

1.5 Анализ варианта технологического процесса изготовления детали
Предлагаемый вариант обработки детали представлен в таблице 1.3.
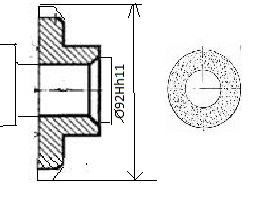
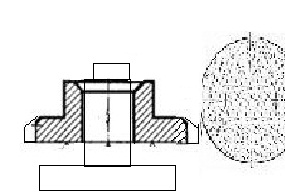
Таблица 1.3 – Технологический процесс обработки детали зубчатое колесо
№ операции |
Наименование и содержание операции |
Станок, оборудование, оснастка
|
Схема базирования |
001 |
Заготовительная |
Литейное оборудование |
|
005 |
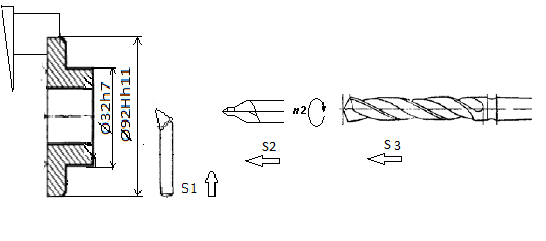
Токарная с ЧПУ черновая 1 переход - Подрезать торцы ∅92 h11 предварительно. 2 переход - Расточить наружную поверхность ∅34 h7 предварительно. З переход - Центрование. 4 переход – Сверление 5 переход - Обточить и расточить фаски. |
Токарный станок с ЧПУ мод. 16К20Ф, подрезной резец, сверло |
|
010 |
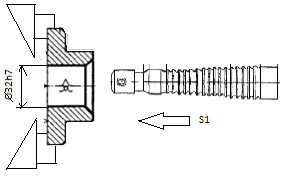
Протяжная Протягивание шлица ∅20 |
Протяжной станок 7б56, протяжка |
|
015 |
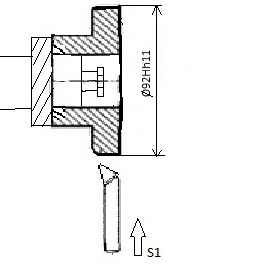
Токарная с ЧПУ Подрезать торцы ∅92h11 / ∅34h7 окончательно. Обточить наружную поверхность ∅34 окончательно. |
Токарный станок с ЧПУ мод. 16К20Ф, подрезной резец, |
|
020 |
Контрольная |
Контрольный пост, измерительный инструмент |
- |
025 |
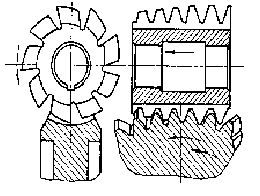
Зубофрезерная черновая Фрезеруем 44 зубьев под шлифование |
Зубофрезерный станок мод. 53А20В, фреза для обработки зубьев, приспособление спец. |
|
030 |
Зубозачистная Зачистить заусенцы на торцах зубьев |
Одношпиндельный п/авт для снятия фасок 5Б525, 3-х кулачковый патрон, резец |
- |
035 |
Зубошлифовальная Шлифовать наружную поверхность ∅ 92 h11 окончательно. |
Зубошлифовальный станок мод. 5В833, оправка, шлиф. круги |
|
040 |
Моечная |
Моечная машина |
- |
045 |
Зубошлифовальная Шлифовать 44 зубьев окончательно. |
Зубошлифовальный станок мод. 5В833, оправка, шлиф. круги |
|
050 |
Моечная Промыть деталь |
Моечная машина |
- |
055 |
Контрольная |
Контрольный пост, измерительный инструмент |
- |
 -
-*Примечание: Данная таблица составлена с использованием справочной литературы [7,8,9].
