

13.6. Сварка взрывом
Сварку взрывом можно отнести к сварке давлением с оплавлением при кратковременном нагреве на воздухе. Соединение заготовок осуществляется в результате соударения быстро движущихся заготовок под действием взрыва. Способ основан на использовании направленного (кумулятивного) взрыва. Принципиальная схема сварки представлена на рис. 13.6. Свариваемые заготовки располагают под некоторым углом друг к другу и слегка раздвигают на расстояние ho. Нижняя заготовка – неподвижна и служит основанием. На верхнюю заготовку накладывают взрывчатое вещество, у торца метаемой (верхней) заготовки устанавливают детонатор. Нижняя заготовка устанавливается на жесткой массивной опоре. При срабатывании детонатора взрывчатое вещество взрывается. Под действием ударной волны верхняя пластина метается со скоростью порядка 1000 м/с на поверхность неподвижной пластины. Давление ударной волны – 10–20 ГПа. В месте соударения метаемой пластины с основанием образуется угол , который перемещается вдоль соединяемых поверхностей. При соударении из вершины угла выдуваются тонкие поверхностные слои материала заготовок, окисные пленки и загрязнения. Соударение пластин вызывает деформацию металла и его «течение» в поверхнсоитных слоях. Поверхность заготовок сближаются до межатомных расстояний и происходит их сварка. Длительность процесса сварки – несколько микросекунд. Прочность сварных соединений – выше прочности соединяемых материалов благодаря упрочнению тонких слоев металла вдоль поверхности сварки.
Сфера применения способа: получение биметаллических изделий, плакирование поверхностей заготовок сплавами с особыми физическими и химическими свойствами; сварка разнородных материалов, сочетание сварки взрыва со штамповкой и ковкой (оборонная промышленность, авиа- и ракетостроение и др.). Другие схемы сварки взрывом приведены на рис. 13.7.
Примеры изделий: плакирование лопастей гидротурбин (алюминий – сталь, сталь – титан), труб и цилиндров. Сварку взрывом производят на специальных полигонах (Орско-Халиловский и Кузнецкий металлургический комбинаты), а также в специальных бетонных и металлических камерах диаметром от 0,5 до 10 м. Масса заряда может достигать 50 кг. Материалы взрывчатых веществ – аммонит, селитра аммиачная, игданит и др.
Подготовка материалов для сварки взрывом включает: удаление масляных пленок, ржавчины, окалины травлением и обезжириванием, контроль качества. Исходные материалы не должны иметь внутренних дефектов (пор, трещин).
Достоинства процесса: возможность получения крупногабаритных биметаллических изделий (площадь до 50 м2, толщина – до 450 мм, масса до 40 т), в том числе – с особыми физико-химическими свойствами; высокое качество сварных соединений.
Недостатки: неизученность технологического процесса и его закрытость; высокая стоимость технологических полигонов и камер; низкая производительность (длительность технологического цикла); высокая опасность проведения взрывных работ; сложность автоматизации технологического процесса; необходимость в рабочих высшей квалификации; образование трещин при сварке малопластичных материалов.
