

1.3. Нестандартные методы определения характеристик коксов
Для получения дополнительной информации о качестве коксов исследователи пользуются нестандартизованными методами анализа, которые часто применяют и в производственной практике. Ниже представлены наиболее распространенные методы.
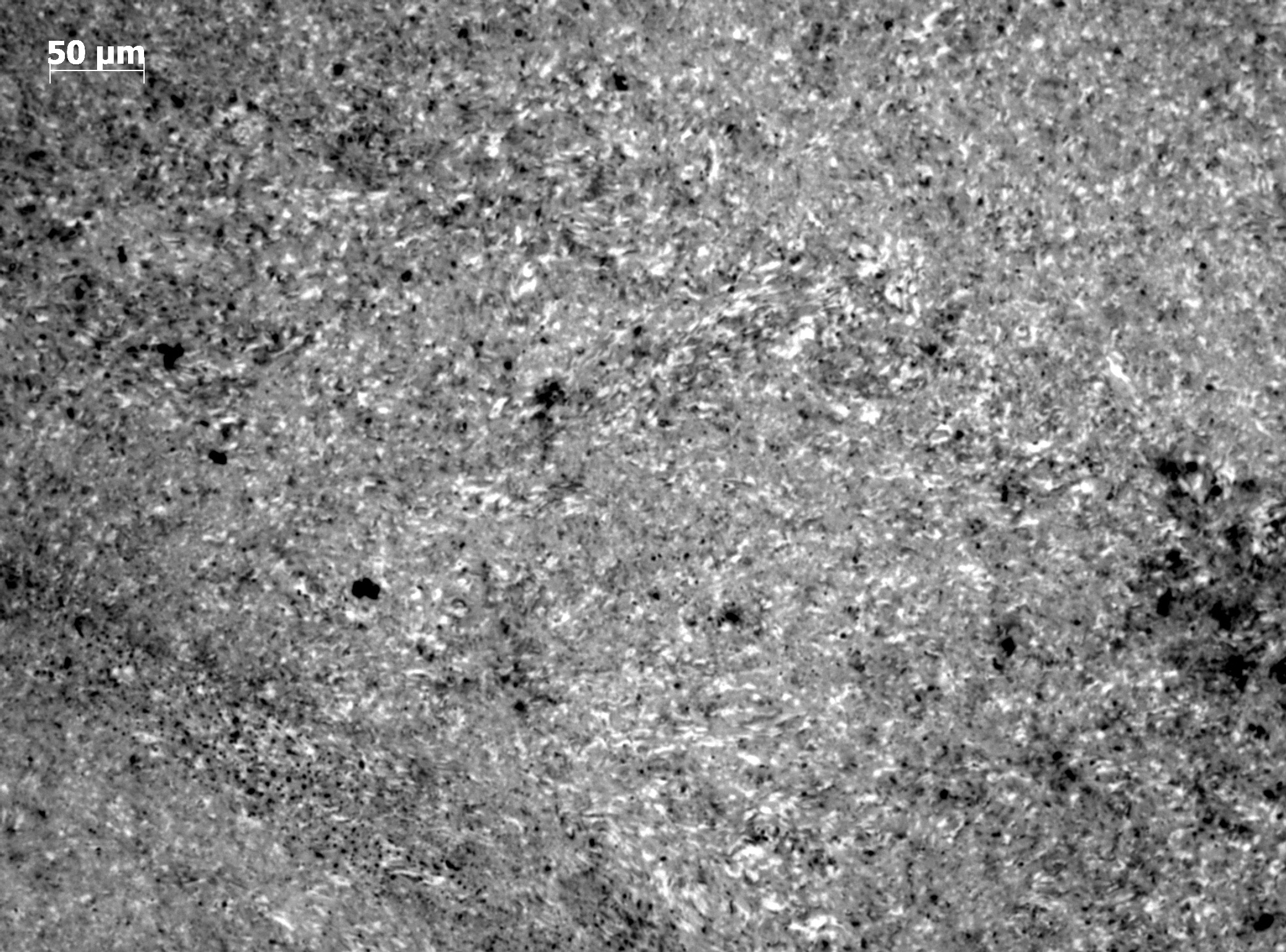
а) Кокс из окисленной сланцевой смолы х100
б) Кокс из каменноугольного пека х100
Рисунок 1.2 – Изотропные коксы из сланцевых и каменноугольных
смол.
