

Висновок
Таким чином, результати аналізу точності і стабільності технологічного процесу показують, що технологічний процес не є задовільним. Центр розподілу розташовано правильно. Оскільки широта розподілу практично співпадає з широтою поля допуску, то є побоювання, що з боку верхньої і нижньої меж допуску можуть з'явитися дефектні вироби. На практиці так воно і є: з боку верхньої і нижньої меж з’явилась невелика кількість дефектних виробів. Якщо продовжити виконувати операції технологічного процесу таким же способом, то обов'язково з'являться ще дефектні вироби. Тому, щоб звузити широту розподілу, необхідно прийняти заходи для обстеження устаткування, умов обробки, оснащення і так далі
Коефіцієнт точності технологічного процесу більше нормативного значення(2,008>0,98). В результаті необхідно провести управління технологічним процесом для ліквідації дефектних виробів (частка дефектної продукції складає 13,63%).
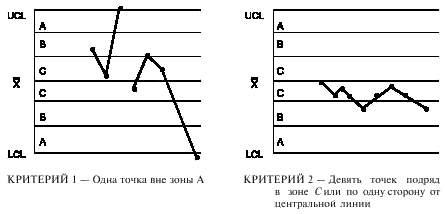
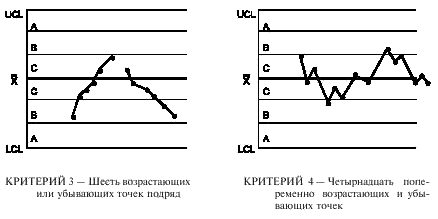
Аналіз контрольної карти на основі кількісних даних показує: обидві частини контрольної карти середніх і розмахів варіації показують, що процес не знаходиться в статистично керованому стані на необхідному рівні, тому що є 6 підряд зростаючих точок, що лежать вище центральної лінії на - карті і 14 поперемінно зростаючих та спадаючих точок на R-карті. Причина такої довгої послідовності високих значень середнього має бути досліджена і усунена.
Таким чином, визначені параметри контрольних карт можна застосовувати для моніторингу статистичної стабільності процесу у майбутньому.