1.6 Описание оборудования и режущего инструмента для 005 токарной операции обработки зубчатого колеса
Станок
токарный патронно-центровой с числовым
программным управлением (ЧПУ мод. NC-210)
мод. 16К20Ф3С49. Назначение: токарная
обработка деталей типа тел вращения в
замкнутом полуавтоматическом цикле.
Область применения: мелкосерийное и
серийное производство. Класс точности
П по ГОСТ 8-82. Диаметр отверстия под
резцедержатель
![]() 40Н7
с гребенкой для закрепления резцедержки.
40Н7
с гребенкой для закрепления резцедержки.
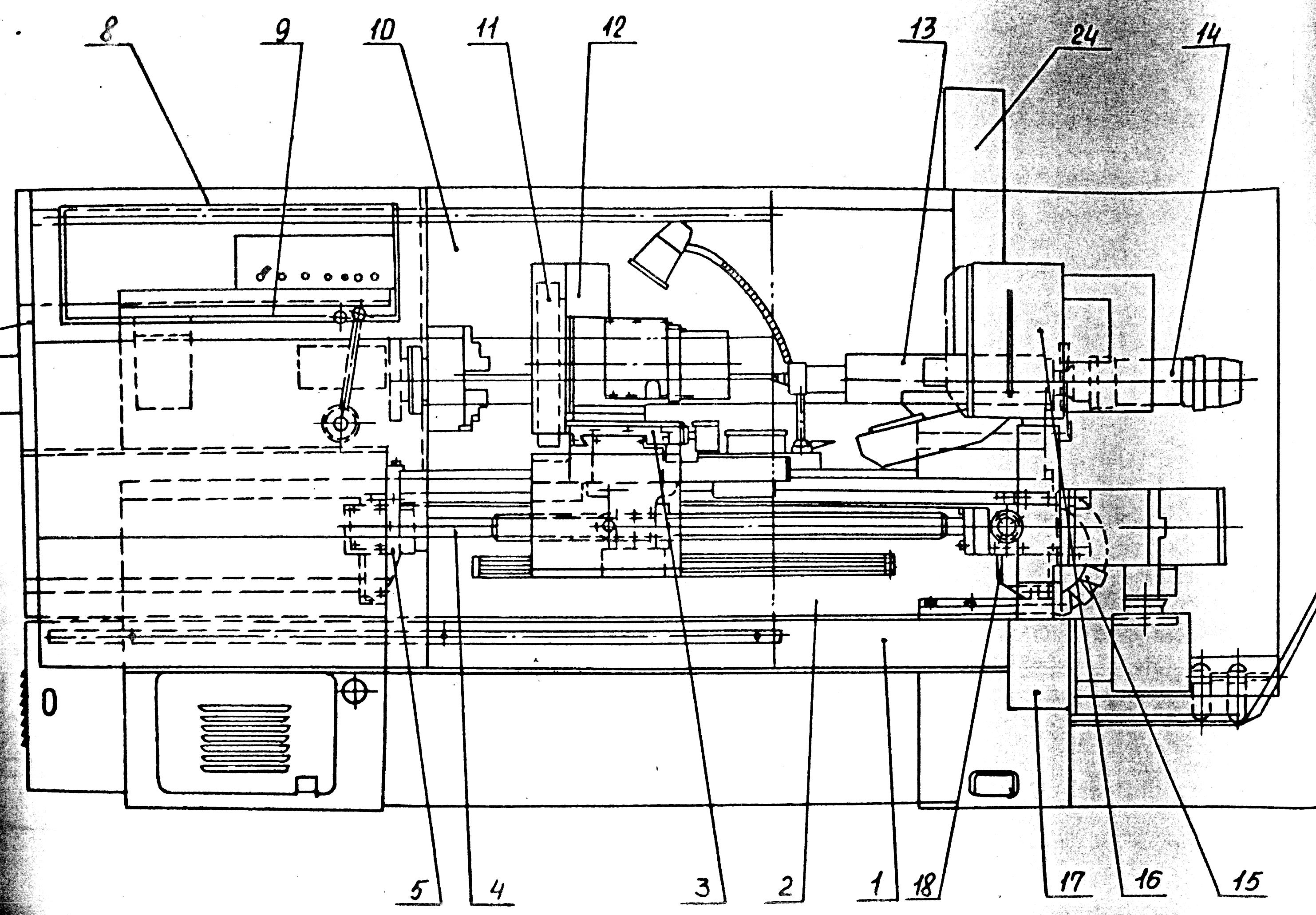
Рисунок - Внешний вид станка 16К20Ф3С49
Таблица - Краткая техническая характеристика станка. 16К20Ф3С49
Наибольший диаметр заготовки, устанавливаемой над станиной, мм |
500 |
Наибольшая длина устанавливаемой заготовки в центрах, мм |
1500 |
Наибольший диаметр заготов-ки,обрабатываемой над станиной, мм, не менее |
320 |
Наибольший диаметр заготовки, обрабатываемой над суппортом, мм, не менее |
200 |
Наибольшая высота резца, устанавливаемого в резцедержателе, мм |
25 |
Габаритные размеры станка, мм не более длина ширина высота |
4215 1600 1615 |
Масса станка кг, не более |
4400 |
На токарном станке можно выполнять различные виды токарной обработки:
обтачивание цилиндрических, конических, фасонных поверхностей
подрезка торцов
отрезка
растачивание
сверление и развёртывание отверстий
нарезание резьбы
накатка рифлений
притирка и т.п.
Используя специальные приспособления, на токарном станке можно осуществлять фрезерование, шлифование, нарезание зубьев и др. виды обработки. На специализированных токарных станках обрабатывают колёсные пары, муфты, трубы и др. изделия.
Основные узлы токарного станка:
основание с корытом для сбора охлаждающей жидкости и стружки
станина с направляющими суппорта и задней бабки
неподвижная передняя бабка со шпинделем и коробкой скоростей, которая может располагаться и в др. месте
коробка подач, соединённая муфтами с ходовым валиком и ходовым винтом
