

Технологія виготовлення виливка у кокіль
Перед використанням кокілю на нього необхідно нанести теплоізоляційне покриття. В даному випадку це краска , яка використовується спеціально для заливання в форму бронзи.
Склад теплоізоляційного покриття:
пиловидний кварц – 100 гр. ;
рідке скло – 50 гр;
вода – 1000гр.
Перед нанесенням теплоізоляційного покриття кокіль нагрівають газовими пальниками до температури 200 ºС. Фарба наноситься у виді суспензії через пульверизатор. Вода та краплі водяної суспензії, попадаючи на поверхню нагрітого кокілю випаровується , а вогнетривка складова рівним шаром покриває поверхню. Товщина шару фарби повинна бути не більше 1мм , а потім – шаром копоті. Робоча температура кокілю виготовленого зі сталі 20Л становить 300 ºС.
Кокільна машина
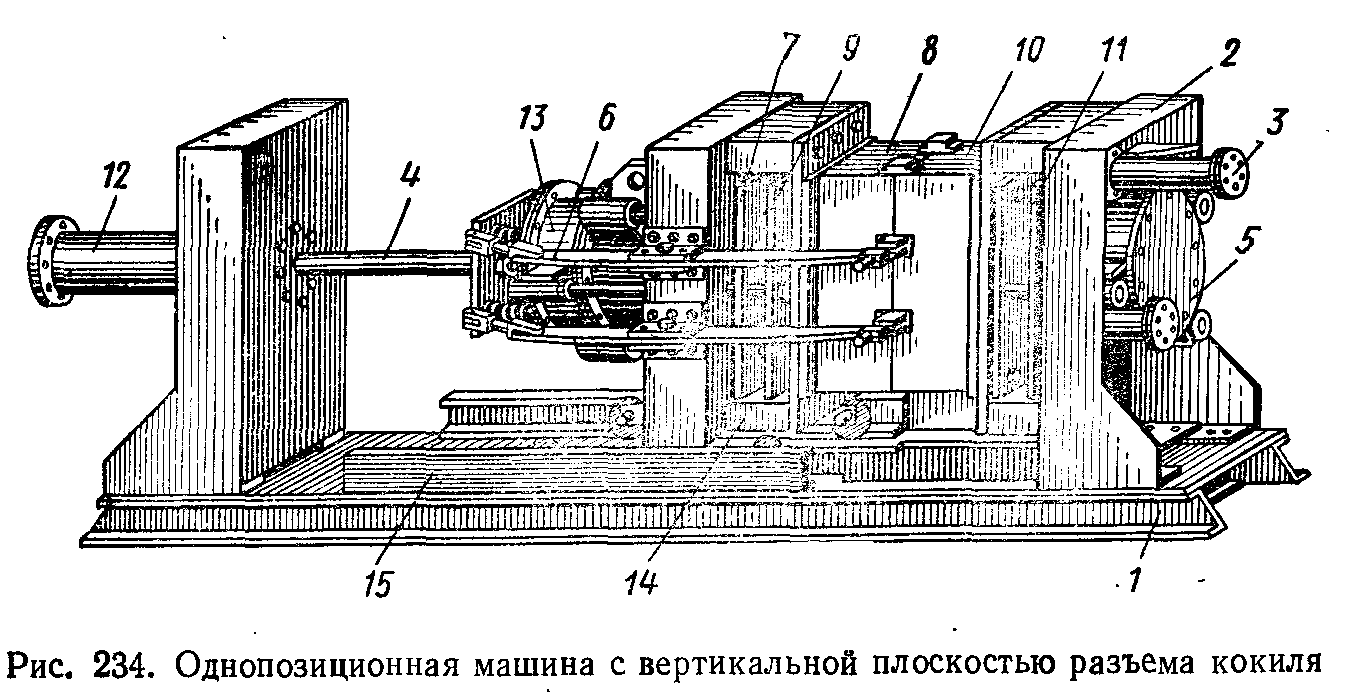
Рисунок 3.1 – Одно позиційна машина з вертикальною площиною роз`єму
кокілю.
Однопозиційні кокільні машини поділяють на механізовані та універсальні. Механізовані кокільні машини використовують в умовах крупносерійного та масового виробництва. Вони служать для виготовлення одного виливка або однотипних близьких за конструкцією виливків , коли витрати на оснащення кокілю допоміжними механізмами виправдовують себе. Універсальні кокільні машини використовують для виготовлення різних виливків , розміри кокілів для яких відповідають нормальному ряду по ГОСТ 9451 – 69 . Ці машини мають великі технологічні можливості. На них можна встановлювати кокілі з різними поверхнями роз`єму , а також використовувати металічні та піщані стержні.
Найбільш широко використовують однопозиційні кокільні машини. Прикладом може бути машина з вертикальною площиною роє`єму кокілю (рис.3.1). На рамі 1 встановлено дві стійки 2 з пневмоциліндрами 3 , 12 та підсилювачем 13.Нерухому платформу 10 прикріпляють до плити стійки , а рухому 8 – на стійці візка 14 , який штоком 4 пересувається по направляючим механізмам 6. Відрив кокілю і металевих стержнів від виливка здійснюється підсилювачами 5 та 13. Виштовхувачі встановлюють на плиті 11 , а стержні – на плитах 7 та 9.
Продуктивність однопозиційних машин складає 5-20 виливків за годину.
Виготовлення сплаву
Мідні сплави плавлять в тигельних , полум`яних , дугових та індукційних печах. До недоліків плавки в тигельних та полум`яних печах слід віднести великі витрати на паливо та угар металу. Через це плавку краще проводити в дугових печах.