Аналіз контрольної карти на основі альтернативних даних показує, що якість процесу знаходиться в керованому стані, частка невідповідностей відносно мала. Дані контрольні межі можуть бути використані для майбутніх підгруп доти, поки процес не зміниться або вийде зі статистично керованого стану. Коли ж процес знаходиться в стані статистичної керованості, навряд чи можливе яке-небудь удосконалення без зміни самого процесу. Розподіл точок на контрольній карті відносно верхньої та нижньої межі практично рівний. Технологічний процес потребує подальшого уважного спостереження, оскільки між точками вибірок 13 та 16 спостерігається великий розкид значень точок. Можливо процес потребує поліпшення. Якщо процес поліпшили, треба обчислити різні контрольні межі для наступних підгруп, які б відображали зміну у процесі. Якщо процес було поліпшено (зменшене значення р), використовуються нові межі, але якщо процес погіршився (підвищене значення p), необхідно шукати додаткові встановлювані причини.
Додаток б
Вихідні дані
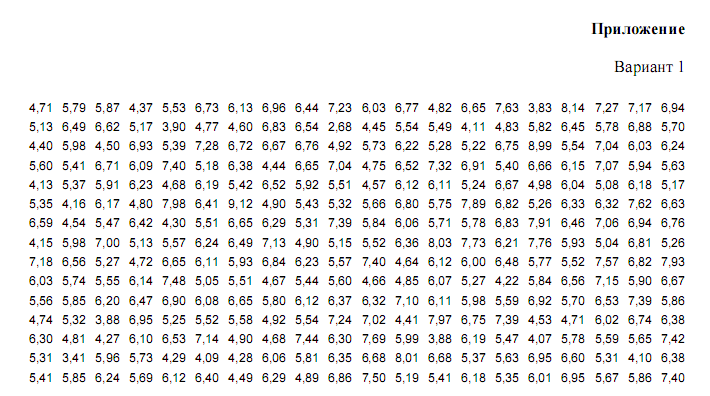
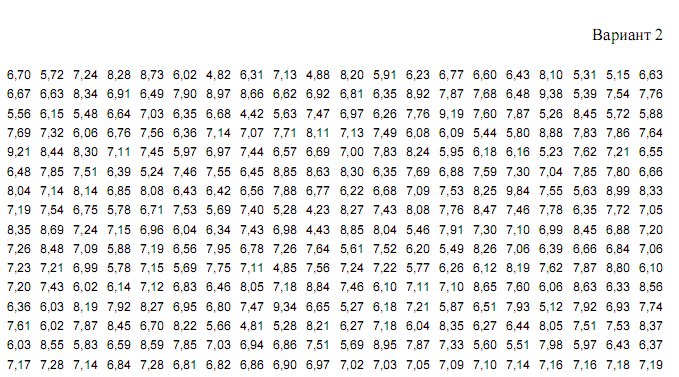

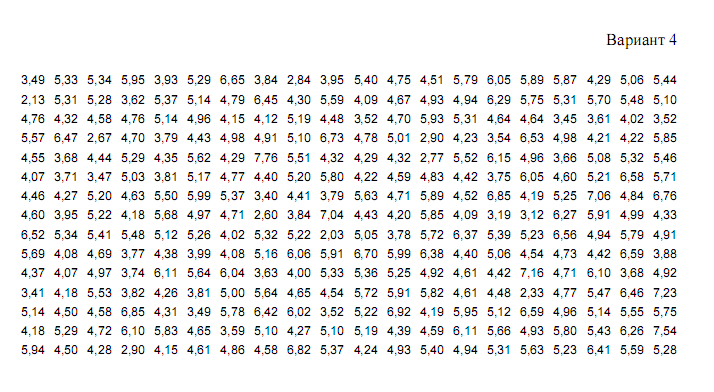
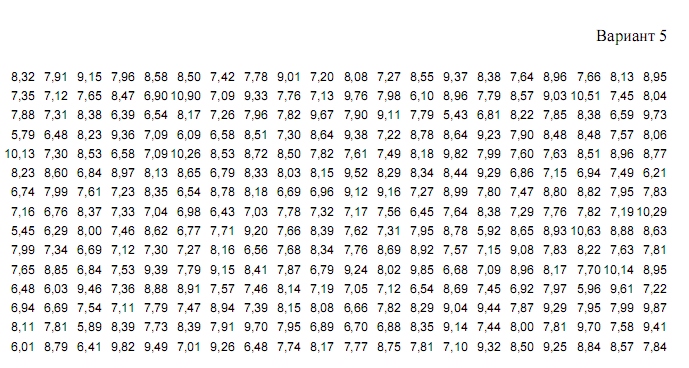
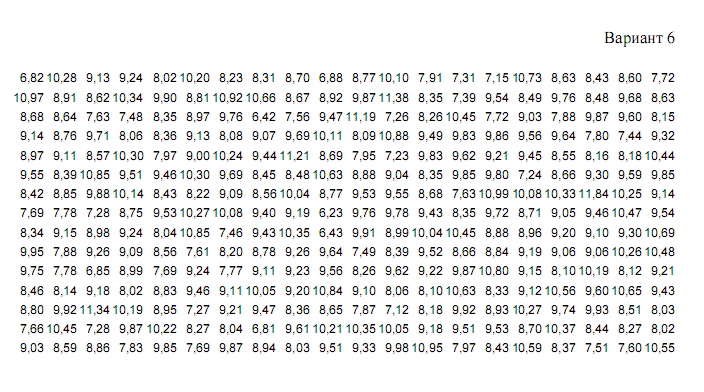

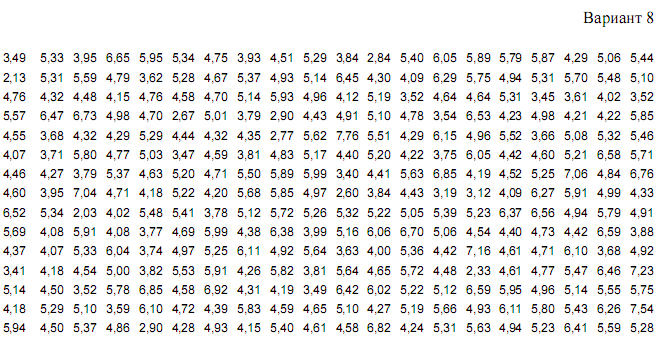
Таблиця Б.1 – Верхнє та нижнє максимально припустиме значення параметра, яке контролюють
Параметри |
Номер варіанту |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Тн |
3,5 |
6,5 |
1,5 |
2,0 |
6,0 |
6,5 |
2,5 |
2,0 |
Тв |
9,0 |
8,5 |
5,0 |
7,5 |
11,0 |
10,5 |
5,5 |
8,0 |
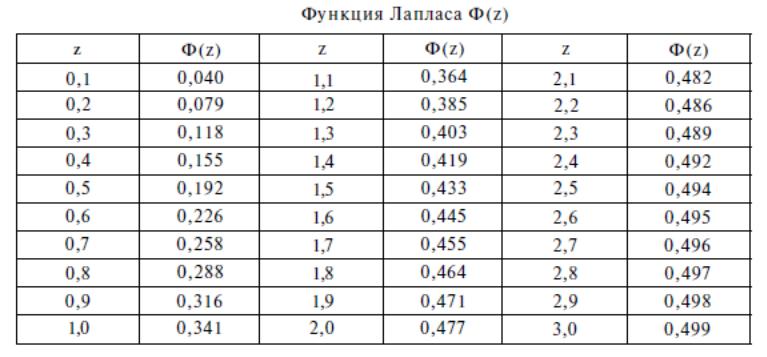
Таблиця Б.2 – Функція Лапласа
Додаток Г
Таблиця Г.1 – Формули контрольних меж для карт Шухарта з використовуванням кількісних даних.
