

1.6. Выбор и расчёт точностных параметров зубчатых колёс
Для заданной зубчатой передачи расшифровать обозначение и дать её краткую характеристику (тип, условия работы, область применения). Выбрать и обосновать показатели контрольного комплекса, дать определение каждому показателю с приведением необходимой графической его интерпретации, определить допуски и предельные отклонения выбранных контрольных показателей. Выбрать универсальные средства измерений для контроля выделенных показателей и привести их метрологические схемы, дать краткие описания соответствующих измерительных процедур.
Для зубчатого колеса m=2, z=25 заданы степени точности по нормам точности: 6-Н.
Делительный диаметр зубчатого колеса:
d=mz=2∙25=50 мм;
Степень точности по всем трем нормам 6;
Н-вид сопряжения;
b – вид допуска на боковой зазор (соответствует виду сопряжения B);
II – класс отклонения межосевого расстояния зубчатой передачи(соответствует виду сопряжения H)
Обозначение данного колесо 6-H ГОСТ 1643-81. Данная зубчатая передача применяется для зубчатых колес в машиностроении повышенной точности, отсчетныё и измерительные устройства.
При выборе и обосновании степеней точности и боковых зазоров зубчатых передач следует использовать один из способов:
- аналитический (расчетный);
- экспериментальный (опытный);
- метод подобия.
Для выбора и обоснования степеней точности и боковых зазоров используем метод подобия (метод аналогов), т.к. он базируется на обобщенных рекомендациях, приведенных в литературных источниках и нормативной документации. Данный метод позволяет назначать нормы точности передачи по аналогии действующими передачами, апробированными эксплуатацией на протяжении длительного периода.
Выбираем комплексы контроля зубчатого колеса.
Стандартом регламентированы контрольные комплексы показателей. Каждый из контрольных комплексов устанавливает показатели, необходимые для контроля зубчатого колеса по всем назначенным нормам точности, причем все стандартные комплексы равноправны.
При выборе контрольного комплекса учитываем функциональные возможности приборов.
Так
некоторые приборы предназначены для
контроля только одного параметра
(эвольвентомер – для контроля профиля
зуба, шагомер – для контроля шага
зацепления), другие позволяют контролировать
несколько параметров, в том числе и
относящиеся к разным нормам точности.
Так межосемер можно использовать для
контроля колебания межосевого расстояния
за оборот колеса
 (показатель из норм кинематической
точности), колебание межосевого расстояния
на одном зубе
(показатель из норм кинематической
точности), колебание межосевого расстояния
на одном зубе
 ( показатель из норм плавности), отклонение
межосевого расстояния от номинального
( показатель из норм плавности), отклонение
межосевого расстояния от номинального
 и
и
 (показатели из норм бокового зазора. На
этом же приборе можно проконтролировать
и пятно контакта.
(показатели из норм бокового зазора. На
этом же приборе можно проконтролировать
и пятно контакта.
Исходя из приведенных условий для зубчатого колеса со степенями точности 6 – по норме кинематической точности,6 – по норме плавности,6 – по норме полноты контакта зубьев, выбираем контрольный комплекс, включающий следующие показатели:
- Радиальное биение зубчатого венца Fr – разность действительных предельных положений исходного контура в пределах зубчатого колеса (от его рабочей оси). Радиальное биение зубчатого венца характеризует радиальную составляющую кинематической погрешности.
- Погрешность обката Fc - составляющая кинематической погрешности зубчатого колеса, определяемая при вращении его на технологической оси и при исключении циклических погрешностей зубовой частоты и кратных ей более высоких частот. Погрешность обката может определяться как погрешность кинематической цепи деления зубообрабатывающего станка (показатель из норм кинематической точности).
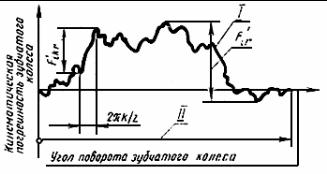
Рисунок 6.1. Схема определения радиального биения зубчатого венца Fr и погрешности обката Fc.
- Отклонение шага зацепления fpb – разность между действительным и номинальными шагами зацепления. Действительный шаг зацепления равен кратчайшему расстоянию между двумя параллельными плоскостями, касательными к двум одноименным активным боковым поверхностям соседних зубьев зубчатого колеса.
