

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
«ХАРЬКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ»
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ЛАБОРАТОРНОЙ РАБОТЕ «ИЗУЧЕНИЕ ПРОЦЕССА ФОРМОИЗМЕНЕНИЯ СИЛОВОГО РЕЖИМА ПРИ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКЕ»
ПО КУРСУ
«ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ»
для студентов всех специальностей дневной и заочной форм обучения
Харьков НТУ «ХПИ» 2010
Методические указания к лабораторной работе «Изучение процесса формоизменения и силового режима при открытой объемной штамповке» по курсу «Технология конструкционных материалов» для студентов всех специальностей дневной и заочной формы обучения. / В.В. Дмитрик, А.И. Христофоров, Б.В. Ситников, О.В. Титаренко – Харьков: НТУ «ХПИ», 2010. – 10 с.
Составители: В.В. Дмитрик А.И. Христофоров Б.В. Ситников О.В. Титаренко
Рецензент О.В.Акимов
Кафедра «Сварка»
Лабораторная работа №4
«ИЗУЧЕНИЕ ПРОЦЕССА ФОРМОИЗМЕНЕНИЯ СИЛОВОГО РЕЖИМА ПРИ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКЕ»
4.1 Цель работы
Ознакомление с конструкцией штампов, изучение стадий формоизменения заготовки и характера изменения усилий деформирования при открытой объемной штамповке.
4.2. Общие сведения
Процесс горячей объемной штамповки основан на заполнении специальной полости штампа (ручья) металлом заготовки. В отличие от ковки, когда течение металла ограничивается плоскостями бойков, при штамповке металл свободно течет вдоль одной или двух осей. Объемная штамповка обеспечивает заданные размеры поковки по трем осям.
Разнообразие форм и размеров штампованных поковок, применение различных исходных материалов заготовок, обусловило возникновение нескольких разновидностей процесса объемной штамповки, соответственно и различных типов штампов и технологического оборудования. В зависимости от типа штампа выделяют штамповку в закрытых и в открытых штампах.
4.2.1. Штамповка в закрытых штампах
Этот процесс, осуществляемый на горизонтально-ковочных машинах, прессах и молотах, называют безоблойной штамповкой. Сущность процесса заключается в том, что заготовка деформируется в замкнутой полости в процессе всего формоизменения (рис. 4.1 б). Основное требование к штамповке в закрытых штампах сводится к точному соответствию объемов заготовки и поковки. Если объем заготовки меньше, чем объем поковки, то имеет место незаполнение углов полости штампа и, следовательно, брак по незаполнению. При избытке металла размеры поковки по высоте будут больше нужного, а возникающие в конце штамповки распорные усилия отрицательно сказываются на долговечности штампа.
µ §
а) б)
Рисунок 4.1 – Схема открытого (а) и закрытого (б) штампов
Устройство закрытых штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах) или наоборот (на молотах).
Устройство штампа сильно варьируется в зависимости от его предназначения.
4.2.2 Штамповка в открытых штампах
Наиболее распространенными машинами-орудиями для этого способа получения поковок являются молоты и прессы. Характерным для данного процесса является образование облоя – некоторого излишка металла в исходной заготовке, вытесненного на заключительной стадии формообразования поковки в облойную заусенечную канавку, которая состоит из мостика и магазина (рис. 4.2).

Рисунок 4.2 – Схема облойной (заусенечной) канавки
Сущность процесса формоизменения и силового режима при открытой объемной штамповке, технологическую роль облоя рассмотрим на примере анализа основных этапов создания коленчатого вала автомобиля (рис. 4.3) и последовательности заполнения ручья металлом (рис. 4.4).

Рисунок 4.3 – Основные этапы создания коленчатого вала автомобиля
В общем случае процесс заполнения можно разделить на четыре стадии.
Первая стадия (рис. 4.4.1). Начинается с момента соприкосновения верхней половины штампа с заготовкой и заканчивается в момент касания боковой поверхности заготовки стенок ручья. Весь процесс представляет собой свободную осадку, т.е. уменьшение высоты заготовки на величину ∆Н1 с одновременным увеличением ее поперечных размеров. Усилие деформирования относительно невелико. На заготовку действуют внешняя сила Р, ее реакция снизу, силы трения Т по торцам заготовки.

