

8 Описание технологического процесса проводки сети
8.1 Монтаж VOLS (волоконо‒оптическая линии связи)
В оптоволоконном кабеле цифровые данные распространяются в жиле, в виде световых импульсов. Иногда оптоволокно производят из пластика, пластик проще в использование, но он передает световые импульсы на меньшее расстояние по сравнению со стеклянным оптоволокном. Оптоволоконный кабель предназначен для перемещения больших объемов данных на очень высоких скоростях и на большие расстояния. Рисунок оптоволоконного кабеля изображен на рисунке 8.2.
Компоненты оптоволоконного кабеля:
‒ Световодная жила, чрезвычайно тонкий стеклянный цилиндр, по которому распространяется сигнал.
‒ Оболочка жилы из стекла, с иным коэффициентом преломления, чем у жилы (распространяясь по жиле в виде лучей).
‒ Внешняя оболочка, изготавливают из пластика или кевлара.

Рисунок 8.1 ‒ Оптоволоконный кабель
Монтаж волоконно-оптической линии связи является самым трудоемким процессом на этапе ее создания. При прокладке оптического кабеля постоянно возникает необходимость соединения его сегментов в единую линию, здесь применяются различные способы, такие как сварка или механическое совмещение. Этот этап входит в общий процесс прокладки и монтажа волоконно-оптических линий связи и является самым ответственным и требующим высокой квалификации осуществляющих его специалистов
Перед проводкой необходимо проверить кабель с помощью измерителя мощности оптического сигнала, посмотреть как проходит свет через каждое волокно кабеля.
Чтобы иметь возможность изменить оптическую кабельную систему, необходимо оставлять порядка 3 метров кабеля. Это позволит легко нарастить кабель или произвести замену при необходимости.
Перед началом проводки сети необходимо измерить, сколько требуется кабеля. Так же необходимо посчитать какое количество компьютеров находится в данной организации для того что бы рассчитать сколько потребуется коннекторов и коммутаторов, и в зависимости от количества определить какую создавать сеть или одноранговую, или на основе сервера. В данной организации выбрана сеть на основе сервера, так как большое количество компьютеров и сетевых устройств. После нужно выбрать наилучшее месторасположение сервера, что бы из каждого помещения без проблем можно было провести к нему кабель. После подсоединяем кабели к каждому ПК и периферийному устройству, и прокладываем его к концентратору. Далее от концентратору проводим кабель к серверу. Это делаем в каждом помещении. После того как все это сделано, следует настроить сеть программно.
Нужно снять с помощью отвертки верхнюю крышку и защиту кабельного ввода на задней панели оптического бокса. Оптический бокс изображен на
рисунке 8.2.

Рисунок 8.2 – Открытие бокса
В данной модели оптического бокса для удобства монтажа и эксплуатации коммутационная часть выдвигается из корпуса шкафа. Бокс предназначен для монтажа в 19-дюймовый конструктив. Для предотвращения несанкционированного доступа выдвижная часть закрывается на ключ. Защита бокса показано на
рисунке 8.3.
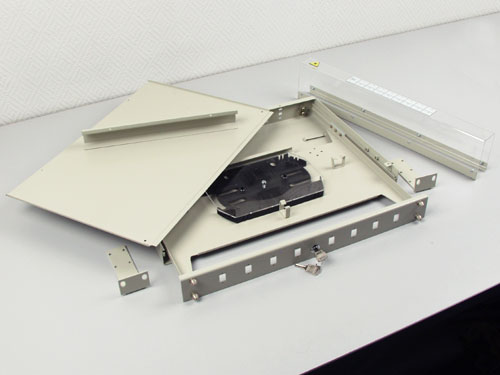
Рисунок 8.3 – Защита бокса
Необходимо протянуть волоконно-оптический кабель Hyperline в оптический бокс через отверстие кабельного ввода. Протяжка ОВК в бокс показано на рисунке 8.4.