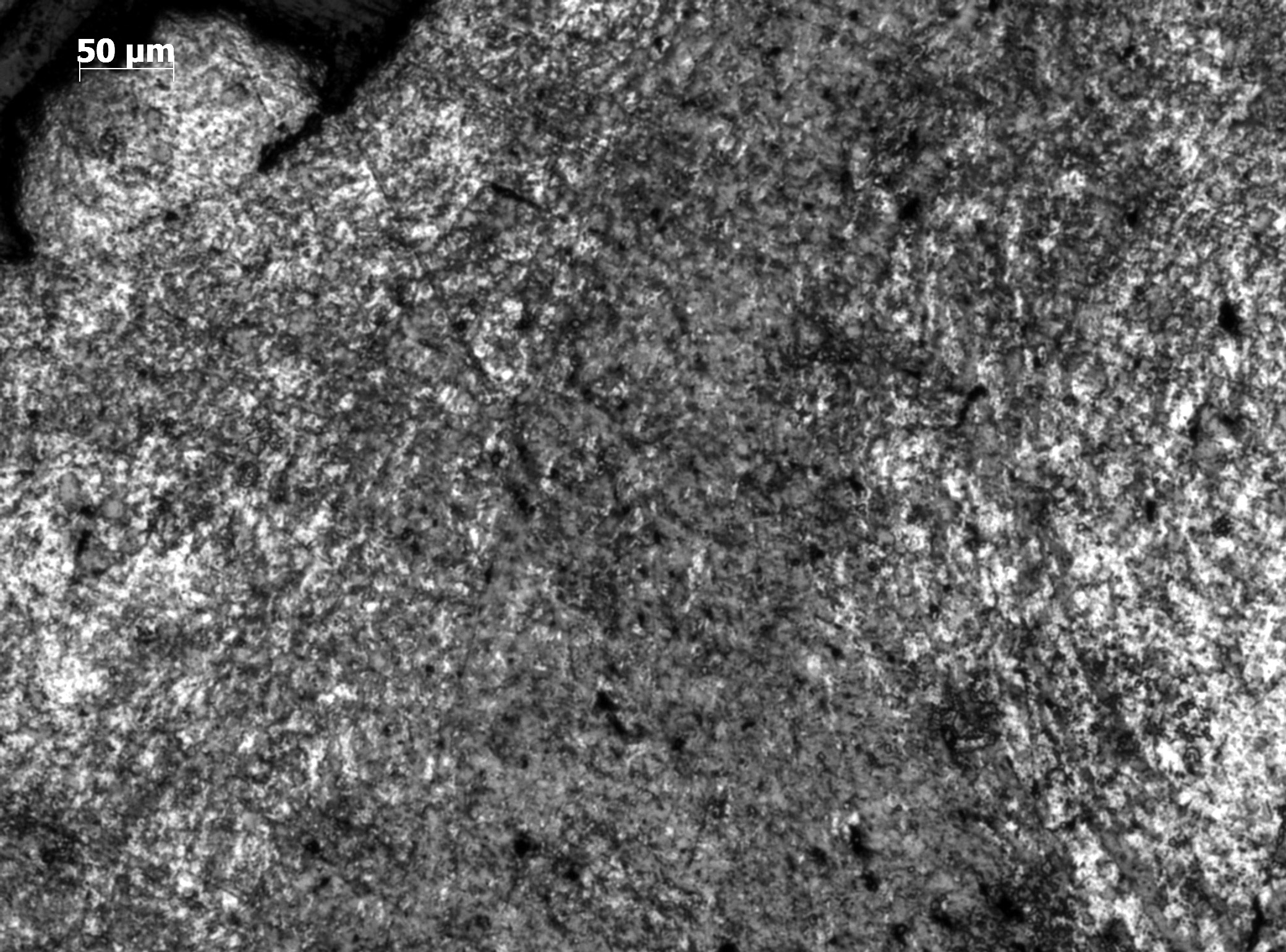
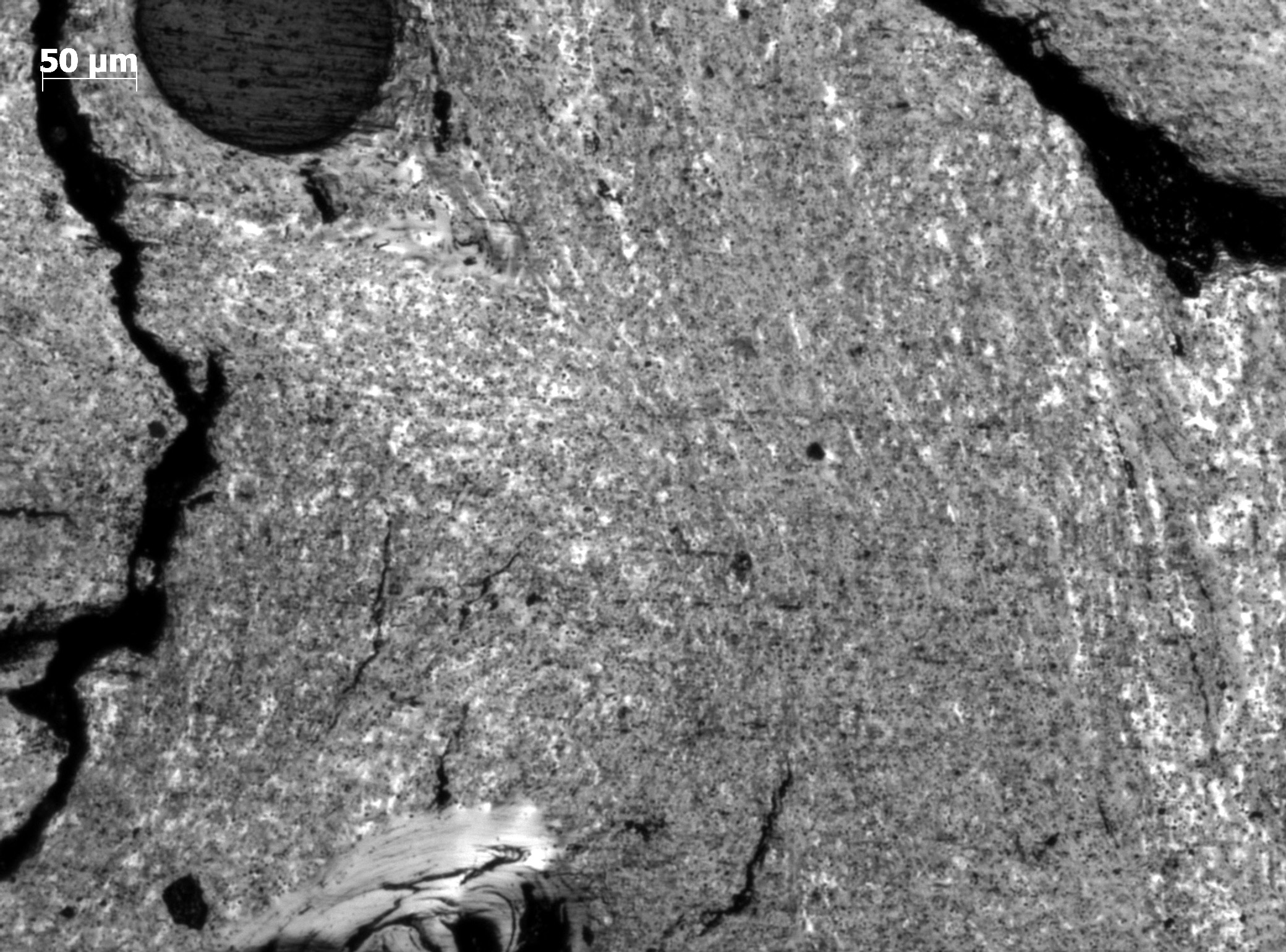
а) Кокс КНПС х100 из гидравличной смолы пиролиза процесса получения толуола

б) Кокс КЗАх100 из нефтяного гудрона
Рисунок 1.3- Характерные структуры коксов из нефтяных смол
1.3.1. Определение кажущейся (объемной) плотности кокса.
Сущность метода определения кажущейся (объемной) плотности прокаленного кокса заключается в измерении объема пикнометрической жидкости – глицерина в результате погружения в нее навески кокса.
