

Дефекты сварных соединений, выявляемые внешним осмотром
Схема дефектов |
Виды дефектов |
Причины возникновения дефектов |
|
Смещение кромок |
Неточность сборки |
|
Перекос свариваемых деталей |
Коробление при сварке |
|
Ослабление швов |
Небрежная подготовка кромок, неправильный режим сварки, плохое качество электродов |
|
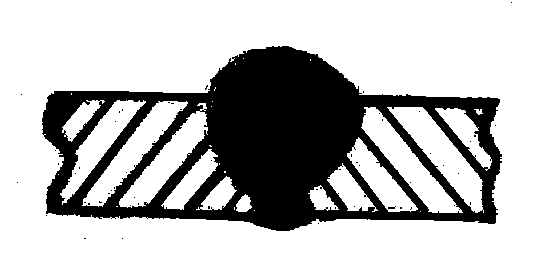
Чрезмерно усиленный шов |
Малая скорость сварки, неправильный выбор диаметра электрода |
|
Подрез – утонение основного металла в месте перехода к наплавленному металлу шва |
Применение повышенных режимов сварки, неумение сварщика манипулировать электродом |
|
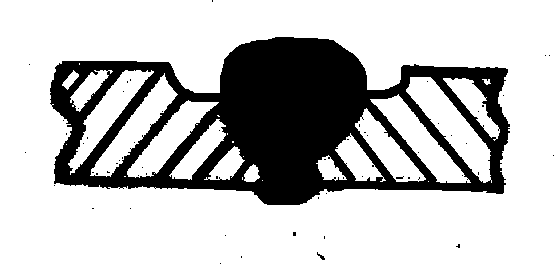
Проплав – сквозное про-плавление свариваемого соединения с образова-нием подтеков и свищей |
Малая толщина свариваемых деталей или большой зазор между ними |
|
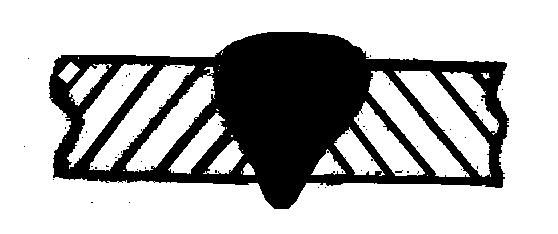
Непровар – несплавление основного металла с наплавленным и незаполнение металлом расчетного сечения шва |
Малый угол скоса кромок, малая величина зазора между кромками, загрязнение свариваемых кромок, малая сила сварочного тока |
|
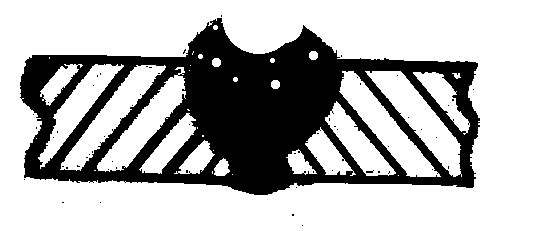
Ноздреватость металла шва – выходящие на поверхность шва поры |
Применение электродов с отсыревшей обмазкой, сварка длинной дугой, загрязнение свариваемых кромок |
|
Кратеры шва – сфери-ческие углубления в металле шва |
Обрыв дуги при электро-дуговой сварке |



Продолжение табл. 3.4
|
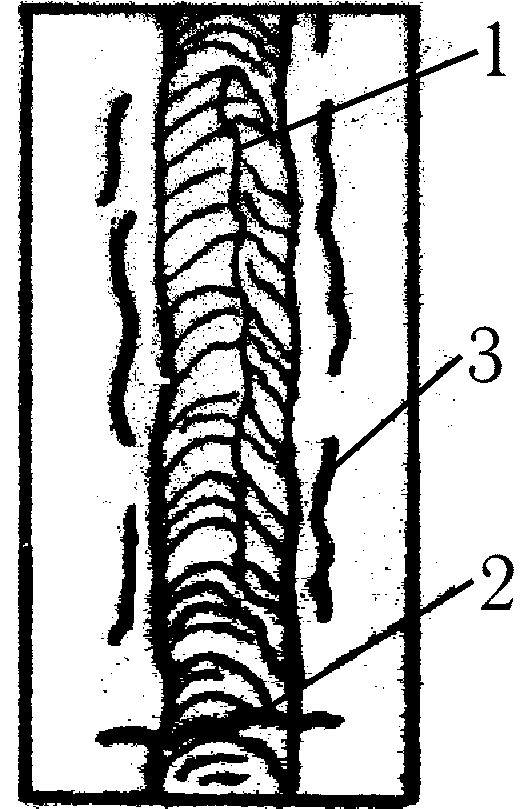
Трещины в наплавленном металле: продольные (1) и поперечные (2). Трещины в зоне термического влияния, располагающиеся параллельно шву (3)
|
Жесткое закрепление свариваемых деталей, структурные напряжения, сварка при температурах ниже 0° С, сосредоточение несколь-ких швов на небольшом участке изделия |
|
Наплывы |
Слишком быстрое наплавление электрода и натекание жидкого металла на недостаточно нагретую поверхность основного металла |

2. Порядок выполнения работы
1. Для ручной электродуговой сварки по предложенным преподавате-лем образцам S = 1…10 мм углеродистой стали (Ст 3, Сталь 10, Сталь 20, Сталь 10ХСНД, Сталь 08Х18Н10Т) выбрать: род сварочного тока, сварочное оборудование, вид разделки кромок, марку и диаметр электрода, силу сварочного тока, длину дуги.
2. Познакомиться со сварочным оборудованием и вспомогательными принадлежностями рабочего места сварщика. Произвести с помощью учебного мастера сварку подготовленных образцов, соблюдая правила техники безопасности (вентиляция, заземление сварочных машин, щиток с темным стеклом для защиты глаз, роба).
3. Познакомиться с оборудованием и технологией электроконтактной точечной сварки, электросварки (наплавки) под слоем флюса.
5. Произвести контроль сварных швов, определить виды дефектов и причины их образования.