Производство асбестоцементных изделий
Способы производства асбестоцементных изделий в зависимости от количества воды, которое используется при их изготовлении, подразделяются на: мокрый, полусухой и сухой. При мокром способе изделия формуют, используя асбестоцементные суспензии, содержащие 8-16% асбеста и цемента и 92-84% воды. При полусухом способе изделия получают из концентрированной сметанообразной массы, содержащей 20-40% воды. При сухом способе производство изделий осуществляется из увлажненной асбестоцементной смеси с содержанием воды 12-16%. В технологии производства асбестоцементных изделий имеются технологические операции, которые производятся при всех способах: приготовление шихты асбеста, распушка асбеста, смешение его с цементом и водой, формование изделий, их твердение, механическая обработка.
Приготовление шихты .заключается в составлении смеси асбеста нескольких марок с тем, чтобы при формовании обеспечить высокую фильтрующую способность, плотность и водоудержание асбестоцементных масс.
Распушка асбеста производится в два этапа: обминание пучков асбеста на бегунах или валковых машинах и затем расщепление размятых пучков на отдельные волокна в голлендерах или гидропуши-телях при мокром способе и в дезинтеграторах при мокром, полусухом и сухом способах производства изделий.
Приготовление асбестоцементных смесей производится в зависимости от способов производства в различных устройствах.
Асбестоцементная суспензия производится в голлендерах или турбосмесителях, куда подается асбестовая суспензия после гидравлической распушки, цемент и дополнительное количество воды до содержания ее в суспензии 97-86%. Асбестоцементные смеси для полусухого и сухого способа производства изделий получают двух-стадийным перемешиванием: вначале в смесителе сухих компонентов, затем в бетоносмесителе циклического действия с добавлением воды.
Формование изделий. Сущность формования изделий состоит в отфильтровании воды из асбестоцементной массы до необходимого уплотнения и придания ей заданных формы и размеров. При мокром способе производства формование листовых изделий производится получением цилиндрических пластичных асбестоцементных полуфабрикатов с использованием круглосетчатых машин (рис. 9.6), а затем прессования или волнирования на прессах и беспрокладочных волнировщиках.
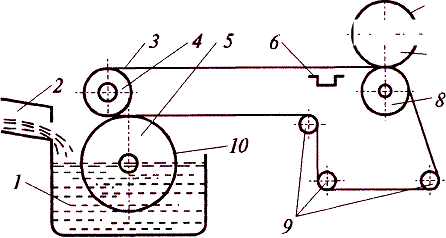
Рис. 9.6. Схема формовочной машины для производства асбестоцементных изделий 1 - металлическая ванна; 2 - желоб подачи асбестоцементной массы; 3 - лента конвейера; 4 - прижимной вал; 5 - слой асбестоцементной массы; 6 - вакуум-коробка; 7 - форматный барабан; 8 - ведущий вал; 9 - натяжной валик; 10 - барабан, обтянутый металлической сеткой
Твердение асбестоцементных изделий, как правило, осуществляется в две стадии: предварительное твердение до набора прочности, обеспечивающей дальнейшее бездефектное внутризаводское транспортирование и окончательное.
Предварительное твердение изделий после выдержки при нормальных условиях в течение 6-8 часов осуществляется в пропарочных Предварительное твердение труб и других изделий может осуществляться и в бассейнах с водой при температуре не ниже 20°С в течение 3-8 суток. Окончательное твердение изделий на портландцементе производится в закрытых помещениях (теплых складах) при нормальных условиях в течение не менее 7 суток. Окончательное твердение изделий на песчанистом цементе производится в автоклавах при давлении пара 0,8 МПа и температуре 172-174°С в течение 12-16 часов.
Механическая обработка изделий производится после предварительного или окончательного их твердения и включает операции: обрезка кромок листов, обрезка труб по торцам и обтачивание концов напорных труб со снятием фаски.
Изделия из асбеста Асбестоцементные изделия обладают высокой прочностью, морозостойкостью и малой водопроницаемостью. Они теплостойки, имеют пониженную теплопроводность, их сравнительно легко обрабатывать. Под влиянием влаги они не корродируют, со временем их прочность несколько увеличивается. Недостаток асбестоцементных изделий - малое сопротивление удару и коробление. В современном строительстве широко применяют разнообразные асбестоцементные изделия: плитки и листы (профилированные и плоские) облицовочные и кровельные, напорные и безнапорные трубы, муфты, короба, подоконные и электроизоляционные доски, изделия специального назначения, малые архитектурные формы (цветочницы, вазы и пр.). Профилированные листы изготовляют из асбестоцемента волнистыми (обыкновенного и усиленного профиля) и полуволнистыми.