Рисунок 8.4 – Протяжка ОВК в бокс
Необходимо зачистить кабель не менее чем на 2 метра. Для этого инструментом надо сделать один полный оборот вокруг кабеля и снять подрезанную часть оболочки. В данном случае зачистка кабеля проводилась устройством для зачистки и обрезки витой пары Hyperline HT-501. Зачистка кабеля показано на рисунке 8.5.

Рисунок 8.5 – Зачистка ОВК
Нужно закрепить кабель нейлоновыми стяжками Hyperline GT-140MC внутри бокса за внешнюю оболочку. Крепеж ОВК показан на рисунке 8.6.

Рисунок 8.6 – Крепеж ОВК
В боксе должно быть уложено не мене 1,5 метров оптического волокна, для повторной разделки в случае необходимости. Укладка оптического волокна показан на рисунке 8.7.
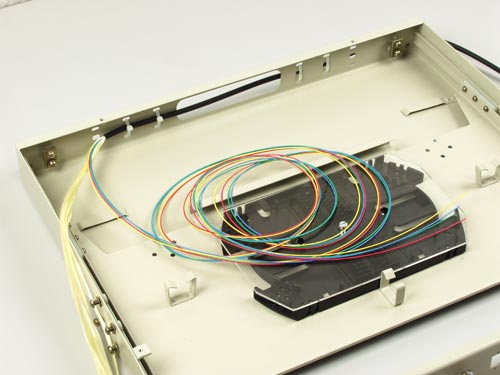
Рисунок 8.7 – Укладка ОВК
Для максимально надежного крепления кабеля зафиксируйте кевлар в держателе центрального силового элемента. Закрепление кевлара показан на рисунке 8.8.
После чего необходимо срезать излишек нити инструментом Hyperline HT‒C151.