фартук с механизмом передачи движения от ходового валика к рейке (или к винту подачи поперечных салазок)и с механизмом соединения маточной гайки с ходовым винтом
суппорт, состоящий из каретки, движущейся по направляющим станины, поперечных салазок, перемещающихся по направляющим каретки
поворотная часть с направляющими для верхней каретки, несущей резцедержатель.
Каретка и поперечные салазки перемещаются вручную или автоматически. В токарных станках некоторых моделей верхняя каретка также перемещается автоматически. В механизме фартука предусмотрена блокировка, исключающая одновременное включение подачи от ходового валика и ходового винта и одновременное включение каретки и поперечных салазок. Для быстрого хода суппорта служит дополнительный привод ходового валика от электродвигателя через обгонную муфту.
На токарном станке в процессе резания вращение заготовки, закрепляемой в патроне зажимном или в центрах, осуществляется от привода главного движения, обеспечивающего ступенчатое или бесступенчатое регулирование частоты вращения шпинделя для настройки на требуемую скорость резания.
Поступательное перемещение режущего инструмента обеспечивается кинематической цепью движения подачи, первое звено которой - шпиндель, последнее - зубчато-реечная передача (при точении) или кинематическая пара ходовой винт - маточная гайка (при нарезании резьбы). Настройка подачи производится с помощью коробки подач (при точении) или установкой сменных зубчатых колёс узла настройки подачи - гитары станка (при нарезании резьбы).
Шпиндельный узел выполняется жёстким и виброустойчивым. Опорами шпинделя обычно служат подшипники качения. В прецизионных токарных станках применяют гидростатические подшипники. На переднем конце шпинделя может устанавливаться планшайба или патрон, в которых закрепляют заготовки. Задняя бабка используется при обработке заготовок в центрах, а также для закрепления инструмента при сверлении, зенкеровании и развёртывании.
