главные
напряжения ![]() ;
; ![]() и
и ![]() .
Условие прочности для охватывающей
детали из пластичного материала по
гипотезе наибольших касательных
напряжений (третьей теории прочности):
.
Условие прочности для охватывающей
детали из пластичного материала по
гипотезе наибольших касательных
напряжений (третьей теории прочности):
 .
.
Для охватываемой детали кольцевого поперечного сечения опасны также точки внутренней поверхности. В этих точках возникает одноосное сжатие, при этом
 .
.
Штрихи указывают, что напряжения относятся к охватываемой детали.
Условие прочности для охватываемой детали, составленное как и для охватывающей детали по третьей теории прочности, имеет вид
 .
.
Если
охватываемая деталь представляет собой
сплошной вал, то в любой его точке
возникает двухосное сжатие; главные
напряжения ![]() и
и ![]() одинаковы,
а
одинаковы,
а ![]() =
0:
=
0:
![]() .
.
Условие прочности в этом случае
![]() .
.
На основании практических данных установлено, что цилиндрические соединения с гарантированным натягом могут быть вполне надежными даже при наличии на внутренней поверхности охватывающей детали пластических деформаций. Это обстоятельство позволяет принимать при расчетах более высокие, чем обычно, допускаемые напряжения.
Для
проверки прочности рассчитывают пальцы
на изгиб, а резину — по напряжениям
смятия на поверхности соприкасания
втулок с пальцами. При этом полагают,
что все пальцы нагружены одинаково, а
напряжения смятия распределены равномерно
по длине втулки:
![]()
 где
ζ — число пальцев. Рекомендуют принимать
[асм1= 1,8...2 МПа.
Муфта с упругой
оболочкой. Упругий элемент муфты (рис.
17.25), напоминающей автомобильную шину,
работает на кручение. Это придает муфте
большую энергоемкость, высокие упругие
и компенсирующие свойства (ΔΓ ^2...6 мм,
Δα%2...6°, угол закручивания до 5...30°). Муфта
стандартизована и получила широкое
распространение.
Исследования [38]
показали, что нагрузочная способность
муфты ограничивается потерей устойчивости
и усталостью резиновой оболочки. В
первом приближе¬нии можно рекомендовать
расчет прочности оболочки по напряжениям
сдвига в сечении около зажима (по Dx)\
где
ζ — число пальцев. Рекомендуют принимать
[асм1= 1,8...2 МПа.
Муфта с упругой
оболочкой. Упругий элемент муфты (рис.
17.25), напоминающей автомобильную шину,
работает на кручение. Это придает муфте
большую энергоемкость, высокие упругие
и компенсирующие свойства (ΔΓ ^2...6 мм,
Δα%2...6°, угол закручивания до 5...30°). Муфта
стандартизована и получила широкое
распространение.
Исследования [38]
показали, что нагрузочная способность
муфты ограничивается потерей устойчивости
и усталостью резиновой оболочки. В
первом приближе¬нии можно рекомендовать
расчет прочности оболочки по напряжениям
сдвига в сечении около зажима (по Dx)\
![]()
По экспериментальным данным, [τ]» »0,4 МПа. § 17.6. Муфты управляемые или сцепные Управляемые муфты позволяют соединять или разъединять валы с помощью механизма управления. По принципу работы все эти муфты можно разделить на две группы: муфты, основанные на зацеплении (кулачковые или зубчатые); муфты, основанные на трении (фрикционные). Муфты кулачковые. На торцах полумуфт 1 и 2 (рис. 17.26) имеются выступы (кулачки) 3. В рабочем положении выступы одной полумуфты входят во впадины другой. Для включения и выключения муфты одну из полумуфт 2 устанавливают на валу подвижно в осевом направлении. Подвижную полумуфту перемещают с помощью специального устройства — отводки. Вилку отводки располагают в пазу 4. На чертеже штриховой линией показано выключенное положение полумуфты 2. Кольцо
5 служит для центровки валов. Несоосность валов резко снижает работоспособность кулачковых муфт. Чаще всего кулачковые и зубчатые (рис. 17.28 и 17.29) сцепные муфты располагают на одном валу и используют для переключения скоростей (например, на рис. 17.29). Распространенные формы кулачков изображены на рис. 17.27 (сечение цилиндрической поверхностью). Прямоугольный профиль (рис. 17.27, а) требует точного взаимного расположения полумуфт в момент включения. Кроме того, в таких муфтах неизбежны технологические боковые зазоры и связанные с этим удары при изменении направления вращения. Зазоры увеличиваются при износе кулачков.
Предохранительные муфты
Эти муфты допускают ограничение передаваемого вращающего момента, что предохраняет машины от поломок при перегрузках.
Наибольшее распространение получили предохранительные кулачковые, шариковые и фрикционные муфты (рис.16).

Рис.16. Предохранительные муфты
От сцепных и других муфт они отличаются отсутствием механизма включения. Предохранительные кулачковые и шариковые (рис.16, а) муфты постоянно замкнуты, а при перегрузках кулачки или шарики полумуфты 1 выдавливаются из впадин полумуфты 2, и муфта размыкается. Иначе работает предохранительная фрикционная муфта (рис.16, б). При перегрузке за счет проскальзывания происходит пробуксовывание этой муфты (останавливается ведомый вал).
Рассмотренные на рис.16 предохранительные муфты применяют при частых перегрузках.
При маловероятных перегрузках применяют предохранительные муфты с разрушающимся элементом, например со срезным штифтом (рис. 17). Такая муфта состоит из дисковых полумуфт 1 и 2, соединяемых металлическим штифтом 3, вставленным в термически обработанную втулку 4. При возникновении перегрузки штифт срезается, и муфта разъединяет валы. Они просты по конструкции и малогабаритны.