Р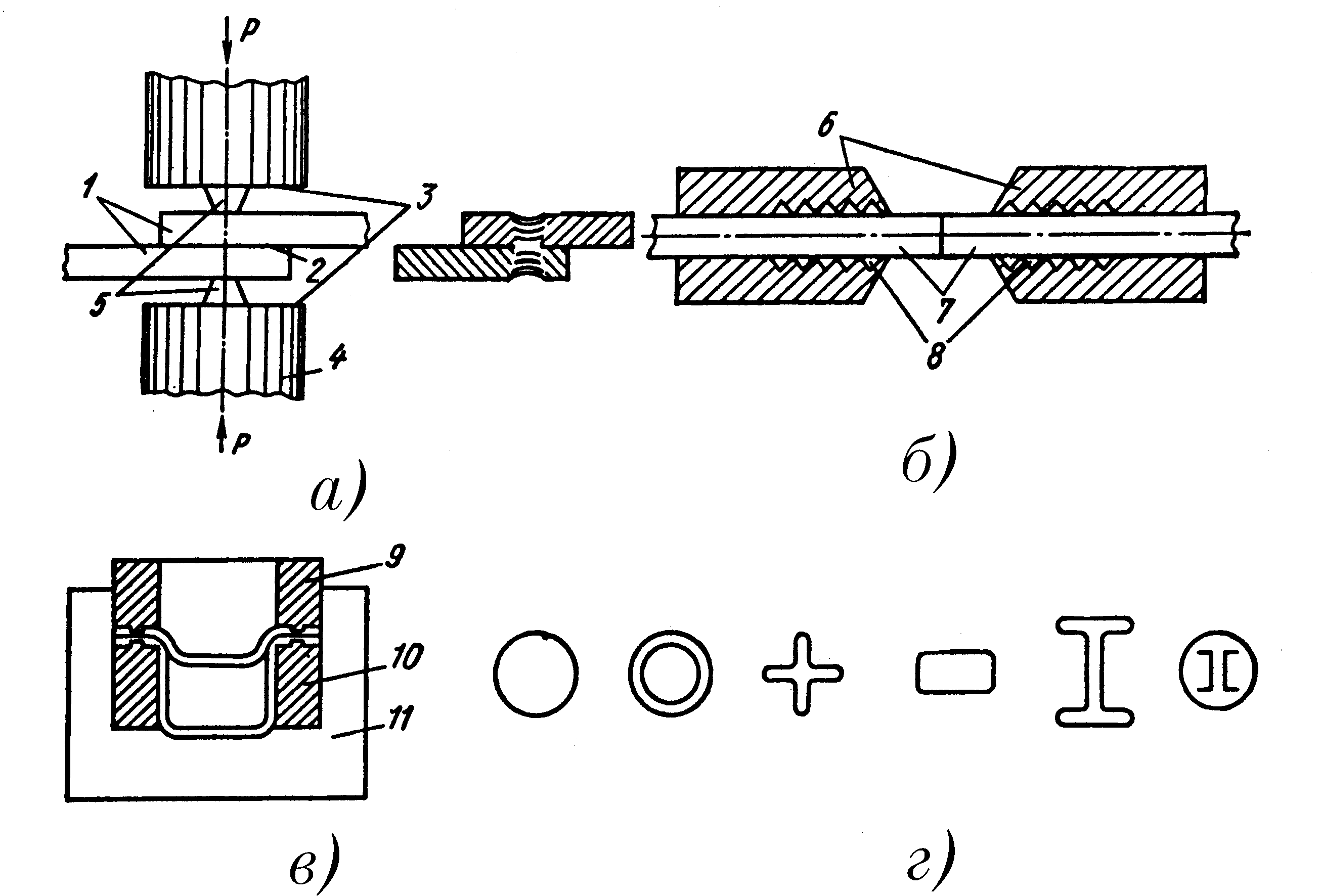 ис.
13.1. Принципиальная схема холодной
сварки: а – точечная, б – стыковая,
ис.
