

3. Обладнання, яке застосовується при виготовленні обмотки якоря
3.1. Верстат ОМ-1 для різання рулонних ізоляційних матеріалів
Різання ізоляції. Ізоляційні матеріали, застосовані при виготовленні обмоток і як пазова ізоляція, на заводи надходять в аркушах і в рулонах Листову ізоляцію розрізають на заготівлі необхідних розмірів ручними або механізованими ножицями; рулони - на окремі смуги роликовими ножицями або спеціальними верстатами.
Р учні
важільні ножиці завдяки простоті
конструкції й універсальності застосовують
для різання ізоляції. Однак робота
на
них важка й мало продуктивна. Вони
складаються з рухливого й нерухливого
ножів і стола.
Рис.3.1. Верстат ОМ-1
для різання рулонних ізоляційних
матеріалів
учні
важільні ножиці завдяки простоті
конструкції й універсальності застосовують
для різання ізоляції. Однак робота
на
них важка й мало продуктивна. Вони
складаються з рухливого й нерухливого
ножів і стола.
Рис.3.1. Верстат ОМ-1
для різання рулонних ізоляційних
матеріалів
Нерухливий ніж закріплений на столі, а рухливий - на важелі ножиців. Важіль скріплений зі столом віссю, навколо якої він повертається на певний кут. З однієї сторони важеля є противага для полегшення повороту важеля, а з іншого боку - рукоятка, на яку важіль із рухливим ножем опускається й піднімається. На столі верстата розташований пересувний упор для установки аркушів, що розріжуться, на певну ширину.
Па рис. 3.1 показаний верстат ОМ-1 конструкції ВНИИТелектромашу для розрізання рулонних ізоляційних матеріалів. Рулон ізоляційного матеріалу шириною 100-250 мм закріплюють ні гальмовому валу між двома конусами (гальмовий вал розташований з тильної частини верстата). З гальмового вала ізоляційний матеріал пропускається через піднятий верхній вал із блоком ножів. При опусканні блоку верхніх ножів включається верстат і починається різання ізоляційного матеріалу.
Ножі, якими розріжуть матеріали, являють собою блоки дисків, закріплені на нижньому 2 і верхньому 3 валах, із прокладками шириною, рівній ширині матеріалу, що розріжеться. Розрізана стрічка закріплюється на намотувальному валу 1. Останній по заповненні його стрічкою знімають із верстата для видалення роликів нарізаної стрічки. Блоки ножів і намотувальний вал приводяться в обертання від електродвигуна через коробки швидкостей.
3.2. Мідінарізний верстат із приводом каретки нескінченним ланцюгом
За принципом переміщення робочих органів ці верстати можна розділити на два види:
1) із приводом тягнучого органа верстата від кривошипно-шатунного механізму;
2) із приводом тягнучого органа верстата нескінченним ланцюгом.
Конструкція верстата (рис. 3.2, а) нескладна. Він складається з тягнучих і правильних механізмів.
Тягнучі й правильні механізми розташовані по обох сторони від станини, виконаної у вигляді рамної конструкції із прямокутною центральною стійкою. Таким чином, на одній станині фактично змонтовано два однакових верстати, кожний з яких має автономний привод і включення в роботу.
Тягнучий механізм являє собою ланцюгову передачу 4, приводна зірочка 5 якої одержує обертання від фланцевого двигуна 6. На ланцюзі на певній відстані (залежно від довжини відрізається заготовки) закріплюють знімні затискні каретки 3, якими простягають і відрізають мідні шини.
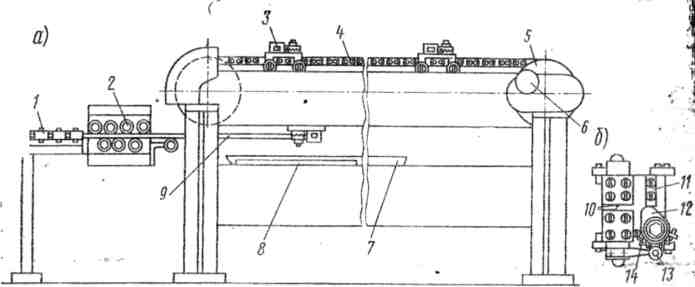
Рис. 3.2. Мідінарізний верстат із приводом каретки нескінченним ланцюгом
Правильний механізм складається із системи роликів 1 і 2 для виправлення шини по товщині й ширині.
Різання й виправлення мідних шин на верстаті здійснюються в такій послідовності. Бухту шинної міді надягають на обертову стійку, установлену поруч із верстатом. Кінець шини вручну протаскують між системою роликів, які розсовуються й утворять вільний прохід. При включенні верстата чергова натискна каретка при зустрічі із шиною 9 відрізає заготівлю, протягнену попередньою кареткою, і захоплює кінець шини. Прокинувши шину на задану відстань, ролики каретки розсовуються й відрізана заготівля 8 падає на піддон 7.
Відрізається шина ножами 10 у процесі руху каретки (рис. 3.2, б) при натиску на ножі упорами, установленими на станині верстата.
Шина в каретці захоплюється за допомогою ексцентрикового затискача, що складає з поворотного ексцентрика 12 і нерухливого упору 11. У момент наїзду каретки на шину, зустрівши упор на станині верстата, ролик 13 важеля ексцентрика повертає ексцентрика навколо осі проти годинникової стрілки. При подальшому русі, минувши упор, під впливом пружини 14 ексцентрик повертається за годинниковою стрілкою, притискаючи при цьому шину до упору. Захоплену шину каретка тягне доти, поки не зустріне наступний упор на станині, за допомогою якого відбувається поворот ексцентрика й звільнення заготівлі.
Мідінарізні верстати із приводом тягнучого органа верстата нескінченним ланцюгом більше продуктивні, чим верстати із кривошипно-шатунним механізмом, які половину подвійного ходу Шатуна затрачають вхолосту на повернення каретки.