Рисунок 8.8 – Закрепление кевлара
Необходимо выдвинуть коммутационную часть бокса и уложить оптические шнуры в кабельные организаторы для предотвращения спутывания. Укладка оптического волокна внутри бокс показано на рисунке 8.9.
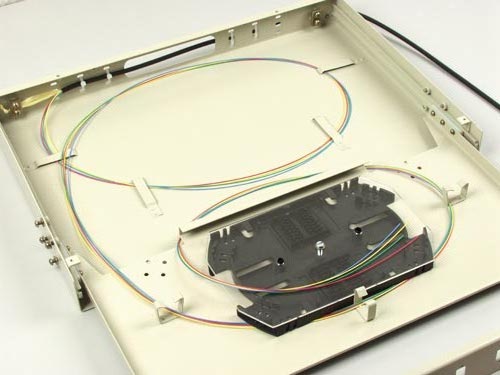
Рисунок 8.9 – Укладка ОВК внутри бокса
Нужно снять защитную прозрачную крышку со сплайс-пластины. Снятие защитной крышки показано на рисунке 8.10.
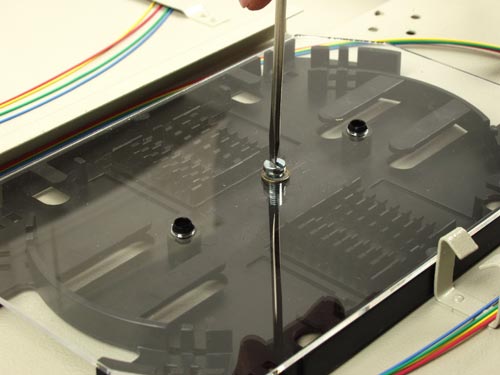
Рисунок 8.10 – Снятие защитной крышки
Удалить со сплайс-пластины держатели для КДЗС (комплект деталей для защиты места сварки). Держатели используются в том случае, если волокно оконцовывается методом сварки. После удаления держателей сплайс-пластина будет использоваться для хранения технологического запаса оптического волокна. сплайс–пластина показана на рисунке 8.11.
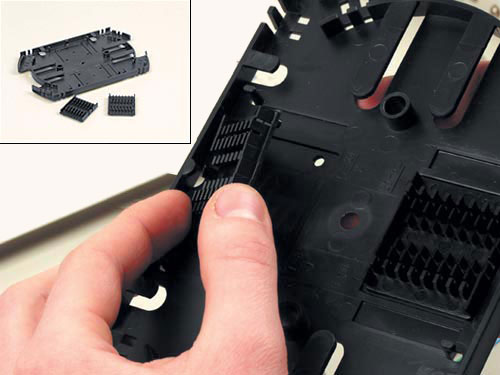
Рисунок 8.11 - Сплайс-пластина
Необходимо привести выдвижную часть в исходное положение и убедитесь, что кабель надежно зафиксирован в боксе. Закрепите волокно стяжками в отверстиях и в органайзерах. Крепление оптоволокна в органайзерах показано на рисунке 8.12.
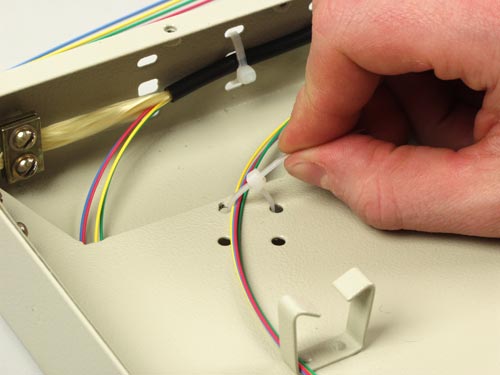
Рисунок 8.12 – Крепление ОВК в органайзерах
Эпоксидный двухкомпонентный клей для оптоволокна должен быть водостойким, не давать усадки, медленно схватываться в обычных условиях и быстро в условиях высокотемпературной сушки. Эпоксидный клей показан на рисунке 8.13.
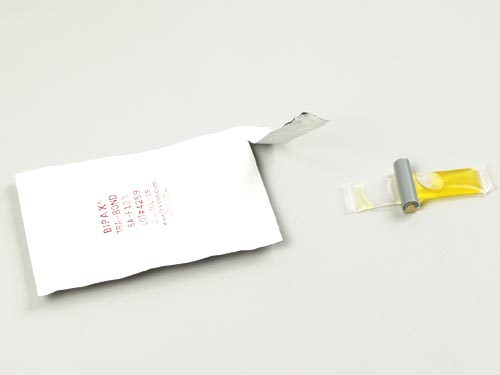
Рисунок 8.13 – Эпоксидный клей
Чтобы подготовить клей к использованию, надо тщательно перемешать оба его компонента разделителем. Перемешивание клея показано на рисунке 8.14.
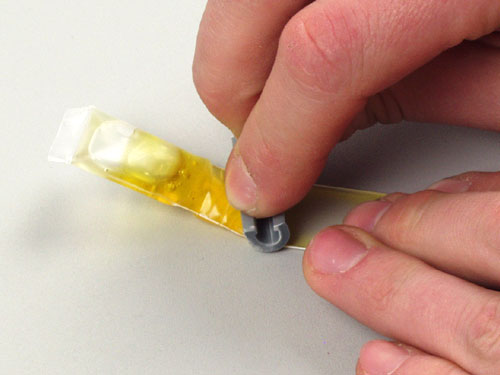
Рисунок 8.14 – Перемешивание клея
Необходимо вскрыть упаковку с клеем. Вскрытие упаковки с клеем показано на рисунке 8.15.

Рисунок 8.15 – Вскрытие упаковки с клеем
Перелить клей (2 г) в шприц. Переливание клея в шприц показано на рисунке 8.16.

Рисунок 8.16 – Переливание клея в шприц
Вставить поршень в шприц. Вставка поршня в шприц показано на
рисунке 8.17.

