

4.1.Общий вид заглушек и способы их установки
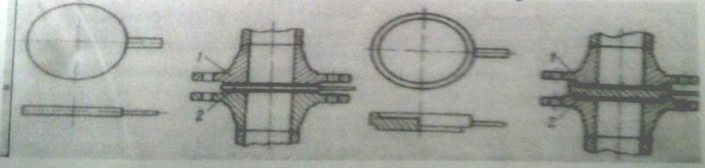
1.Фланец 2.Заглушка (3,268)
4.2.Установка заглушек
Перед установкой заглушек температура и давление в аппарате должны быть снижены, а аппарат должен быть освобожден от нефтепродуктов. Установка заглушек оговаривается особым пунктом в дефектной ведомости с перечислением всех мест, где они должны быть установлены. Для того чтобы заглушка была заметной, ее необходимо изготовлять с указателем – хвостиком. Толщина заглушки определяется из расчета на возможное максимальное давление.
Заглушки со стороны возможного поступления жидкости или газа должны быть поставлены на прокладках. После окончания ремонтных работ все заглушки должны быть удалены. Снятие всех заглушек отмеченных в дефектной ведомости должны проверятся лично руководителем ремонтных работ и начальником установки. (4,781)
6.1. Типы применяемых клапанов (пластинчатые, кольцевые).
(6,232)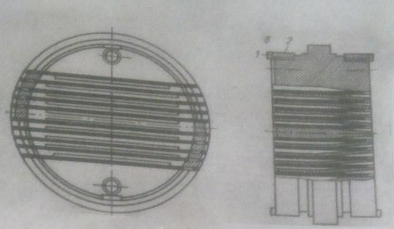
А. - пакет пластин и седел
Б. – клапан в сборе
1. – стопорная планка
2. – кольцо крепления
Пластичные клапаны получили наибольшее распространение.
Рабочее поверхности клапанов и пластин должны быть шлифованными, без рисок и ровными. Необходимо, чтобы пружины обеспечивали своевременные вмятен, открытия и закрытия клапанов, подъем клапанной пластины был в пределах 2-4 мм.
Седло клапана должно быть шлифовано.
При установке пластины на седло не допускается пропуск налитого керосина в клапан. (4.455)
Очистка деталей клапана от нагара осуществляется инструментом без острых граней и кромок во избежание образования рисок на уплотняющих поверхностях.
Разборка и сборка клапанов проводится на кольцевой плитке, дающей возможность собрать пластины и седла в пакет деталей (рис А). Пакет стягивается по наружному диаметру специально кольцевым хомутом, а затем после стопорных планок (1) в пазы боковых седел насаживается кольцо крепления (2), (рис Б). При установке пластин проверяется отклонения их языка в нишу седла. Отсутствие свободного отклонения свидетельствует о защемлении пластины между седлами клапана. После сборки клапан продувается сжатым воздухом и испытывается на плотность. (6,232).
В кольцевом клапане , его замена в компрессоре на прямоточный клапан вынуждает использовать дополнительную деталь – переходный стакан, т.к. посадочный диаметр прямоточного клапана меньше посадочного диаметра кольцевого клапана.
Литература.
Молоканов Ю.К. «Процессы и аппараты Нефтегазопереработки.»
Плановский А.Н. «Процессы и аппараты химических технологии.»
Фарамазов С.А. «Ремонт и монтаж оборудования химических и нефтеперерабатывающих заводов.» М.:Химии,1988.
Лейбо А.Н «Справочник механика НПЗ» М.:Гостотехизад,1963.
Генкин А.Э. «Оборудование химических заводов.» М.: Высшая школа,1978.
Ермаков Е.И.,Шеин В.С. «Ремонт и монтаж химического оборудования» Л.:Химия,1981.
Рудин М.Г. «Краткий справочник нефтепереработчика» М.:Химия,1980.
Вихман Г.Л.,Бабицкий С.А. «Основы конструирования аппаратов и машин НПЗ» М.:Машиностроение,1978.
Медведева В.С. «Охрана труда и противопожарная защита в химической промышленности» М.:Химия,1989.
Черняк Д.С.,Боченов Е.И. «Ремонт оборудования НПЗ» М.:Гостотехиздат,1960.