

Защитные свойства различных газов
При сварке в среде защитных газов применяют инертные, не взаимодействующие с металлом сварного шва газы (аргон, гелий и их смеси), и химически активные газы, участвующие в реакциях с металлом шва и электрода. По своим свойствам различают три группы активных газов: с восстановительными свойствами (водород, окись углерода); с окислительными свойствами (углекислый газ пары воды); выборочной активности (азот активен к железу, алюминию, титану, инертен к меди, вольфраму, серебру, золоту).
Инертные газы и их смеси целесообразно применять для сварки алюминиевых, магниевых, титановых и других сплавов, которые при нагреве склонны активно взаимодействовать с кислородом, азотом и водородом воздуха. Инертные газы с добавками углекислого газа или кислорода применяют для сварки некоторых легированных сталей и сплавов, азот – для сварки меди и ее сплавов, некоторых аустенитных сталей. Углекислый газ применяют в основном для сварки углеродистых, малолегированных и низколегированных сталей.
3.2.2Электродные сварочные материалы
При дуговой сварке в среде защитных газов плавящимся электродом применяют сварочную проволоку диаметром 0.5…2.0 мм, реже – диаметром 2…3 мм с химическим составом, близким химическому составу свариваемого металла с учетом выгорания элементов при сварке. Дуговую сварку в среде углекислого газа выполняют сварочной проволокой с повышенным содержанием металлов – раскислителей, обладающих сильным сродством к кислороду (марганец, кремний, алюминий, титан).
К неплавящимся электродам предъявляются следующие требования: высокая температура плавления и кипения, высокая электронная эмиссия, высокая коррозионная и эрозионная стойкость, достаточная механическая прочность. Указанным требованиям отвечают вольфрамовые, в меньшей мере – угольные или графитовые электроды.
Вольфрам – самый тугоплавкий металл, температура плавления – 3380С, кипения – 5900С. Применение вольфрамовых электродов при дуговой сварке возможно в среде аргона, гелия, водорода, азота. Для повышения стойкости и электронной эмиссии в вольфрамовые электроды добавляют присадки в виде двуокиси тория, окиси лантана, иттрия, циркония. Лучшими характеристиками обладают вольфрамовые электроды с присадкой 3% иттрия. В зависимости величины тока дуги применяют вольфрамовые электроды диаметром 0.5…10 мм.
В некоторых случаях применяют угольные и графитовые электроды, например, для сварки меди в среде азота, при сварке сталей в среде углекислого газа, при атомно-водородной сварке, для воздушно-дуговой резки. Для дуговой сварки и резки выпускают омедненные угольные стержни диаметром 4, 6, 8, 10, 15, 18 мм, длиной 250 мм.
3.2.3Cварка в инертных газах
Аргонодуговая сварка получила наибольшее применение при производстве летательных аппаратов.
Аргон – инертный газ, открыт в 1895 году, в воздухе содержится до 1%. Аргон не вступает в химическую реакцию с металлами, не растворяется в них, создает надежную защиту, оттесняя воздух от зоны сварки, так как его плотность примерно в 1.8 раза выше плотности воздуха (плотность аргона – 1.783 кг/м3). Аргон выделяют из жидкого воздуха возгонкой в качестве побочного продукта при получении кислорода и азота, используя разные температуры кипения отдельных составляющих воздуха (–196С азота, –185.8С аргона, –183С кислорода). После возгонки получают аргон, содержащий до 20% примесей (азота, кислорода, паров воды). Для аргонодуговой сварки требуется очищенный сухой аргон, потому после возгонки аргон подвергается химической очистке и сушке. Очищенный аргон закачивается в баллоны емкостью 40 л под давлением 15 МПа и в баллонах подается на рабочие места. В зависимости от степени очистки выпускают аргон различных марок: высший сорт – 99.99%, первый сорт – 99.98%, второй сорт – 99.95%. Вследствие малого содержания аргона в воздухе стоимость его высокая, цена аргона зависит от степени очистки.