Рисунок 8.17 – Вставка поршня в шриц
Для обеспечения многократного соединения и разъединения оптическое волокно оконцовывается клеевыми разъемами Hyperline SC-MM-0.9. SC - наиболее распространенные типы клеевых разъемов, доступных для использования с любым типом волоконно-оптического кабеля. Имеют прямоугольную форму и штекерный (push-pull) способ подключения. Существуют в одномодовом (sm) и многомодовом (mm) вариантах. Разъем типа SC состоит из четырех частей: внешняя оболочка, хвостовик, основной модуль и колпачок. Клеевые разъемы показаны на
рисунке 8.18.
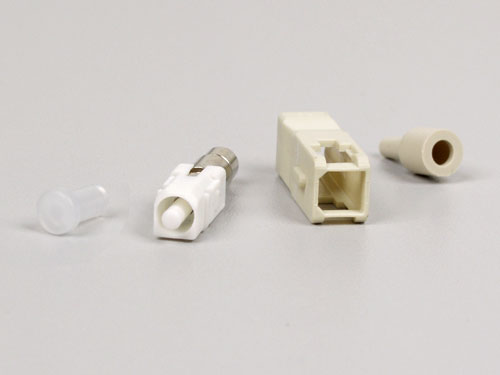
Рисунок 8.18 – Клеевые разьемы
Необходимо надеть на волокно хвостовик клеевого разъема. Надевание хвостика клеевого разъема показано на рисунке 8.19.
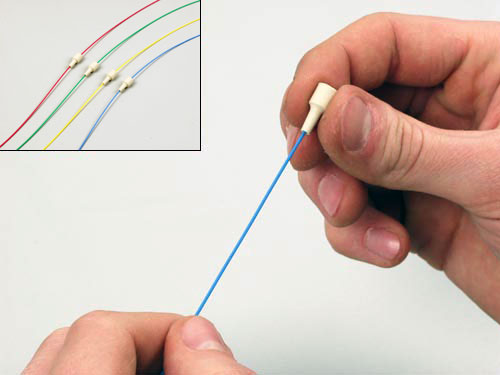
Рисунок 8.19 – Надевание хвостика клеевого разъема
Инструментом для зачистки волокна HT-223H снять буферную оболочку с волокна. Важно не оставить царапин на волокне. Снятие оболочек ОВК показано на рисунке 8.20.

Рисунок 8.20 – Снятие оболочки с ОВК
С помощью безворсовых салфеток, смоченных спиртовым раствором, необходимо удалить остатки гидрофобной мастики с волокна. Очищенное таким образом волокно должно скрипеть. Очищение ОВК показано на рисунке 8.21.
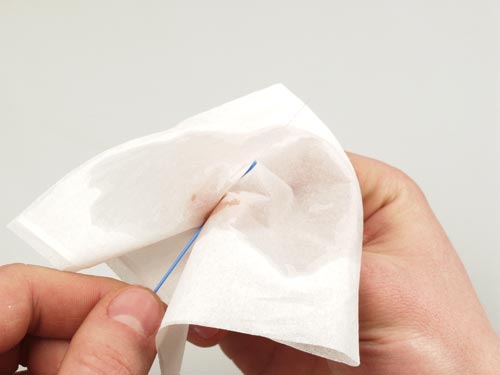
Рисунок 8.21 – Очищение ОВК
Необходимо снять с разъема защитный колпачок. Снятие зашитного колпачка показано на рисунке 8.22.

Рисунок 8.22 – Снятие защитного колпачка
Вставить в отверстие модуля разъема шприц и начать аккуратно вливать клей. Вливание клея в модуль показано на рисунке 8.23.