В мерный цилиндр помещают 40 мл глицерина, затем центрируют в нем измерительную трубку, уравнивая мениски в цилиндре и трубке и термостатируют цилиндр с глицерином и трубкой при 20 0 С и измеряют уровень жидкости в трубке.
Пробу кокса - 10 г помещают в цилиндр, вновь термостатируют и отмечают изменение объема жидкости.
По разности уровней до и после погружения навески материала определяют его объем.
Кажущуюся плотность вычисляют по формуле:
dкаж= P / V х 10 (кг/м3),
где P – навеска кокса, кг
V- объем навески , м3
1.3.2. Определение пористости кокса
Общую пористость кокса (Побщ) в процентах вычисляют по формуле:
(Побщ) = (d – dк/d) х 100%,
где ρ- действительная плотность кокса, г/см3
ρк – объемная плотность кокса, г/см3
1.3.3. Измерение удельного электросопротивления кокса
Измерение удельного электросопротивления порошка кокса производится четырехзондовым способом.
Сущность метода заключается в измерении падения напряжения на участке спрессованного столбика кокса (18 мм) с крупностью зерен 0,315-0,400 мм, заключенного в матрице между двумя пуансонами под давлением 6,12 МПа (60 кг/см2) при прохождении постоянного тока силой 0,5 А. Удельное электрическое сопротивление (ρ) Ом · м вычисляют по формуле:
ρ = U/I х S/l,
где U – падение напряжения,В;
I – сила тока, А;
S – сечение матрицы, м2;
l – расстояние между потенциальными зондами.
1.3.4. Определение структурной прочности кокса.
Сущность метода состоит в воздействии на навеску углеродного материала (кокса или графита) дозированной ударной нагрузкой в копре с последующим определением гранулометрического состава полученного порошка. Структурная прочность характеризуется работой, затраченной на образование новой поверхности вследствие разрушения частиц материала путем многократного сбрасывания на навеску материала груза массой 0,25 кг с высоты 0,25 м.
При определении структурной прочности проводят следующие операции:
Навеску материала ( 0,25 г) помещают внутрь направляющей трубы копра так, чтобы она расположилась на основании ровным слоем. Сбрасывают боек на навеску восемь раз. Устанавливают на рассеивающий сепаратор СПЭ набор сит с сетками 0,25 мм, 0,125 мм и 0,07 мм. После воздействия ударной нагрузки навеску количественно (без потерь) переносят на сито с отверстиями 0,25 мм, установленное на набор сит с сетками указанных выше размеров в рассеивающем сепараторе СПЭ и проводят рассев порошка в течение 5 мин.
По окончании рассева порошок, оставшийся на каждом сите, взвешивают с точностью 0,0001 г.
Определение структурной прочности проводят по формуле:
А
стр= ———
Sк – So
где стр - структурная прочность материала, кГм/м2 ;
А - работа разрушения материала, кГм;
Sк - расчетная площадь поверхности частиц после разрушения в копре, м2 ; So - расчетная площадь поверхности частиц исходного углеродного материала, м2.
2 Площадь поверхности частиц материала определяют по формуле:
10-3 · К · mi
Si = ————— (2)
dп · Ri
где Si - площадь поверхности фракции материала, м2;
К - коэффициент формы частиц (принята кубическая форма, К= 6);
mi - масса фракции материала, г;
dп - пикнометрическая плотность материала, г/см3;
Ri - средний размер зерна фракции, равный половине суммы максимального и минимального размера зерна, мм.
10.3 Работу разрушения материала определяют по формуле:
А = N · G · H (3)
где N - число сбрасываний бойка, N = 8;
G - масса бойка, G = 0,25 кг;
H - высота сбрасывания бойка, H= 0,25 м.
10.4 Итоговая формула расчета структурной прочности материала имеет вид:
dп · N · G · H
стр= ————————————————————— (4)
m1 m2 m3 m4 m0
К · ( —— + —— + —— + —— – —— ) · 10-3
R1 R2 R3 R4 R0
где m1 и R1 относятся к фракции –1,0+0,25 мм;
m2 и R2 относятся к фракции – 0,25 + 0,125 мм;
m3 и R3 относятся к фракции – 0,125 + 0,07 мм;
m4 и R4 относятся к фракции – 0,07 мм;
m0 и R0 относятся к исходному материалу –1,0+0,25 мм.