В привод главного движения токарного станка могут входить одно- или многоскоростной асинхронный электродвигатель и многоступенчатая коробка скоростей или механический вариатор либо регулируемый электродвигатель постоянного тока и коробка скоростей (обычно в тяжёлых токарных станках). Иногда в токарных станках применяют др. приводы (например, гидравлические).
Требования автоматизации мелкосерийного производства привели к развитию токарных станков с числовым программным управлением (ЧПУ). Эти станки имеют некоторые особенности. Наряду с традиционной применяется компоновка, при которой станина имеет наклонные направляющие, что облегчает удаление стружки и защиту рабочего пространства. Зона резания закрыта кожухами.


Программируется:
переключение скоростей шпинделя
продольные и поперечные перемещения суппорта с бесступенчатым регулированием подачи
быстрые перемещения суппорта
поворот револьверной головки
пуск привода главного движения
остановка привода главного движения
реверс привода главного движения
автоматическая смена инструмента (при наличии многоинструментального магазина).
В некоторых центровых станках применяются самозажимные поводковые патроны и автоматизированные задние бабки. Во многих случаях станки имеют поворотные револьверные головки с индивидуальным электро- или гидроприводом. Подачи могут осуществляться от шаговых электродвигателей с гидроусилителями, двигателей постоянного тока, от гидродвигателей; применяют ходовые винты качения (шаровые). Инструменты налаживают вне станка с помощью оптических устройств или приспособлений для настройки резцов по индикаторам или шаблонам. На станке производят только смену и закрепление предварительно налаженных блоков или всего резцедержателя.
Универсальные токарные станки применяют в основном в условиях единичного и мелкосерийного производства. При оснащении токарного станка специальными приспособлениями (гидро- или электрокопировальными суппортами, быстрозажимными автоматизированными патронами и т.п.) область их применения распространяется на серийное производство. В массовом производстве применяют токарные и револьверные автоматы и полуавтоматы. Обслуживание автомата сводится к периодической наладке, подаче материала на станок и контролю обрабатываемых деталей. В полуавтомате не автоматизированы движения, связанные с загрузкой и снятием заготовок. Автоматическое управление рабочим циклом этих станков осуществляется с помощью распределительного вала, на котором установлены кулачки.
По принципу осуществления вспомогательных (холостых) движений автоматы и полуавтоматы можно разделить на 3 группы:
станки имеющие 1 распределительный вал, вращающийся с постоянной для данной настройки частотой; вал управляет рабочими и вспомогательными движениями. Эта схема применяется в автоматах малых размеров с небольшим числом холостых движений
станки с 1 распределительным валом, имеющим 2 частоты вращения: малую при рабочих и большую при холостых операциях. Обычно эта схема применяется в многошпиндельных автоматах и полуавтоматах
станки, имеющие, кроме распределительного вала, быстроходный вспомогательный вал, осуществляющий холостые движения.