Рисунок 8.23 – Вливание клея в модуль
Когда на сферической поверхности наконечника (ферула) появится клеевая капелька (означает, что весь канал заполнен), выдавливание клея надо прекратить. Клеевая капля показана на рисунке 8.24.
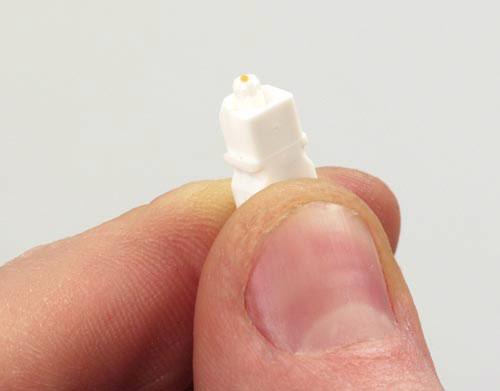
Рисунок 8.24 – Клеевая капля
Необходимо аккуратно вставить зачищенное волокно в разъем до упора. Усилия прилагать не надо, так как волокно может обломиться. Вставка ОВК в разъем показана на рисунке 8.25.
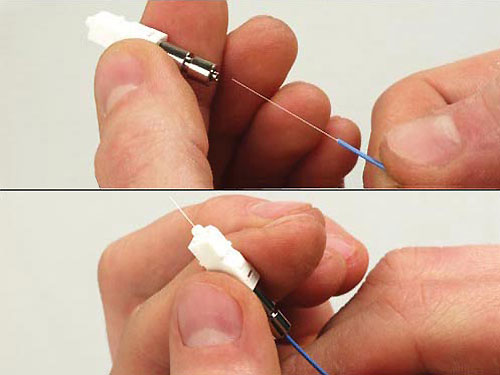
Рисунок 8.25 – Вставка ОВК в разьем
Нужно надеть на металлический фланец модуля хвостовик разъема. Таким же образом подготовьте все разъемы. Надевание хвостовика показано на
рисунке 8.26.
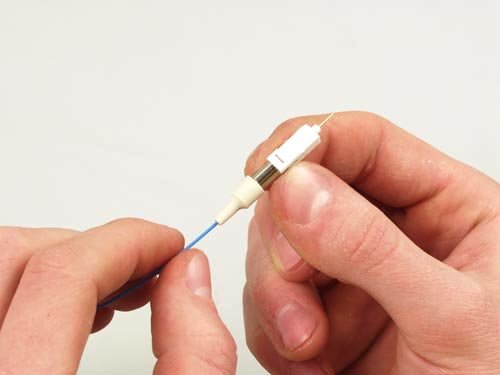
Рисунок 8.26 – Надевание хвостовика
Далее необходимо нагреть печку до 80-100°С. Поместить клеевые разъемы в печку на 5 минут, чтобы клей кристаллизовался. Печка изображена на рисунке 8.27.

Рисунок 8.27 – Печка
Необходимо вынуть разъемы из печки. Признаком того, что сушка выполнена успешно, является потемнение клея на волокне. Так же нужно дать разъемам остыть. Разъемы после сушки изображены на рисунке 8.28.
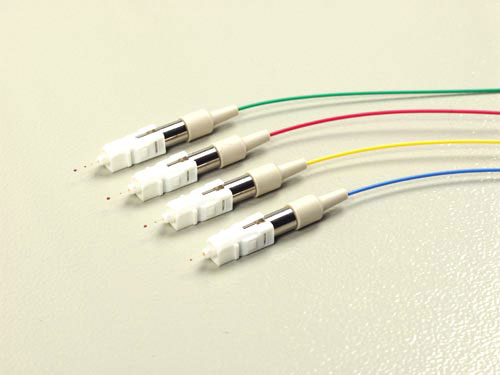
Рисунок 8.28 – Разъемы после сушки
Скалывание ‒ важная часть процесса оконцовки. Ошибка приводит к порче разъема и возвращению к началу всего процесса. Ручкой‒скалывателем нужно провести надрез волокна по границе клеевой капельки на ферруле. Пальцами аккуратно удалить выступающее волокно. Скалывание показано на рисунке 8.29.
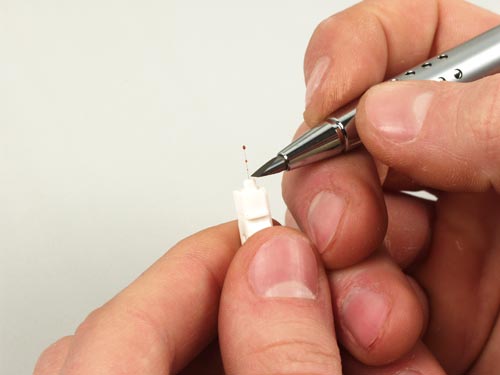
Рисунок 8.29 – Скалывание
Перед полировкой необходимо очистить столик спиртовой салфеткой. Оистка показана на рисунке 8.30.