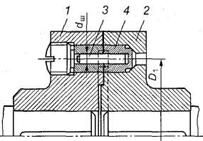
Рис. 17. Муфта предохранительная со срезным штифтом:
1,2— полумуфты; 3 — срезной штифт; 4 — закаленные втулки
Для изготовления деталей предохранительных муфт в зависимости от типа муфты применяют конструкционные стали, чугун СЧЗО, фрикционные материалы, сталь ШХ12 и др. Штифты для муфт с разрушающи
Расчет на прочность жестких (глухих) муфт.
Втулочные, фланцевые и продольно-свертные муфты выбирают по нормалям.
Прочность втулки проверяют по основному условию прочности на кручение
![]() (2)
(2)
где ![]() — допускаемое напряжение на кручение (для стали 45:
=
22 ÷ 25 МПа);
— допускаемое напряжение на кручение (для стали 45:
=
22 ÷ 25 МПа);
![]() , (3)
, (3)
![]() —
расчетное напряжение
на кручение; Тр —
расчетный момент; d и D — размеры
муфты (см. рис.2).
—
расчетное напряжение
на кручение; Тр —
расчетный момент; d и D — размеры
муфты (см. рис.2).
Шпоночные или шлицевые (зубчатые) соединения вала с жесткой муфтой проверяют по формулам (9.1)—(9.3), болтовые соединения на растяжение и срез. Болты и стенки полумуфт на смятие проверяют по формуле
![]() , (4)
, (4)
где Ft —
сила, срезающая один болт; Асм —
площадь смятия; dб —
диаметр болта; К— толщина
фланца полумуфты (см. рис.4, а); ![]() —
допускаемое напряжение на смятие
материала болтов или полумуфт.
—
допускаемое напряжение на смятие
материала болтов или полумуфт.
Расчет на прочность компенсирующих муфт. Эти муфты выбирают по нормалям или стандартам (см. рис. 5).
Проверочный расчет на прочность (износостойкость) кулачково-дисковых муфт производят по формуле
![]() , (5)
, (5)
где р — максимальное давление, возникающее на рабочей поверхности сопряженных деталей муфты; D, d, h — размеры муфты (см. рис.5); [р] — допускаемое давление (для муфт с закаленными поверхностями трения [р] = 15 ÷ 30 МПа).
Проверочный расчет зубчатых муфт не производят. Их выбирают по стандарту. Для зубчатых муфт расчетный момент
Тр=КбКрТ, (6)
где Кб и Кр — коэффициенты безопасности и режима работы; Т — номинальный вращающий момент (табл.12.4).
Для упругих втулочно-пальцевых муфт проверочный расчет для пальцев производят на изгиб по формуле (7), для втулок — на смятие по формуле (8):
![]() ; (7)
; (7)
![]() , (8)
, (8)
где Мр — расчетный
момент; dn, lп, lв, D1,
— размеры пальца втулки и полумуфты
(см. рис.7); z — число
пальцев; ![]() —
допускаемое напряжение изгиба (для
пальцев из стали 45
=
80...90 МПа);
—
допускаемое напряжение изгиба (для
пальцев из стали 45
=
80...90 МПа); ![]() —
допускаемое напряжение смятия втулки
(для резины
= 2 МПа).
—
допускаемое напряжение смятия втулки
(для резины
= 2 МПа).
Расчет сцепных муфт. Расчет наиболее распространенных в машиностроении сцепных многодисковых фрикционных муфт производят на отсутствие проскальзывания полумуфт (дисков) и на износостойкость рабочих поверхностей дисков. Для передачи вращательного движения от полумуфты 1 к полумуфте 2 (см. рис.10) без относительного проскальзывания дисков момент сил трения должен быть не меньше вращающего момента, создаваемого на ведущем валу.
Фрикционные дисковые муфты выбирают по нормалям.
Расчет самоуправляемых и предохранительных муфт. Самоуправляемые роликовые муфты свободного хода выбирают по нормалям. На контактную прочность проверяют только ролики и рабочие поверхности полумуфт (см. рис.15):
![]() , (9)
, (9)
где Тр — расчетный
момент; Епр — приведенный
модуль упругости; d и l —
диаметр и длина роликов; ![]() 70 — угол
заклинивания роликов; D — диаметр
рабочей поверхности обоймы; z —
число роликов;
70 — угол
заклинивания роликов; D — диаметр
рабочей поверхности обоймы; z —
число роликов; ![]() —
допускаемое контактное напряжение
(для стали
ШХ15, 20Х и 40Х
=
1500 МПа).
—
допускаемое контактное напряжение
(для стали
ШХ15, 20Х и 40Х
=
1500 МПа).
Размеры центробежных муфт принимают конструктивно. Рабочие поверхности трения грузов проверяют на износостойкость аналогично фрикционным муфтам. Массу груза подбирают по создаваемой им центробежной силе.
Фрикционные предохранительные муфты выбирают по стандарту. Их расчетная проверка аналогична расчету сцепных фрикционных муфт.
Предохранительные муфты с разрушающимся элементом выбирают по нормалям станкостроения, после чего штифт проверяют на срез (см. рис.17):
![]() , (10)
, (10)
где Tпред —
предельный момент, при котором происходит
разрушение штифтов; D1 — диаметр
расположения штифтов (см. рис.17); ![]() —
предел прочности на срез (для стали
45
=
420 МПа); Тр —
расчетный момент; dm — диаметр
штифта; z = 1
÷ 2 — число штифтов.
—
предел прочности на срез (для стали
45
=
420 МПа); Тр —
расчетный момент; dm — диаметр
штифта; z = 1
÷ 2 — число штифтов.