Статистика |
Стандартні значення не задано |
Стандартні значення задано |
||
Центральна лінія |
ВКМ і НКМ |
Центральна лінія |
ВКМ і НКМ |
|
|
|
|
Х0 чи |
|
R |
|
|
R0
чи
|
|
S |
|
|
S0
чи
|
|
Примітка. X0, R0, , S0 та 0 – задані стандартні значення |
||||
Таблиця Г.2 – Формули контрольних меж карт Шухарта для альтернативних даних
Статистика |
Стандартні значення не задано |
Стандартні значення задано |
||
Центральна лінія |
3 контрольної межі |
Центральна лінія |
3 контрольної межі |
|
p |
|
|
p0 |
|
np |
|
|
np0 |
|
c |
|
|
c0 |
|
u |
|
|
u0 |
|
Примітка. p0, np0, c0 та u0 – задані стандартні значення |
||||
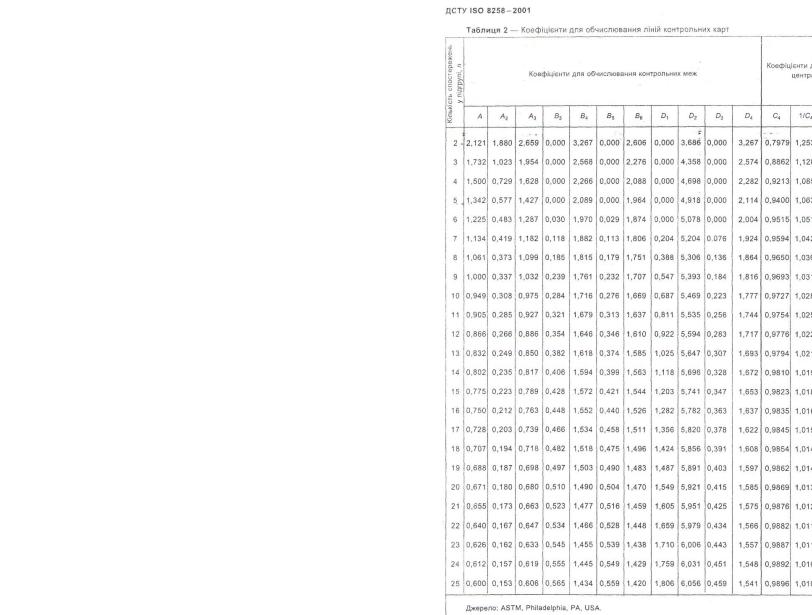
Таблиця Г.3 – Коефіцієнти для обчислення ліній контрольних карт

Правила для выявления специальных причин вариаций
Правило 1 |
Точка лежит выше (ниже) верхнего контрольного предела |
Правило 2 |
Из трех последовательных точек две лежат выше (ниже) ЦЛ более чем на два стандартных отклонения |
Правило 2' |
Две последовательные точки лежат выше (ниже) ЦЛ более чем на два стандартных отклонения |
Правило 3 |
Из пяти последовательных точек четыре лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение |
Правило 3' |
Четыре последовательные точки лежат выше (ниже) ЦЛ более чем на одно стандартное отклонение |
Правило 4 |
Семь последовательных точек лежат выше (ниже) ЦЛ |
Правило 5 |
Шесть последовательных точек расположены в порядке монотонного возрастания (убывания) |
Правило 6 |
Среди десяти последовательных точек существует подгруппа из восьми точек (считая слева направо), которая образует монотонно возрастающую (убывающую) последовательность |