Листы волнистые имеют форму прямоугольника с шестью (восемью) волнами, направление гребней которых совпадает с направлением большой стороны прямоугольника. Длина волнистых листов обыкновенного профиля (ВО) - 1200, ширина - около 700 и толщина - 5,5 мм. Листы волнистые усиленного профиля (ВУ) несколько толще, что позволяет изготовлять их больших размеров. Длина их - 2800, ширина - около 1000 и толщина - 8 мм. В последние годы разработан новый тип асбестоцементных волнистых листов - СВ-40-250 размером 2500x1150x6 мм. По сравнению с ранее выпускаемыми листами ВО эти листы имеют большую полезную площадь и меньший расход асбестоцемента на 1 м2 полезной площади. Листы, профилированные должны быть строго прямоугольной формы, без трещин и отколов. Предел прочности при изгибе листов ВО должен быть не менее 16 МПа, ВУ - свыше 18 МПа, водопоглощение листов - не выше 28 %, морозостойкость - не ниже Мрз 25. Профилированные асбестоцементные листы применяют для устройства кровель, облицовки стен, ограждений балконов и т.п. Плоские облицовочные асбестоцементные плиты выпускают непрессованными и прессованными повышенной прочности (при изгибе не менее 25 МПа) толщиной 4-10, шириной до 1600 и длиной до 2800 мм. В процессе формования их лицевую поверхность отделывают в зависимости от назначения декоративным асбестоцементным слоем, окрашивают водостойкими эмалями, полируют, а также делают рельефной, имитирующей керамическую глазурованную плитку. Плиты, окрашенные водостойкими эмалями, в последнее время с успехом применяют для облицовки панелей, потолков, стен санитарных узлов и кухонь жилых и общественных зданий. Асбестоцементные трубы широко применяют для устройства водопроводов (напорные трубы), канализации (безнапорные трубы), газопроводов и сетей механизированного орошения полей. Асбестоцементные водопроводные трубы имеют длину 2950-3950, внутренний диаметр - 50-500, толщину стенок - 9-43,5 мм. Трубы должны быть прямыми, строго цилиндрической формы, с гладкой внутренней поверхностью и без трещин. Напорные трубы выпускают нескольких марок с рабочим давлением от 0,3 до 1,2 МПа. Длина канализационных труб - 2500-4000, внутренний диаметр - 50-600, ток шина стенок - 7-18 мм. Для соединения водопроводных и канализационных труб используют соединительные асбестоцементные муфты. Вентиляционные короба изготавливают круглого и прямоугольного сечения, безраструбные или с раструбом на одном конце. Пеноасбест.Получается путём первоначальной тонкой механической распушки первых сортов асбеста мягкой текстуры с последующей дополнительной диспергацией волокна химическими реагентами. В результате получают один из самых лёгких теплоизоляционных материалов со средней плотностью 25-60 кг/куб.м и теплопроводностью 0.028-0.45 Вт/мК. Предельная температура применения 400°С. Асбест сухой.Применяется для теплоизоляции печей и нагревательных приборов, обмуровки паровых котлов, газовых турбин. Асбокартон КАОН (картон асбестовый общего назначения)Представляет собой лист размером 1000х800 мм; содержание асбеста 98-99%.Асбокартон применяется в промышленной теплоизоляции в качестве температуростойких прокладок, огнезащитного теплоизоляционного материала, а также для уплотнения соединений приборов, аппаратуры и коммуникаций. - температура рабочей среды до + 500 град С; - можно размачивать; - пожаро-, взрывобезопасен. Асбестовые ткани АТ Применяются в качестве теплоизоляционного и прокладочного материала; используются при изготовлении прорезиненных тканей и набивок, прокладочных манжет, колец, рукавов, асботекстолитов и асбопластиков. Асбестовые ткани представляют собой тканое полотно шириной 1350 или 1550 мм и толщиной:
- содержание асбеста 81-98%; - постявляется в рулонах ~40 кв.м.; - температура рабочей среды +400 град.С (АТ-1, -2, -3, -4), + 450 град.С (АТ-7, -9, -8), + 100 град С (АТ-16). Шнур асбестовый предназначен для теплоизоляции тепловых агрегатов, уплотнения соединений в тепловых агрегатах и теплопроводящих системах. Применяют в различных отраслях агропромышленного комплекса, в теплосетях жилищно-коммунального хозяйства. - рабочая среда: газ, пар, вода; - рабочее давление до 0,1 МПа; - температура рабочей среды до +400 град. С; - диаметр от 2 до 32 мм (ШАОН) и 22-25 мм (ШАП). |