Угар міді при плавці в дуговій печі складає 0,4-0,7% маси шихти , а при переплаві стружки 1,0-1,5%.
В якості шихтових матеріалів використовують мідь марок М0,М1,М2; цинк Ц1,Ц2,Ц3 та олово не нижче 0,3; свинець марок С1,С2; паспортну бронзу та латунь; відходи власного виробництва; переплавлену стружку бронзи та латуні, а для розкислення – фосфористу мідь всіх марок.
Шихту для плавки бронзи рекомендується складати з (не більше) 40% відходів власного виробництва та 30% чушок переплаву зі стружки. Шихту з великим вмістом свіжих матеріалів використовують для високоякісних виливків. Для менш відповідальних виливків в шихті використовують вторинну бронзу.
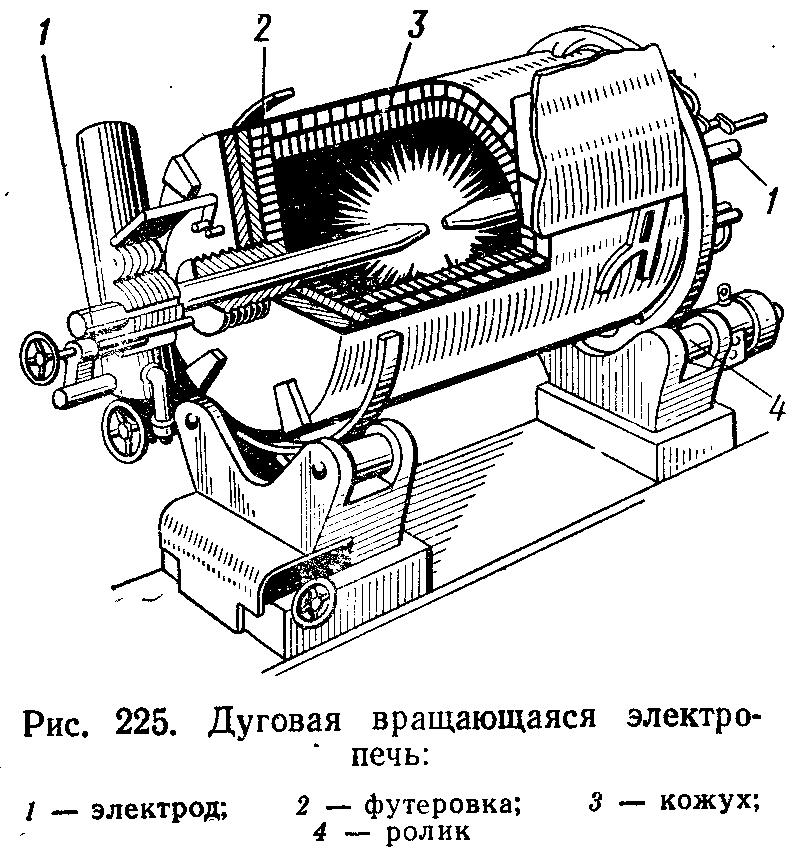
1 – електрод; 2 – футеровка; 3 – кожух; 4 – ролик.
Рисунок 3.2 – Дугова обертова електропіч
Перед початком завалки плавильну піч ретельно очищають від шлаку та залишків металу , потім нагрівають футеровку до 600- 700 ºС (вишнево – червоного кольору футеровки). Якщо в склад металу попередньої плавки входили шкідливі домішки для олов`яних бронз(кремній , алюміній та ін.), то необхідно зробити промивну плавку.
Спочатку в піч завантажують мідь. Якщо всю мідь не можна завантажити в піч відразу , то її завантажують частинами по мірі розплавлення. Нікель , якщо він входить і склад шихти , завантажують разом з міддю. В період розплавлення шихти в печі проходить окислення ще не розплавленої міді (твердої міді) і на її поверхні виникає CuO( окис міді). В цей період окисляються й інші домішки , що входять в шихту. Після розплавлення шихти рідкий розплав покривається шаром шлаку, який містить велику кількість окису міді. На розплавлений метал насипають шар древісного березового сухого вугілля для збереження металу від окислення та угару.
Більш ефективним проти угару та окислення металу при плавці в печі є рідкий флюс. При плавці олов`яних бронз в печах з шамотною футеровкою застосовують наступні флюси: 1) 41-47% SiO2 ; 25-32% MnO; 10-15% Na2O;
11-14% Al2O3; 2) 50% SiO2; 30% Na2B4O7 ; 20% СаО. Витрати флюсів на плавку складають 2-2,5% маси шихти.
Розплавлений сплав нагрівають до 1200 ºС та проводять розкислення 0,3-1,0% фосфористої міді ( в залежності від ступеня розкислення міді).
Після розкислення в ванні мідь ретельно перемішують , видаляють шлак і в декілька підходів вводять в розплав вхідні в склад шихти відходи та чушки переплаву зі стружки. Кожну нову порцію відходів та чушок вводять в ванну після розплавлення попередньої. Перед введенням в ванну шихтові матеріали повинні бути підігріті до 100-150 ºС на порозі печі.
Потім розплав нагрівають до 1160-1200 ºС та присаджують в піч цинк , попередньо підігрітий до 150 ºС. розплав ретельно перемішують , вторинно підігрівають сплав та вводять попередньо підігріте олово. Свинець , якщо він входить в склад шихти , завантажують разом з оловом. Мідь підігрівають до 1250-1280 ºС та витримують при цій температурі 5-10хв, після чого беруть пробу. При відсутності окислів та пузирів в пробі , сплав випускають із печі в піч опору (САТ-500) яка підігріває розплав і тримає постійну температуру.
З печі опору метал зливається в роздавальний ківш , а вже з ковша мірними ковшами розливається по кокілям.