13.1. Принципиальная схема холодной
сварки: а – точечная, б – стыковая,
в – контурная, г – формы сварной точки (1 – заготовки, 2 – поверхность сварки,
3,4 – пуансоны, 5 – выступы, 6 – зажимы, 7 – заготовки, 8 – насечка, 9,10 – пуансоны,
11 – корпус оснастки)
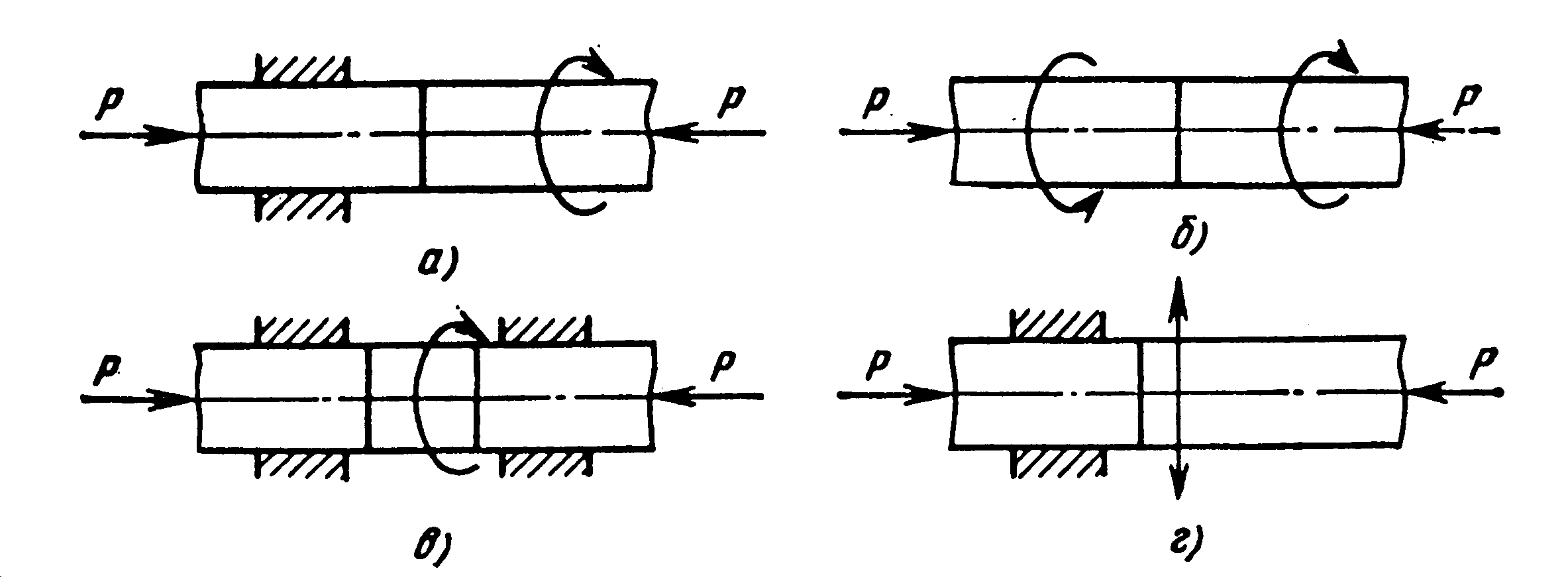
Рис. 13.2. Принципиальная схема сварки трением: а – вращение одной заготовки,
б – вращение обеих заготовок, в – вращение свтавки, г – возвратно-поступательное
движение одной из заготовок

Рис. 13.3. Типы сварных соединений при сварке трением: а – стержней встык,