1.6.1 Инструмент, применяемый на станке мод. 16А20Ф3 при обработке
Подрезнойой резец – предназначен для подрезания торцев и контурной обработки (державка – PTGNR 2525M16 с пластиной TNMM 16 04 08-PR 4025 (Т5К10))
Р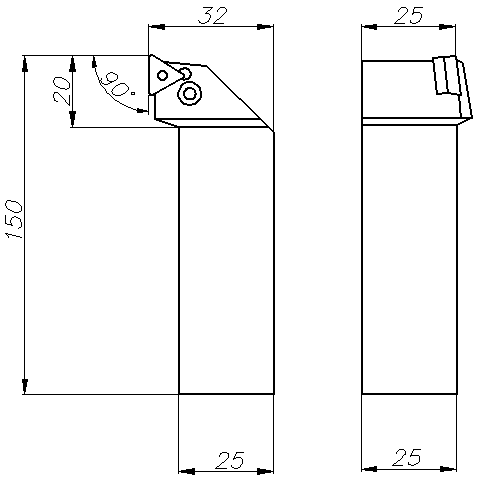 асшифровка
кодировки державки:
асшифровка
кодировки державки:
P – система крепления по ISO
(прижим рычагом за отверстие)
T – форма пластины (треугольная)
G
–
тип державки (в упор с
![]() 900)
900)
N – задний угол пластины (00)
R – исполнение (правый)
2525 – сечение державки 25х25
М – длина (150 мм)
16 – длина режущей кромки (16 мм)
Рисунок 2.13 – Резец PTGNR 2525M16
Р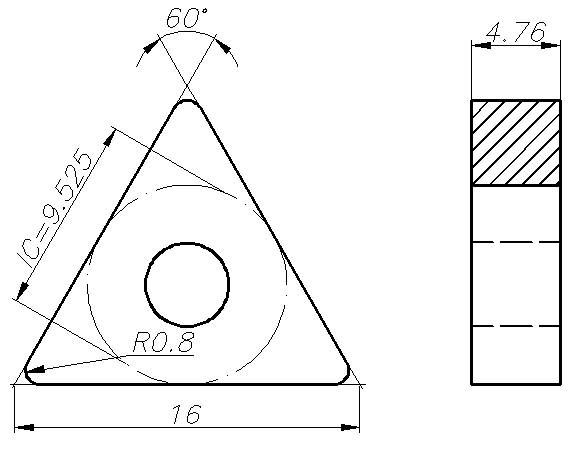 асшифровка
кодировки пластины:
асшифровка
кодировки пластины:
Т – форма пластины (треугольная)
N – задний угол пластины (0 0)
М – допуск на посадочный диаметр
пластины (±0,13)
М – тип пластины
16 – длина реж. кромки (IC = 9,525) Рисунок – Пластина TNMM 16 04 08-PR 4025
04 – толщина пластины (S = 4,76)
08
–
радиус при вершине (![]() )
)
PR – для черновой обработки
4025 – материал пластины по ISO
Чистовой резец предназначен для чистовой контурной обработки (державка – PTGNR 2525M16 с пластиной TNMG 16 04 04-PF 4025 (Т5К10))
Расшифровка кодировки державки:
P – система крепления по ISO
(прижим рычагом за отверстие)
T – форма пластины (треугольная)
G
–
тип державки (в упор с
![]() 900)
900)
N – задний угол пластины (00)
R – исполнение (правый)
2525 – сечение державки 25х25
М – длина (150 мм)
16 – длина режущей кромки (16 мм)
Рисунок – Резец PTGNR 2525M16
Расшифровка кодировки пластины:
Т – форма пластины (треугольная)
N – задний угол пластины (0 0)
М – допуск на посадочный диаметр
пластины (±0,13)
G –
тип пластины
–
тип пластины
16 – длина реж. кромки (IC = 9,525)
04 – толщина пластины (S = 4,76)
04
–
радиус при вершине (![]() )
)
PF – для чистовой обработки
4025 – материал пластины по ISO Рисунок – Пластина TNMG 16 04 04-PF 4025
Сверло Р6М5 - режущий инструмент, применяемый: - для получения отверстий в различных материалах; - для обработки (рассверливания) готовых отверстий.
Сверло имеет хвостовик, рабочую и режущую части, элементы для отвода стружки. Различают винтовые, спиральные, перовые, ложечные, центровые, шнековые и другие сверла. Выделяют разные виды по содержанию легированной стали в изделии.
Наиболее применяемые сверла имеют цилиндрический хвостовик. Для исполнения сверлильных работ используют сверла удлиненные и длинные. В промышленности на производственных станках пользуются сверлами с коническим хвостовиком.
ГОСТ предусматривает выпуск свёрел Р6М5 диаметром до 20 мм. Существуют три модификации таких свёрл по длине рабочей части: длинная, средняя и короткая серии.