Рисунок 8.30 – Очистка
Перед началом необходимо положить на столик шлифовальную бумагу (первую крупную шкурку) 5 мкм, черную. Шлифовальная бумага, 5мкм показана на рисунке 8.31.

Рисунок 8.31 – Шлифовальная бумага,5 мкм
Вставить ферул разъема в отверстие оправки (полировочной шайбы), которое должно быть идеально чистым. Оправа показана на рисунке 8.32.
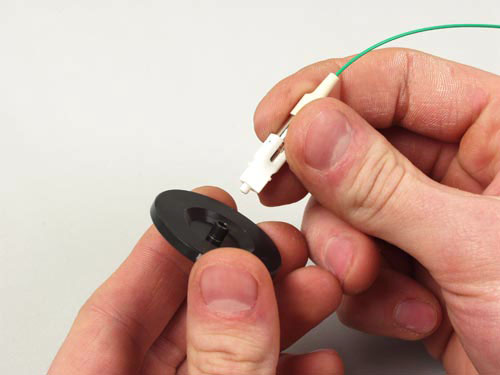
Рисунок 8.32 – Оправка
Поставить оправку на столик и начать шлифовать, выполняя 8-образные движения оправкой по поверхности шкурки. Другими движениями проводить полировку нельзя. Полировать надо крайне осторожно. На данном этапе необходимо отшлифовать только остатки волокна, выступающие за границы клеевой капельки. В процессе шлифовки торца наконечника с волокном, волокно как более мягкий материал обрабатывается быстрее и может загибаться в наконечник. При этом не гарантируется хороший оптический контакт двух волокон. В случае недостаточной продолжительности шлифовки, волокно может выступать над поверхностью торца наконечника. Это упрощает возникновение оптического контакта, но со временем волокно может "продавиться" внутрь наконечника и параметры соединения резко ухудшатся. Шлифовка изображена на рисунке 8.33.
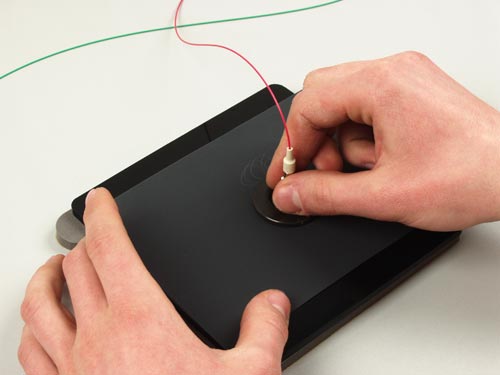
Рисунок 8.33 – Шлифовка
Необходимо повторить процесс шлифовки на бумаге коричневого цвета, 3 мкм, Шлифовка на бумаге 3 мкм изображена на рисунке 8.34.
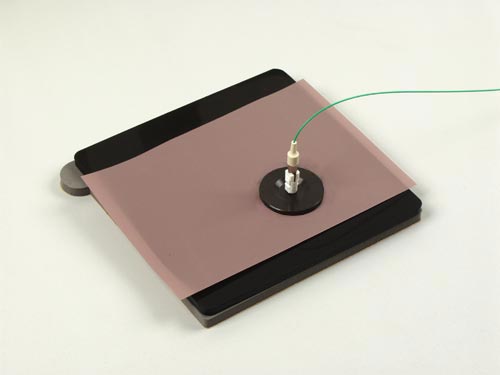
Рисунок 8.34 – Шлифовка на бумаге 3 мкм
Заключительный этап шлифовки необходимо выполнить на бумаге зеленого цвета, 1 мкм. Шлифовка на бумаге 1 мкм изображена на рисунке 8.35.