Существует два способа аргонодуговой сварки: плавящимся и неплавящимся электродом.
Плавящимся электродом служит сварочная проволока диаметром 0.5…2.5 мм, близкая по химическому составу к свариваемому металлу. Сварка плавящимся электродом может быть полуавтоматической и автоматической. В первом случае подача проволоки и поддержание длины дуги автоматизировано, а передвижение сварочной горелки вдоль шва производится вручную. Во втором случае все перечисленные операции выполняются автоматически.
Сварка неплавящимся вольфрамовым электродом выполняется автоматами или вручную. При автоматической сварке горелка обычно размещается вертикально, а присадочная проволока подается механизмом автомата в зону плавления со стороны, противоположной направлению сварки. При ручной сварке горелка с вольфрамовым электродом перемещается вдоль шва вручную, а если применяется присадка, то и присадочный пруток подается в зону плавления вручную.
Для аргонодуговой сварки применяют постоянный, переменный и импульсный ток.
Сварку постоянным током вольфрамовым электродом рекомендуется проводить на прямой полярности (минус на вольфраме), рис. 6.2. В этом случае температура и износ вольфрамового стержня значительно меньше. При обратной полярности вольфрамовый электрод начинает плавиться и процесс сварки нарушается. При применении вольфрамового электрода не рекомендуется зажигать дугу коротким замыканием, чтобы не допускать износа электрода и загрязнения вольфрамом сварного шва.
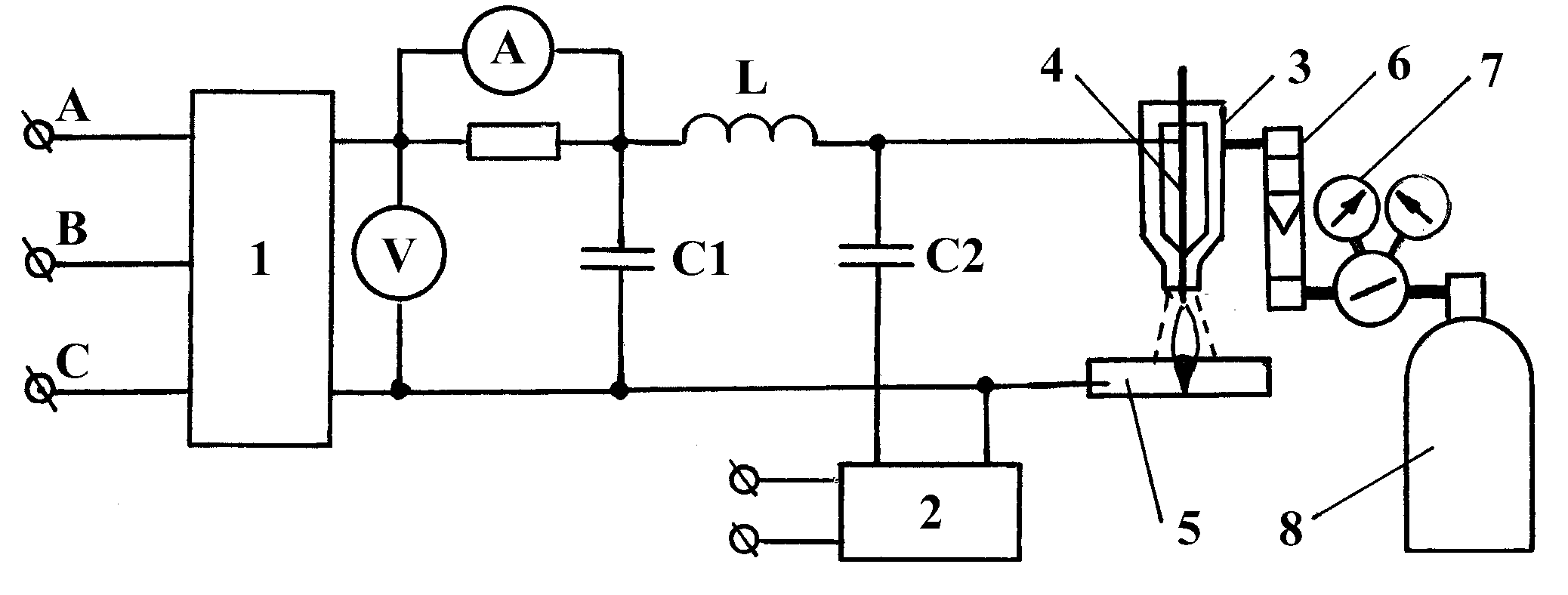
Рис. 6.2. Схема установки для аргонодуговой сварки постоянным током вольфрамовым электродом: 1 – источник питания (трехфазный выпрямитель); 2 – осциллятор параллельного включения; 3 – сварочная горелка с вольфрамовым электродом 4; 5– свариваемое изделие; 6 – расходомер; 7 – редуктор; 8 – баллон с аргоном; V – вольтметр; А – амперметр с шунтирующим сопротивлением RS; L, С1, С2 – соответственно дроссель и конденсаторы высокочастотного фильтра
Для зажигания дуги применяется осциллятор – устройство для получения высоковольтного высокочастотного искрового разряда (частота искрового разряда до 500 кГц, напряжение – 4…5 кВ). При включении осциллятора между электродом и свариваемым изделием возникает искровой разряд, газ ионизируется и дуга зажигается без короткого замыкания. После зажигания дуги осциллятор обычно отключается. Осцилляторы бывают параллельного и последовательного включения.