Правило 7 |
Из двух последовательных точек вторая лежит, по крайней мере, на четыре стандартных отклонения выше (ниже) первой |
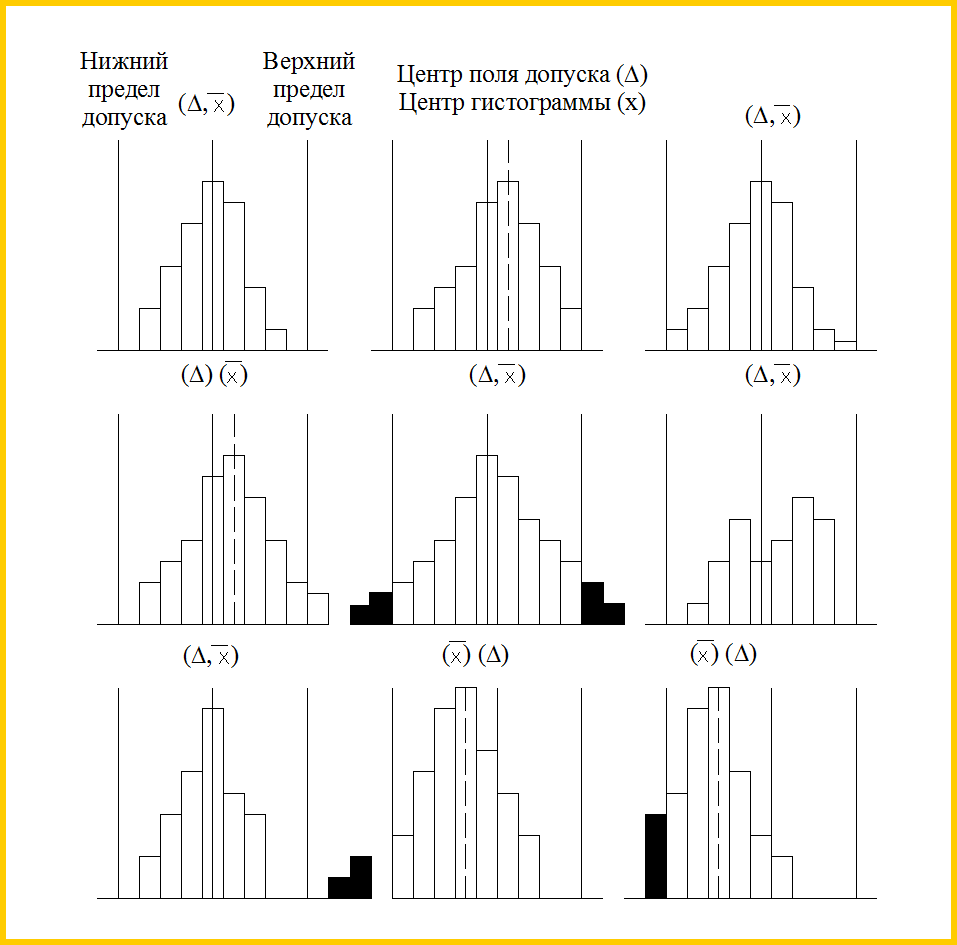
Анализ построенной гистограммы позволяет сравнить поле рассевания контролируемого параметра с полем допуска Т и оценить их взаимное положение. При этом возможны пять типичных вариантов взаимного расположения полей допуска Г и рассеивания ω[1]:
- поле рассеивания значительно меньше поле допуска (ω <Т). ТП протекает нормально, требуется только поддерживать существующее состояние;
- поле рассеивания равно или немного меньше поля допуска (ω = Т). ТП протекает нормально, но нет запаса надежности. Можно провести мероприятия по уменьшению поля рассеивания, если затраты на эти мероприятия будут меньше, чем потери от возможного брака;
- поле рассеивания меньше поля допуска, но смещено влево (или вправо) от границы поля допуска. Процесс протекает ненормально, связан с воздействием специальных причин вариаций, нужно добиться смещения середины поля рассеивания ω к центру поля допуска T;
- поле рассеивания больше поля допуска (ω > Т) и размещено симметрично относительно центра поля допуска. Процесс протекает ненормально, связан с воздействием общих причин вариаций, необходимо провести мероприятия по снижению поля рассеивания ω;
- поле рассеивания больше поля допуска (ω > Т) и смещено относительно середины поля допуска Т. Процесс протекает ненормально, необходимо ликвидировать воздействие как общих, так и специальных причин вариаций.