Рисунок 8.35 – Шлифовка на бумаге 1 мкм
Шлифовка торцов наконечников во многом определяет качество оптического соединения. Поэтому очень важно выполнить тестирование качества полировки с помощью микроскопа. Проверяется отсутствие микроцарапин и остатков клея на феруле и волокне. Может наблюдаться перекос волокна, глубокий скол или, наоборот, недостаточно обработанный торец. При качественно выполненной шлифовке можно наблюдать в микроскоп равномерно темную (или равномерно светлую) внутреннюю окружность. Проверка качества шлифовки показана на рисунке 8.36.

Рисунок 8.36 – Проверка качества шлифовки
После окончания полировки на ферул необходимо надеть защитный колпачок. Пока полируются остальные разъемы, готовые волокна должны быть защищены от возможного попадания грязи. Надевание защитного колпачка изображена на рисунке 8.37.
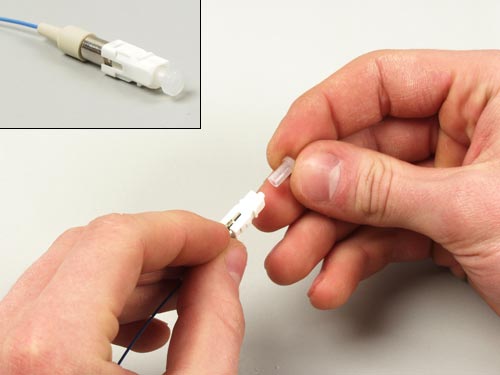
Рисунок 8.37 – Надевание защитного колпачка
Для этого необходимо надеть на модуль разъема внешнюю оболочку с усилием до характерного щелчка. Одевание внешней оболочки показано на
рисунке 8.38.
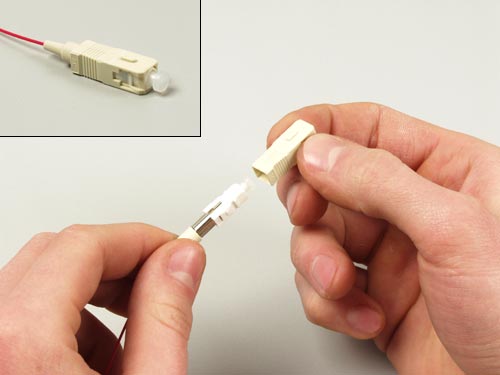
Рисунок 8.38 – Одевание внешней оболочки
Так же необходимо нанести на каждый разъем клейкие маркеры Hyperline WMB-1. Нанесение наклеек показано на рисунке 8.39.
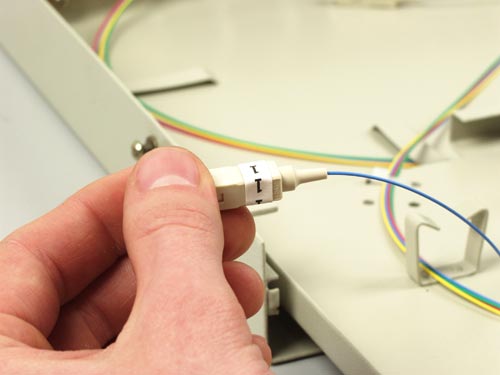
Рисунок 8.39 – Нанесение наклеек
Установить на место сплайс-пластину и уложите на нее запас волокна. Установка сплайс–пластины на место показано на рисунке 8.40.
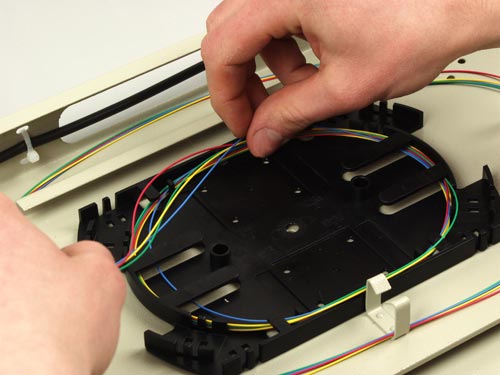
Рисунок 8.40 – Установка сплайс–пластины на место
Снять заглушки с проходных соединителей Hyperline SC-SC, MM, simplex. Снятие заглушек показано на рисунке 8.41.
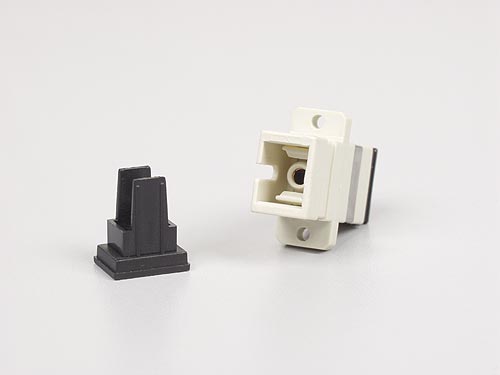
Рисунок 8.41 – Снятие заглушек
Вставить проходные соединители в отверстия на передней панели бокса. Вставка соединителей показано на рисунке 8.42.
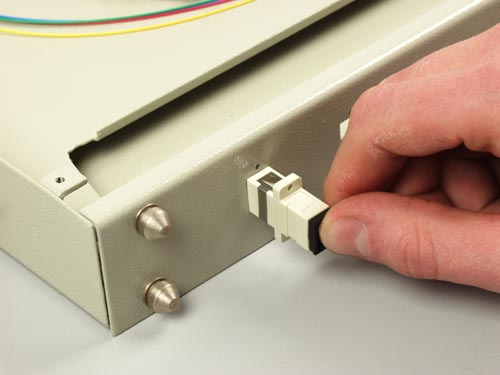
Рисунок 8.42 – Вставка соединителей
Подсоединить клеевые разъемы к проходным соединителям с внутренней стороны бокса. Подсоеденение клеевых разъемов показано на рисунке 8.43.