б – труб встык, в – стержень с трубой встык, г – стержень с листом, д – труба с листом,
е – стержень с деталью
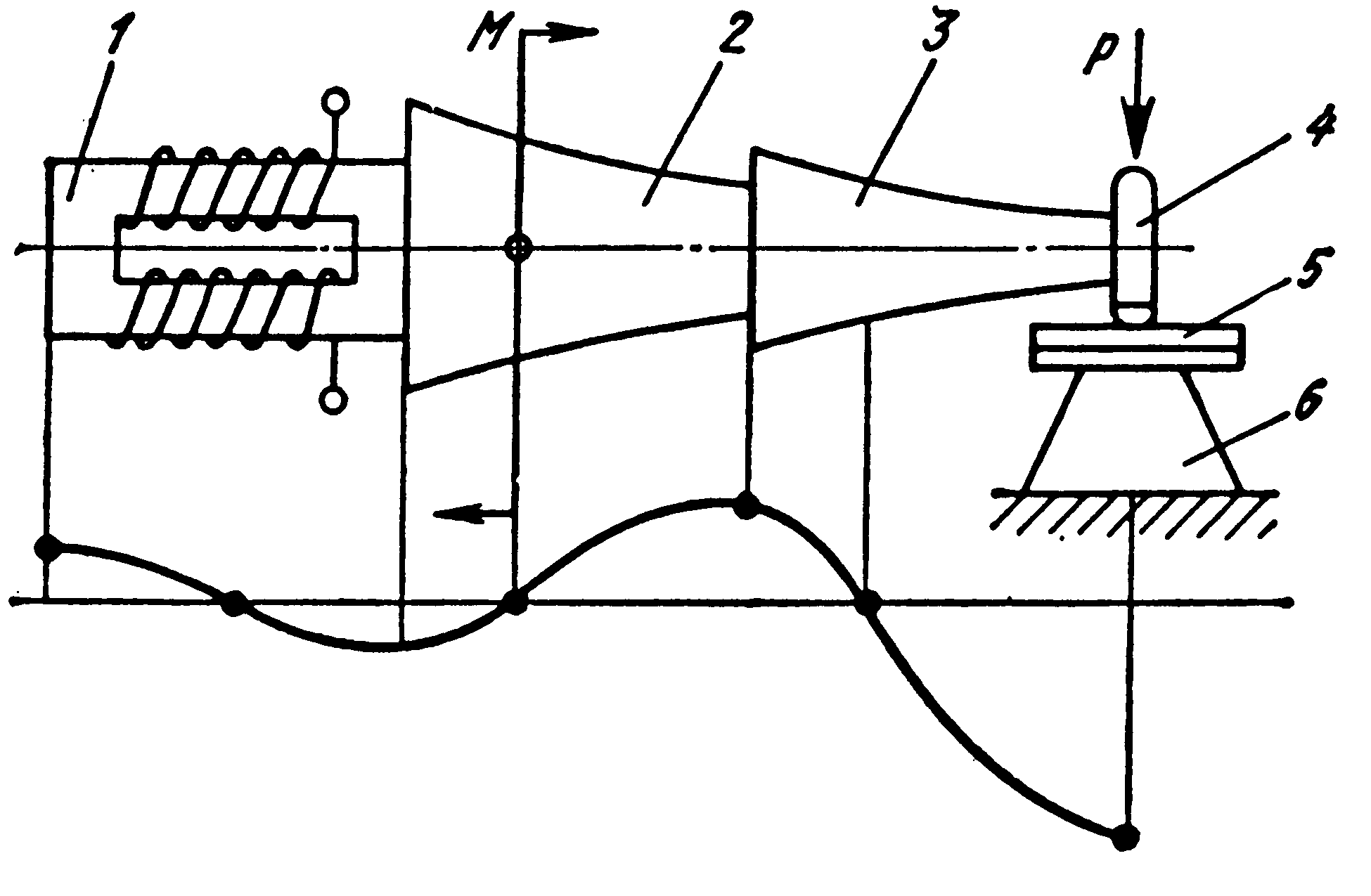
Рис. 13.4. Принципиальная схема ультрозвуковой сварки:
1 – двигатель магнитострикционного преобразования, 2 – трансформатор продольных
упругих колебаний, 3 – рабочий инструмент, 4 – наконечник, 5 – свариваемые заготовки,
6 – опора
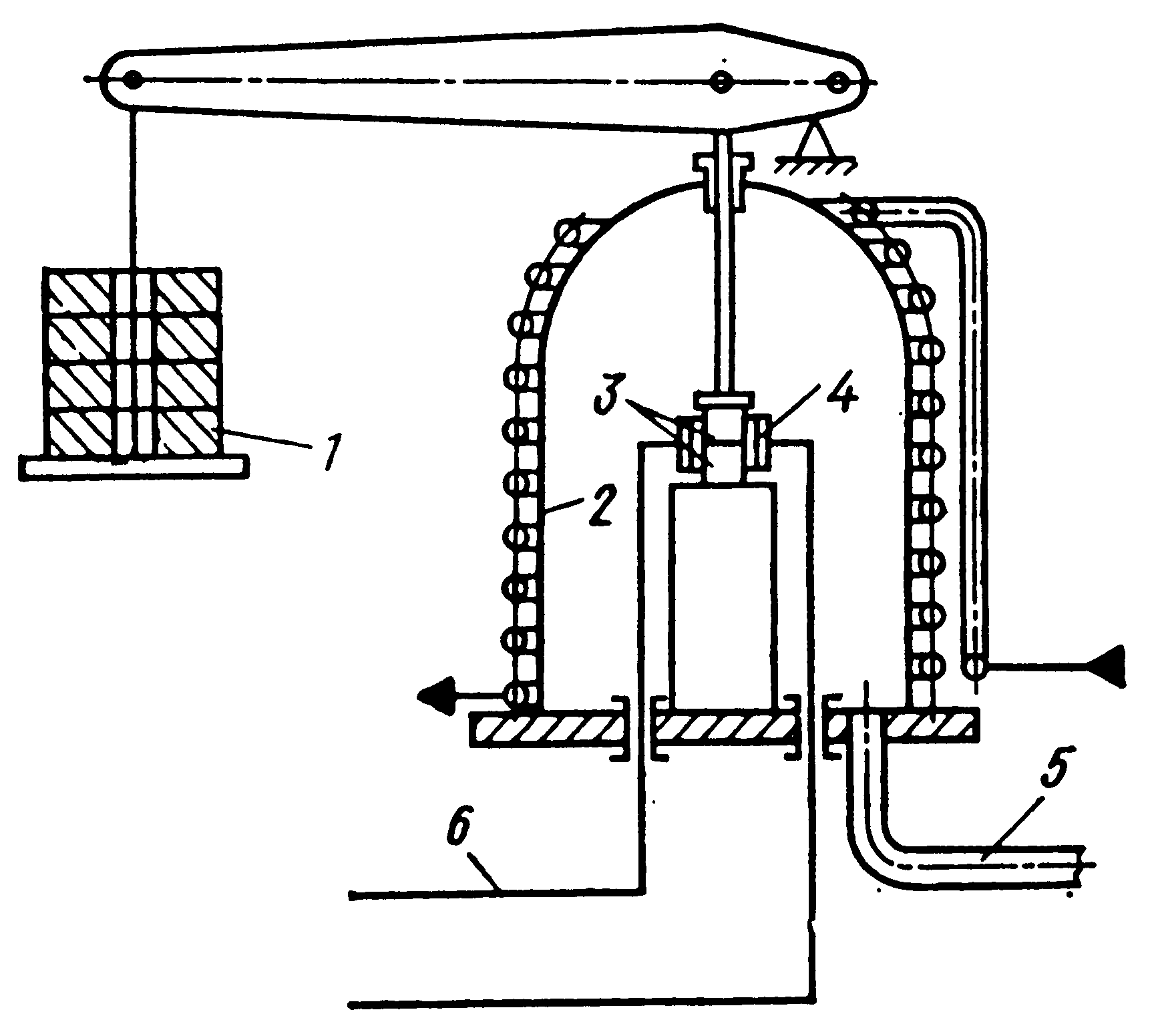
Рис. 13.5. Принципиальная схема диффузионной сварки в вакууме:
1 – груз (сжимающее усилие, 2 – вакуумная водоохлаждаемая камера, 3 – свариваемые заготовки, 4 – индуктор, 5 – к вакуумному насосу, 6 – к высокочастотному генератору
Рис. 13.6. Принципиальная схема сварки взрывом:
1 – детонатор, 2 – взрывчатое вещество, 3 – верхняя (метаемая) заготовка,
4 – нижняя заготовка
Рис. 13.7. Технологические схемы сварки взрывом: а – параллельная для плоских изделий, б – плакирование труб, в – эквидистантная, г – плакирование труб изнутри,
д – плакирование с противозарядом (1 – детонатор, 2 – взрывчатое вещество,
3 – метаемый элемент, 4 – неподвижный элемент, 5 – опора, 6 – установочный элемент,
7 – стержень, 8 – корпус, 9 – матрица)