

Расчеты размеров отливки
Точность отливки 7-7-5-4 ГОСТ 26645-85 где,
7- класс точности размеров;
7- класс точности масс;
5- степень коробления;
4– ряд припуска на механическую обработку;
Плоскости. Для обрабатываемой поверхности детали

Рис.2
LД - номинальный размер детали;
LОА - наименьший размер отливки;
LО - номинальный размер отливки;
LОБ - наибольший размер отливки;
ТО- допуск отливки ([26] таб. 1, стр. 4);
Z – припуск на механическую обработку (средний) ([26] таб. 5, стр.8)
LО= (LД - Z) ± 0,5∙ТО (3)
Таблица 4 Плоскости. Для обрабатываемой поверхности детали
LД |
Шероховатость поверхности, (по чертежу детали), Rа |
ТО |
Z |
0,5∙ТО |
LО= (LД + Z) ±0,5∙ТО |
Размер на чертеже отливки |
215 |
3,2 |
1,4 |
1,8 |
0,7 |
(215+2×1,8)± 0,5×1,4= 218,6±0,7 (умножаем на 2,тк припуск с двух сторон детали на данном размере одинаков, и шероховатость одинакова) |
218,6±0,7 |
74 |
3,2 |
1,10 |
2,7 |
0,55 |
(74+1,8) ±0,5× 1,10 = 75,8 ± 0,55 (добавлется припуск на обработку торца) |
75,8±0,55 |
16 |
3,2 |
0,70 |
0,8 |
0,35 |
(16+1,8) ±0,5× 0,70 = 17,8 ± 0,35 (добавлется припуск на обработку торца) |
17,8±0,35 |
6 |
3,2 |
0,56 |
0,6 |
0,28 |
(6+1,8-1,2)± 0,5 0,28=6,6± 0,28 |
6,6 ± 0,28 |
Плоскости. Для не обрабатываемой поверхности детали
LО= LД ± 0,5 ∙ ТО, (4) в соответствии с рисунком 3.
Расчеты приведены в таблице 5.
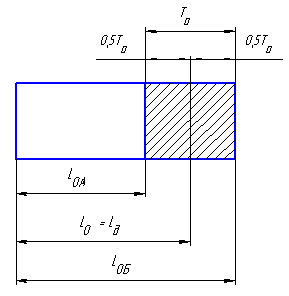
рис.3
Таблица 5 Размеры необрабатываемых поверхностей
LД |
ТО |
0,5 ТО |
LО= LД ± 0,5 ∙ ТО |
Размер на чертеже отливки |
Ø195 |
1,4 |
0,7 |
195± 0,5 · 0,24 |
195± 0,7 |
Ø105 |
1,10 |
0,55 |
105± 0,5 · 0,28 |
105± 0,55 |
Ø72 |
1,20 |
0,60 |
72± 0,5 · 0,32 |
72± 0,60 |
Валы, отверстия. Для обрабатываемой поверхности детали
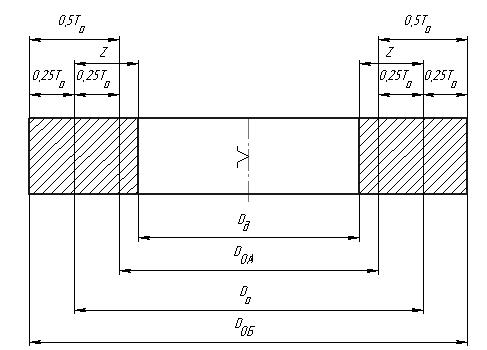
Рис. 4
Z – припуск на механическую обработку (средний) ([26] таб. 5, стр.8)
Отверстия (охватывающая поверхность)
DО = (DД – 2 ∙ Z) ± 0,5 ∙ ТО, (5)
Таблица 6 Размеры отверстий
DД |
Шероховатость поверхности, (по чертежу детали), Rа |
ТО |
Z |
0,5∙ТО |
DО = (DД - 2∙Z) ± 0,5 ТО
|
Размер на чертеже отливки |
130 |
6,3 |
1,20 |
1,8 |
0,90 |
130-(1,8×2)± 1,2×0,5= 128±0,60 |
128 ± 0,60 |
84 |
3,2 |
1,10 |
1,6 |
0,55 |
84-(1,6×2)± 1,1×0,5= 80,8±0,55 |
80,8 ± 0,55 |
52 |
1,6 |
1,0 |
2,0 |
0,50 |
с |
48 ± 0,50 |
52 |
1,6 |
1,0 |
2,0 |
0,50 |
84-(1,6×2)± 1,1×0,5= 80,8±0,55 |
48 ± 0,50 |