10.5 После подстановки численных значений итоговая формула получает вид:
dп
стр = ——————————————————————— (5)
0,343 · m4 + 0,123 · m3 + 0,064 · m2 – 0,019 · (m0 – m1)
1.4. Структурные характеристики коксов разной природы
Для оценки пригодности коксов для получения графитированной продукции (электродов, конструкционных графитов) важно знать не только выше перечисленные параметры, но их склонность к изменениям структуры и свойств при термической обработке, в частности, изменение объема при обжиге до 1300 0С и графитации до 2500 0С. После постадийной обработки образцов правильной геометрической формы до соответствующих температур, определяют измерением линейные и объемные формоизменения (усадки, или расширения образцов). После обработки до температуры графитации при 2500 0С определяют рентгеноструктурные характеристики кокса – расстояние между графеновыми слоями – d002, высоту и длину кристаллита (Lc, La). Степенью графитации кокса считают отношение разницы между межслоевыми расстояниями абсолютно графитирующегося и испытуемого материала к разнице между межслоевыми расстояниями абсолютно графитирующегося и абсолютно неграфитирующегося материала.
Характеристики для коксов разной структуры приведены в таблице 1.4
Таблица 1.4. Рентгеновские характеристики коксов, обработанных при 25000С.
Характеристика |
Кокс |
||||
Смоляной. изотр. |
Пековый изотр. |
КНПС |
Смоляной рядовой |
Пековый игольчатый |
|
d002 ср, нм |
0,3380 |
0,3375 |
0,3376 |
0,3361 |
0,3364 |
Степень графитации |
0,69 |
0,76 |
0,74 |
0,92 |
0,88 |
Высота кристаллитов, Lc, нм |
28,30 |
43,60 |
47,9 |
42,50 |
114,40 |
Как видно, в группе изотропных коксов худшую графитируемость и наименьшую высоту кристаллитов имеет смоляной изотропный кокс. Пековый изотропный кокс и кокс КНПС имеют сопоставимые степень графитации и высоту кристаллитов. Важно отметить, что, хотя смоляной рядовой кокс имеет самую высокую степень графитации, высота кристаллитов у него существенно меньше, чем у пекового анизотропного кокса. Общая тенденция - уменьшение межплоскостного расстояния и рост степени графитации при переходе от изотропных к неизотропным коксам.
Оценку надкристаллитной структуры графитированных коксов проводили на основании текстурных характеристик. Количественным показателем текстуры является параметр sin2θ, где θ – угол между осью текстуры образца и нормалью к слоям графитовой структуры (графеновые слои). Текстурный параметр определяли на основании анализа диамагнитной восприимчивости для частиц фракции 10-40 мкм, дополнительно ориентированных во вращающемся магнитном поле. Величина этого параметра равна нулю для частиц с идеально плоскостной и наиболее упорядоченной структурой и 0,66 при хаотичной ориентации графеновых слоев. Для рассматриваемых коксов величины sin2θ имеют следующие значения: 0,46 для изотропного смоляного, 0,42 для изотропного пекового, 0,36 для КНПС, 0,27 для рядового смоляного и 0,24 для пекового анизотропного.
Как можно увидеть из результатов исследования, наиболее упорядочены углеродные слои у пекового анизотропного кокса имеющего наибольшую высоту кристаллитов, изотропные коксы отличаются значительно большей разупорядоченностью слоев. В группе изотропных коксов можно выделить относительно упорядоченный КНПС и наиболее разупорядоченный смоляной изотропный.
2. Связующие – каменноугольные и нефтяные пеки, классификация, стандартные требования и методы анализа.
Связующие – каменноугольные и нефтяные пеки, их классификация, способы получения, свойства.
Каменноугольные пеки являются кубовыми остатками периодической и непрерывной дистилляции каменноугольных смол коксохимического производства. Свойства пека и его стабильность зависят прежде всего от смолы коксования, качество и выход которой определяются составом угольной шихты и технологическими параметрами ее коксования.
При коксовании угольной шихты в камерных печах коксохимического производства в качестве продуктов коксования наряду с металлургическим коксом получают коксовый газ и смолу коксования. Кокс используют в металлургии в качестве восстановителя. Газ коксования после соответствующей очистки от сернистых соединений используют в качестве топлива.