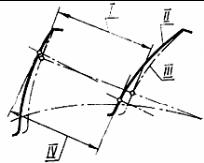
Рисунок 6.2. Схема определения отклонения шага зацепления по fpb.
I – номинальный шаг зацепления;
II – действительный профиль зуба;
III – номинальный профиль зуба;
IV – действительный шаг зацепления.
- Отклонение шага fpt – дискретное значение кинематической погрешности зубчатого колеса при его повороте на один номинальный угловой шаг.

Рисунок 6.3. Схема определения отклонения шага по fptr.
fpt= ,
,
Где φr – действительный угол поворота зубчатого колеса;
z – число зубьев зубчатого колеса;
k=1 – число целых угловых шагов;
r – радиус делительной окружности зубчатого колеса.
- Погрешность направления зуба Fβr – расстояние между двумя ближайшими друг другу номинальными делительными линиями зуба в торцовом сечении, между которыми размещается действительная линия зуба, соответствующая рабочей ширине зубчатого венца или полушеврона. Под действительной делительной линией зуба понимается линия пересечения действительной боковой поверхности зуба зубчатого колеса делительным цилиндром, ось которого совпадает с рабочей осью.
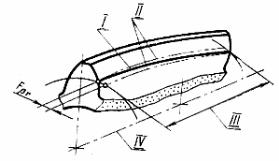
Рисунок 6.4. Схема определения погрешности зуба Fβr.
I – действительная делительная линия зуба; II – номинальные делительные линии зуба; III – ширина зубчатого венца; IV – рабочая ось зубчатого колеса.
- Наименьшее отклонение толщины зуба ECs – наименьшее предписанное уменьшение постоянной хорды, осуществляемое с целью обеспечения в передаче гарантированного бокового зазора.
- Допуск на толщину зуба TC - показатель, обеспечивающий гарантированный боковой зазор.
Выбираем показатели контрольного комплекса зубчатого колеса:
по нормам кинематической точности задана 6-я степень точности.
Fr – допуск на радиальное биение зубчатого венца
Fr = 25 мкм
Fc – допуск на погрешность обката
Fc=15 мкм
по нормам плавности работы задана 6-я степень точности.
fpb – предельные отклонения шага зацепления:
fpb=±9,5мкм;
fpt – предельные отклонения шага:
fpt=±10мкм
 ;
;
по нормам полноты контакта зубьев задана 6-я степень точности.
Fβ – допуск на направление зуба
Fβ = 12 мкм
По нормам бокового зазора
EHs – наименьшее дополнительное смещение исходного контура для зубчатого колеса с внешними зубьями.
ECs – наименьшее отклонение толщины зуба для зубчатых колес с внешними зубьями:
ECs=9мкм;
Tc – допуск на толщину зуба
Tc=35 мкм
Приборы для контроля параметров зубчатого колеса:
Выбор средств измерений параметров зубчатых колес и передач осуществляется по ГОСТ 5368-81, где представлены типы, основные параметры и нормы точности зуба измерительных приборов. Приборы для контроля зубчатых колес и передач внешнего и внутреннего зацепления разделяются по конструкции на станковые и накладные, а по точности измерений – на приборы группы А и Б. Приборы группы А предназначены для контроля колес 3..6 степени точности. При технологическом контроле и в эксплуатации используются главным образом. Приборы группы Б, предназначенные для измерения параметров зубчатых колес и передач 6..12 степени точности.
Контроль радиального биения зубчатого венца Fr.
Контроль радиального биения зубчатого венца производится на приборах типа 25003, БВ05015, БВ-5050, БВ-5060, БВ-5061.
Рисунок 6.5.Схема биениемера (БВ-5015)
Радиальное биение зубчатого венца 1 контролируется на биениемерах, имеющих модульные профильные наконечники 2 с углом конуса 40 для контроля наружных зубчатых колес ( для контроля внутренних зубчатых колес наконечники имеют сферическую форму ). разность положений наконечников, определяется с помощью каретки 4 и индикатора 3, характеризует биение зубчатого венца.