Рисунок 8.43 – Подсоединение клеевых разъемов
Надеть прозрачную крышку на сплайс-пластину. Одевание прозрачной крышки показано на рисунке 8.44.
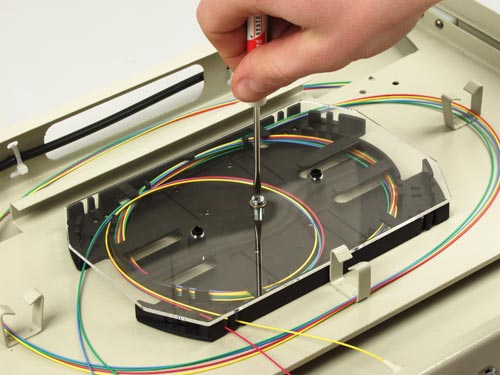
Рисунок 8.44 – Одевание прозрачной крышки
Установить на место крышку оптического бокса. Установка крышки на место показано на рисунке 8.45.

Рисунок 8.45 – Установка крышки на место
Установить на место защиту кабельного ввода. Установка на место защиты показано на рисунке 8.46.

Рисунок 8.46 – Установка на место защиты
Установить на боковые стенки оптического бокса крепежи для 19-дюймового конструктива. Установка крепежей показано на рисунке 8.47.

Рисунок 8.47 – Установка крепежей
Оптический бокс в сборе, изображен на рисунке 8.48.

Рисунок 8.48 – Оптический бокс в сборе
Выполнить монтаж оптического бокса в 19-дюймовый конструктив, снимите заглушки с внешней стороны проходных соединителей.Монтаж оптического бокса показан на рисунке 8.49.

Рисунок 8.49 – Монтаж оптического бокса
Подключить оптические шнуры с разъемами SC, показано на рисунке 8.50.

Рисунок 8.50 – Подключение оптических шнуров
Установить защитный пластиковый экран, предохраняющий от повреждения оптические шнуры, идущие к аппаратуре, изображено на рисунке 8.51.

Рисунок 8.51 – Установка защитного пластмассового экрана