Жидкие продукты коксования подвергают дистилляции и ректификации в атмосферных условиях, получая в качестве легких продуктов бензол, толуол, ксилол, фенолы. Из более тяжелокипящих фракций выделяют фракции нафталина и его гомологи, поглотительное масло, антрацен, фенантрен и их производные, пиридиновые основания, инден-кумароновую фракцию.
Оставшаяся смола после процессов обезвоживания, обессоливания и обеззоливания идет на переработку с целью получения каменноугольного дегтя, битума и (или) пеков с различной температурой размягчения.
Требования к смоле для получения электродного пека представлены в табл.2.1.
Таблица 2.1. Требования к качеству каменноугольных смол для производства электродных пеков.
Показатель качества |
Нормы для каменноугольных смол |
Плотность, г/см3 |
1,175- 1,180 |
Содержание фенолов, |
1,30- 1,50 |
Зольность, не более |
0,1 |
Влажность, не более |
5,0 |
Содержание веществ, нерастворимых в толуоле,) |
5,0-7,0 |
Выход пека, |
64-67 |
Дистилляция смолы в смолоперерабатывающих цехах производится на агрегатах различных конструкций. В основном работают установки непрерывного действия, оснащенные трубчатыми агрегатами, но используются еще и кубовые установки непрерывного и периодического действия.
Принципиальное различие способов получения пека в трубчатом и кубовом агрегатах состоит в температуре и длительности нагрева смолы в каждом из процессов, что обеспечивает различную степень превращения исходного сырья в пек.
Пек, полученный в трубчатом агрегате непрерывного действия, из-за кратковременного (10-15 мин) пребывания нагретой смолы в зоне высоких температур(410-415 0С), имеет меньшую степень термических превращений. Он характеризуется меньшим содержанием веществ, нерастворимых в толуоле и хинолине (табл.2.1.), более высоким выходом летучих веществ, обладает повышенной вязкостью.
При дистилляции в кубе смола подвергается термическому воздействию в мягком режиме при температуре 360-370 0С, в течение 10-15 часов. В таких условиях все термохимические превращения, включая термодеструкцию и уплотнение полиароматических углеводородов, протекают более полно. Полученный пек имеет большую стабильность, повышенный выход коксового остатка по сравнению с трубчатым пеком при близкой плотности и одинаковых спекающих характеристиках.
Характеристики каменноугольных пеков, полученных на кубовых и трубчатых установках, представлены в табл.2.2.
Таблица 2.2. Характеристики каменноугольных пеков
Показатели качества |
Пек трубчатого агрегата |
Пек кубового агрегата |
Температура размягчения, 0С |
67,5 |
66,2 |
Выход летучих веществ, % |
64,6 |
62,1 |
Выход веществ, %: нерастворимых в хинолине (1-фр) нерастворимых в толуоле, но растворимых в хинолине (2-фр) |
|
|
3,8 |
5,7 |
|
19,1 |
19,1 |
|
Коксовый остаток при медленном коксовании (39 ч), % |
67,5 |
67,5 |
Коксовый остаток при быстром коксовании (7 мин), % |
35,4 |
37,3 |
Плотность, кг/м3 |
1292 |
1300 |
Атомарное соотношение Н/С |
0, 598 |
0,598 |
Современные представления о структуре пеков и их фазовом состоянии связаны с коллоидным характером этих сложных полидисперсных систем. В упрощенном виде структура пеков представляется ассоциированной коллоидной системой, состоящей из высокомолекулярных ядер, окруженных углеводородами с меньшей молекулярной массой. Мицеллы распределяются в масляной фазе. Четкое разделение между фазами отсутствует. Представление о коллоидном характере пеков подтверждается резким уменьшением вязкости пеков при нагреве или введении пластификаторов, или ростом вязкости с увеличением содержания нерастворимой в хинолине фракции пека. Однако трудно согласиться с представлениями о высокомолекулярной составляющей пека. Скорее речь может идти о наличии олигомерных структур, т.к. веществ с молекулярной массой более 5000 а.е.м. в пеке не обнаружено. С точки зрения химического состава каменноугольный пек представляет собой сложную гетерогенную систему высоко конденсированных карбо- и гетероциклических соединений и продуктов их уплотнения, различающихся степенью ароматичности, составом, свойставми, молекулярной структурой, а следовательно отношением к растворителям. Поэтому для идентификации свойств пека как самостоятельного продукта и как сырья для переработки, в частности с целью получения электродного связующего, пек характеризуют фракционным составом - содержанием групп веществ, объединенных растворимостью в одних и тех же растворителях.