Рисунок 4.4 – Стадии заполнения металлом полости штампа
При использовании гидравлических прессов усилие деформирования (осадки) можно определить как:
![]() , (4.1)
, (4.1)
где pi – давление по манометру, H/м2;
Fр.п. – площадь поперечного сечения рабочего поршня пресса, м2.
Тогда удельное усилие осадки, H/м2
![]() , (4.2)
, (4.2)
где Fi – площадь поперечного сечения заготовки после осадки, м2.
Вторая стадия (рис. 4.4.2). Начинается с момента подпирающего действия боковых стенок силой Q и появления сил трения Тб на боковой поверхности ручья. Вследствие появления этих сил усилие деформирования возрастает. Эта стадия штамповки завершается при обжатии на ∆Н2 в момент начала образования облоя.
Третья
стадия (рис.
4.4.3). Характеризуется
вытеканием избыточного
металла заготовки в облойную канавку
при обжатии на ∆Н3.
Заусенец при этом выполняет свою основную
технологиче
Четвертая стадия (рис. 4.4.4). Имеет место, если к моменту заполнения ручья поковка недоштампована, т.е. имеет высоту большую, чем по чертежу, на величину ∆Н4. Для вытеснения из полости штампа избыточного металла приходится затрачивать дополнительную энергию. На этой стадии штамповки силы трения остаются лишь на заусенце. Сопротивление деформации возрастает до наибольших величин. Экспериментами показано, что на этой стадии закачивается 30 – 50% общей энергии при незначительной абсолютной деформации.
Как вытекает из проведенного выше анализа, сопротивление истечению металла в полость оказывается максимальным на облойном мостике канавки. Следовательно, правильное определение ее размеров и конфигурации - одна из основных задач при конструировании штампов. На рис. 4.5 показаны некоторые типы применяемых облойных канавок.
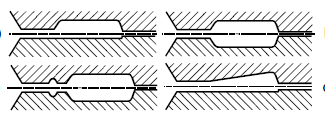
Рисунок 4.5 – Некоторые типы облойних канавок
Наиболее выгодные условия штамповки соответствуют наименьшему расходу металла, минимальной затрате работы на деформацию при наиболее низких давлениях, что возможно при минимальной продолжительности четвертой стадии. Минимальный расход металла в заусенец определяется в связи с его основным технологическим назначением и зависит oт формы заготовки, положения плоскости разъема штампа, размеров канавки и ряда других технологических факторов.
Оптимальные условия штамповки должны обеспечить хорошее качество поковок при высоких показателях производительности и стойкости штампов.
4.3 Оборудование, инструмент, материалы
Работа производится на гидравлическом прессе УИМ-50 в специальном открытом штампе с направляющими колонками. Материал образцов – свинец.
Образец 1: ø 50мм, h = 60мм;
Образец 2: ø 50мм, h = 70мм;
Мерительный инструмент; штангенциркуль и линейка, прикрепляемая к нижней половине штампа.
4.4 Порядок выполнения работы
4.4.1. Ознакомление с устройством и работой пресса, конструкцией штампа.
4.4.2 Экспериментальное изучение процесса заполнения полости штампа.
В полость штампа устанавливается образец №1 и осаживается до момента касания заготовки боковой поверхности штампа, что видно через зазор между половинами штампа. Зафиксировав по силоизмерителю пресса значение усилия ∆Н1 по линейке, поднять верхнюю половину штампа и визуально оценить степень заполнения в конце первой стадии. Аналогично изучаются стадии 2, 3, 4 для образца №1 и весь процесс формоизменения образца №2. Результаты замеров заносятся в таблицу 4.1. По данным таблицы 4.1 строятся графики изменения усилий Р в зависимости от пути перемещения верхней половины штампа ∆Н для обоих образцов. Полученные кривые разбиваются в соответствии с отмеченными стадиями. По полученным данным из двух заготовок выбирается оптимальная и делается обоснование принятого решения.
Таблица 4.1
Результаты измерений при штамповке
№ образца |
№ стадии |
Суммарная база деформации Н, мм |
Величина базы деформации на каждой стадии ∆Н,мм |
Усилие пресса Р, Н |
Примечания |
1 |
1 2 3 4 |
|
|
|
|
2 |
1 2 3 4 |
|
|
|
|
4.5. Содержание отчета
Отчет должен содержать:
название и цель работы;
эскиз поковки;
стадии заполнения металлом полости штампа;
таблицу измерений;
графики изменения усилий при штамповке;
выводы по работе.
4.6. Контрольные вопросы
Что называют осадкой?
В каких случаях применяют горячую объемную штамповку?
Силы контактного трения при осадке и штамповке
Особенности штамповки в открытых/закрытых штампах
Пути уменьшения контактного трения при штамповке
Деформация образца при штамповке в открытых штампах
Необходимость выбора типа облойных канавок
Достоинства и недостатки штамповки в открытых/закрытых штампах
Литература
1. Кнорозов Б.В. и др. Технология металлов. – М.: Металлургия, 1978. – 904 с.
2. Охрименко Я.М. Технология кузнечно - штамповочного производства. – М.: Машиностроение, 1976. – 560 с.
Навчальне видання
МЕТОДИЧНІ ВКАЗІВКИ
до лабораторної роботи
«Вивчення процесу формозміни і силового режиму при відкритій штамповці»
з курсу
«Технологія конструкційних матеріалів»
для студенпв денної та заочної форми навчання
Російською мовою
Укладачі: В.В.Дмитрик
А.І.Христофоров
Б.В.Сітников
О.В.Титаренко
Відповідальний за випуск А.І.Христофоров
Роботу рекомендував до видання М.А.Погрібний
План 2010, поз.___
Підп. по друку________ Формат________ Папір офсетний
Друк.ризографія Гарнітура Times New Roman Умов.друк.арк.
Ціна договірна Наклад _15_екз. Зак.№_______
НТУ «ХПІ», 310002, м.Харків, вул.Фрунзе,21.
___________________________________________________________________