

2. Технологическая часть
2.1. Выбор технологии сборки
При выборе варианта механизации сборочно-сварочных работ в первую очередь рассмотреть уже внедренные решения для механизированного производства данных или аналогичных изделий в идентичных условиях из отечественной и зарубежной практики и наиболее оптимальный вариант технологии выбрать на основе экономического анализа.
2.1.1. Расчленение изделия на сборочные узлы
Наметить наиболее рациональную последовательность сборки изделия с учетом минимальных затрат рабочей силы, времени и вспомогательных материалов, расчленить изделие на сборочные узлы, составить схему сборки элементов изделия, например:
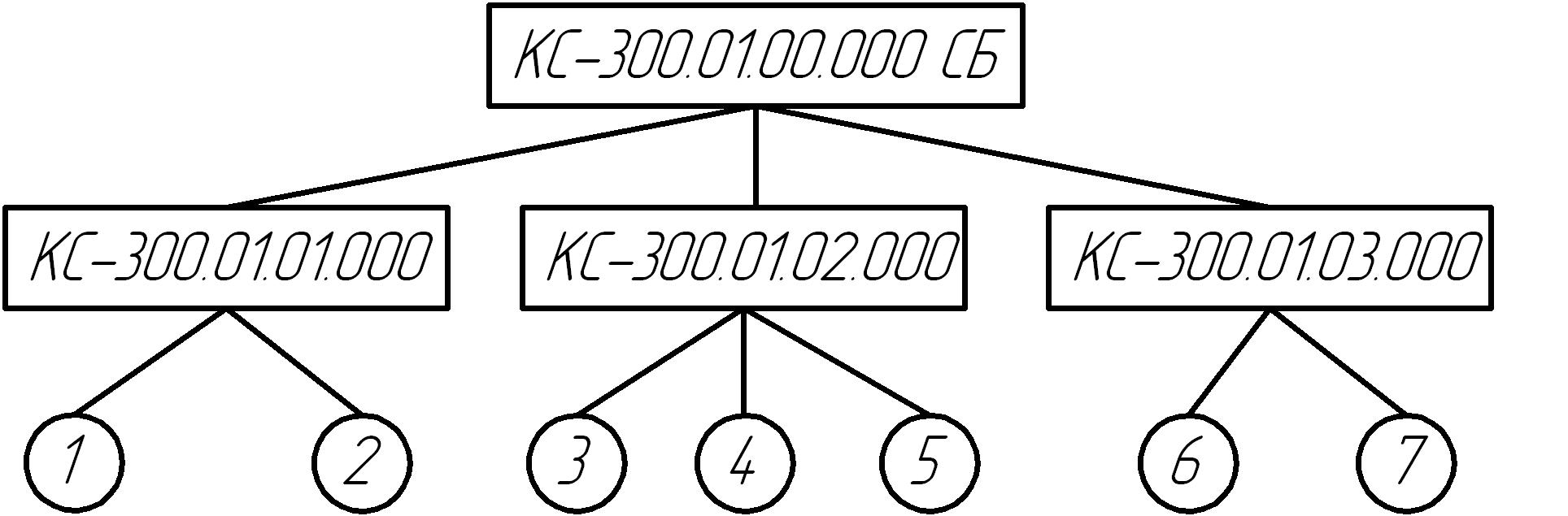
где КС-300.01.00.000 СБ – шифр сборочного чертежа изделия;
КС-300.01.01.000, КС-300.01.02.00, КС-300.01.03.000 - сборочные узлы конструкции;
1,2,3,4,5,6,7 – детали входящие в узлы в последовательности установки при сборке конструкции.
2.1.2. Последовательность сборочных операций
Установить целесообразные в технологическом отношении приемы выполнения сборки изделия и последовательность выполнения сборочно-сварочных операций.
2.1.3. Обоснование способа обеспечения точности
Обосновать способы обеспечения точности при выполнении сборочных операций (применение кондукторов, стендов, УСП, переносных приспособлений, разметки), расположение сварных швов в пространстве.
Наметить технологические мероприятия по предотвращению деформаций и напряжений, дать схемы при необходимости.
2.1.4. Способ сварки при сборке
Способ сварки выбрать исходя из характеристик свариваемого изделия, материалов, анализа достоинств и недостатков различных способов сварки с учетом программы выпуска изделий.
2.1.5. Виды сварных соединений
Согласно выбранному способу сварки установить вид подготовки кромок согласно ГОСТа на сварку, дать схему сварного соединения, указать размеры и расположение шва в пространстве.
2.2. Технологический процесс сборки
Оформлению технологических карт предшествует выбор, обоснование и расчет: схем базирования и расчленения сварной конструкции на технологические узлы, видов, методов и приемов сборки, сварки и контроля, последовательности выполнения сборочно-сварочных и контрольных операций, основного и вспомогательного оборудования, инструмента, режимов сварки, резки, наплавки.
Технологический процесс оформляется по ГОСТ 3.1705-81 на картах, установленных по ЕСТД и по ГОСТ 3.1118-82 формы 16 и 2, ГОСТ 3.1105-84 формы 7 и 7а и является вместе с чертежом на изделие исходным документом для подготовки и организации всего производства.
2.3. Технологический план участка.
Технологический план участка вычерчивается в масштабе. На плане изображается схематично приспособление и оборудование, места складирования заготовок, сборочных узлов, готового изделия, подвод тока, воды воздуха, газа, указываются транспортные средства, рабочие места, проходы проезды, показывается направление технологического потока. Технологический план разрабатывается для сборочно-сварочного участка, то заготовительные операции, как и последующие (окраска, механическая обработка и др.), в план участка могут не включаться.
При компоновке и размещении оборудования необходимо соблюдать рекомендуемые размеры и интервалы между объектами, ширину проходов и проездов в соответствии с требованиями норм технического проектирования.
На техническом плане должно быть указаны габаритные размеры участка, расстояния между колоннами, ширина пролета, проезда, прохода, расстояния между стенами, расстояния от колонн или стен до оборудования.