При формальном соответствии каменноугольных пеков требованиям технической документации, включающей нормы на температуру размягчения, зольность, выход кокса или летучих продуктов, а также растворимость в толуоле и хинолине, они часто не стабильны по химическому, групповому составу и основным физико-химическим свойствам - вязкости, спекающей способности, коксуемости. Кроме того, каменноугольные пеки обладают канцерогенными свойствами, что ухудшает экологическую обстановку как на заводах, так и в санитарной зоне предприятий.
Альтернативой каменноугольным пекам в производстве УКМ и УУКМ могут служить нефтяные пеки, экологически более чистые, чем каменноугольные. Применение специализированных технологий нефтехимии дает возможность целенаправленного формирования свойств нефтяных связующих и импрегнатов в соответствии с требованиями промышленности УКМ и УУКМ.
В настоящее время нефтеперерабатывающая промышленность располагает относительно широким ассортиментом и значительными ресурсами остаточных фракций, образующихся в различных технологических процессах первичной и деструктивной переработки нефти. К таким фракциям относятся мазуты, гудроны, крекинг-остатки, асфальты деасфальтизации, тяжелые смолы пиролиза.
Для получения нефтяных пеков из существующих установок используют установку термического крекинга, оснащенную блоком термополиконденсации, включающим печь, реактор и вакуумную колонну для отгонки дистиллята от продукта термополиконденсации, а также специальную установку термополиконденсации смолы пиролиза, оснащенную двумя реакторами и колонной для фракционирования дистиллята термополиконденсации.
Конкретная технология нефтяного пека определяется природой сырья, требованиями потребителя к качеству пека, структурой нефтеперерабатывающего и нефтехимического производства. Технологическая схема производства нефтяного пека в обобщенном виде включает подготовку сырья, его переработку с целью накопления высокомолекулярных и высококонденсированных компонентов и выделение пека из реакционной массы. На физико-химических стадиях процесса используют перегонку, экстракцию, отстаивание, фильтрацию и центрифугирование, на химических – процессы термической и термоокислительной деструктивной поликонденсации, совмещенные с фазовыми превращениями, межфазным массообменом, коагуляцией и седиментацией дисперсной фазы, испарением и отгонкой летучих продуктов.
Известно, что содержание 3,4- бензпирена в нефтяных крекинговых пеках составляет (0,04-0,15) % , в нефтяных пиролизных - (0,3-0,8) %, а в каменноугольных (1,2-3,8) %. В пиролизных нефтяных пеках содержание серы – (0,08-0,20) %, против (1,25-2,26) % в крекинговых. В пиролизных пеках на (2- 5) % меньше выход летучих продуктов, и на (3-5) % выше содержание - фракции.
Основной задачей превращения нефтяного сырья в пек является направленное формирование его группового состава, который обеспечивал бы пеку необходимые физико-химические свойства - коксуемость, спекающую способность, графитируемость и эксплуатационные характеристики с учетом оптимальной технологии его переработки - температуру размягчения, вязкость, смачивающую способность. Существуют различные технологические способы переработки исходного сырья в пек: термоокислительная конденсация, термополикондесация, вакуумная перегонка, экстракция и комбинирование перечисленных способов.
Таблица 2.3. Сравнение качественных показателей пеков “Новоуфимского НПЗ” и фирмы “Эшланд петролеум”(США)
Показатели |
Пеки “Эшланд петролеум” |
Пеки “НУ НПЗ” |
||
|
А-170 |
А-240 |
Марки А |
Марки Б |
Температура размягчения, 0С |
65 |
105 |
61 |
77 |
Выход летучих веществ, % |
72,1 |
62,4 |
73,7 |
69,3 |
Содержание S, % |
2,51 |
2,20 |
2,08 |
2,15 |
Групповой состав, % : -фракция -фракция -фракция |
2,3 33,5 64,2 |
4,4 38,2 57,4 |
2,8 30,7 66,5 |
6,2 46,5 47,3 |