Для защиты элементов источника питания от искрового пробоя в схеме предусмотрен высокочастотный фильтр, состоящий из дросселя L и конденсатора С1. Дроссель имеет высокое индуктивное сопротивление для высокочастотного напряжения осциллятора (RL=2fL, где f – частота искрового разряда, L – индуктивность дросселя). Конденсатор С1 шунтирует высокочастотные наводки, так как сопротивление конденсатора RC=2f/С, и дополнительно защищает источник питания.
Аргонодуговая сварка алюминиевых сплавов вольфрамовым электродом производится на переменном токе. Необходимым элементом оборудования для сварки этим способом является возбудитель-стабилизатор горения дуги, который обеспечивает повторное возбуждение дуги при смене полярности переменного тока. В качестве стабилизатора дуги можно применять непрерывно включенный осциллятор, но при этом момент повторного включения дуги не контролируется, что вызывает колебание тока дуги и отражается на качестве сварки. Широкое применение нашли возбудители – стабилизаторы дуги с импульсным питанием от емкостного накопителя энергии, которые генерируют короткие импульсы напряжением 400..600 В в момент смены полярности и обеспечивает надежное повторное возбуждение дуги. На рис. 6.3 приведена схема установки для сварки переменным током вольфрамовым электродом, в которой применен осциллятор последовательного включения.

Рис. 6.3. Схема установки для аргонодуговой сварки вольфрамовым электродом переменным током: 1 – источник питания дуги переменным током; 2 – осциллятор последовательного включения; 3 – сварочная горелка с вольфрамовым электродом 4; 5 – свариваемое изделие; С1 – конденсатор; С2 – батарея конденсаторов; V – вольтметр; А – амперметр с шунтом Rs
При сварке на переменном токе вольфрамовым электродом в цепи дуги протекает несимметричный переменный ток, вызванный различной эмиссией электронов с нагретого до высокой температуры вольфрама и со свариваемой детали, у которой низкая температура плавления. Дуга генерирует постоянную составляющую тока, которая вызывает подмагничивание сердечника сварочного трансформатора и нарушение стабильного процесса сварки. Для защиты источника питания от постоянной составляющей тока в цепь питания дуги включается батарея конденсаторов С2, исходя из расчета - 100 мкФ на 1 А тока дуги.