ГОСТ 1643-81 определяет радиальное биение зубчатого венца как разность действительных предельных положений исходного контура в пределах зубчатого колеса. Схема измерения радиального биения представлена на рисунке 1.6.6
Одиночный зуб 1 эвольвентной рейки (исходного контура) занимает определенное положение во впадине зубчатого колеса 2 (показано сплошными линиями). Положение зуба рейки в следующей впадине (показано пунктиром) при наличии радиального биения зубчатого венца будет отличаться от предыдущего.
Биение зубчатого венца - наибольшая разность положений исходного контура во всех впадинах колеса.
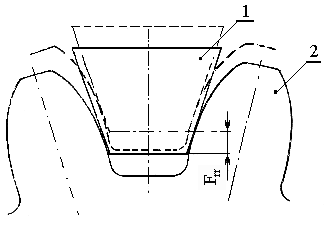
Рисунок 6.6. Схема измерения:
1 - зуб эвольвентной рейки; 2 - зубчатое колесо
Контроль погрешности обката Fc
Погрешность обката обычно выявляют на кинематомерах, позволяющих установить несогласованность движения режущего инструмента (фрезы) и заготовки зубчатого колеса (стола станка) при зубообразовании. Так, на зубофрезерных станках преобразователь 1 выдает импульсы, характеризующие угловое положение стола станка, а преобразователь 2 — импульсы, характеризующие положение шпинделя. Блок 3 служит для приведения масштаба импульсов высокоскоростного звена 2 к масштабу тихоходного звена 1 станка. После сравнения импульсов в устройстве 4 разность фаз, пропорциональная погрешности углового положения шпинделя относительно стола станка, регистрируется самописцем
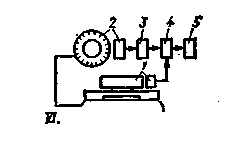
Рисунок 6.7. Схема прибора
Измерение шага зацепления fpb.
Контроль шага зацепления производится на приборах типа 21802, 21702, 21703, БВ5070 и др.
Рисунок 6.8. Схема эвольвентамера (тип БВ-5062)
Погрешность профиля выявляют на эвольвентомерах сопоставляя
теоретическую эвольвенту, воспроизводимую прибором, с реальной эвольвентой контролируемого зуба. В приборе типа БВ-5062 теоретическая эвольвента воспроизводится образцовым сектором 1, расположенным на одной оси с контролируемым колесом. В качестве линейки обката служит каретка 3, которая связана с сектором с помощью охватывающих его с двух сторон лент 2. Радиус основной окружности меняют при настройке путем изменения положения упора 4, находящегося на измерительной каретке 5. Микроскоп 6 служит для настройки прибора на требуемый радиус основной окружности.
Контроль погрешности направления зуба
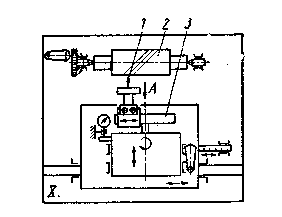
Рисунок 6.9. Схема измерения
Контроль отклонения толщины зуба
Контроль отклонения толщины зуба для зубчатых колес с внешними зубьями - ECs осуществляеться штангензубомером (рисунок 1.6.12).
Штангензубомерами измеряют толщину зубьев зубчатых колес. Инструмент (рис. 31), имеющий точность отсчета 0,02 мм, состоит из двух штанг 3 и 9, по которым перемещаются две рамки 1 и 7с нониусами 5 и 11. Рамка соединена с высотной линейкой 6, а рамка 7 - с подвижной губкой 12. Вертикальная штанга 3 служит для установки штангензубомера на заданной высоте, а горизонтальная штанга 9 — для измерения толщины зуба на этой высоте. При этом высотную линейку 6 устанавливают по нониусу 5 как штангенглубиномер (по заданному размеру), используя микрометическое устройство 4 и фиксируя установку инструмента винтом 2. Затем сдвигают губки 12 и 13 горизонтальной штанги 9 до соприкосновения с поверхностями зуба и фиксируют толщину зуба винтом 8, после чего отсчитывают по нониусу 11 значение толщины на заданной высоте зуба.

Рисунок 6.10. Контроль толщины зуба штангензубомером
1и 7 – рамки; 2и8 – стопорные винты; 3и 9- штанги; 4 и 10 – микрометрическое устройство;5и 11- нониусы; - высотная линейка; 12 - подвижная губка; неподвижная губка.