

 Введение
Введение
Приспособлениями в машиностроении называют дополнительные устройства к технологическому оборудованию, применяемые при выполнении технологических операций. За счёт использования приспособлений устраняется необходимость разметки заготовок, расширяются технологические возможности металлообрабатывающего оборудования, возрастает производительность труда, повышается точность обработки и качество изделий, обеспечивается возможность применения прогрессивных технологий обработки, создаются условия для механизации и автоматизации процессов производства, снижается себестоимость изготовления продукции, улучшаются условия и безопасность труда.
В настоящее время особое внимание уделяется проектированию приспособлений для станков с ЧПУ . Переналадка станков с ЧПУ на обработку других заготовок сводится к замене программы и приспособлений. Для успешного решения вопросов научно-технического прогресса не обходимо стремится к созданиюю быстро переналаживаемых приспособлений для установки заготовок с малыми затратами времени
Целью курсового проекта является расчёт и конструирование станочного специального фрезерного приспособления для технологической операции фрезерование наклонной лыски, выдерживая угол в 300 в детали «Клин».
Анализ исходных данных
Спроектировать специальное станочное приспособление для технологической операции фрезерования паза шириной 10N9.
Разработать технологический процесс изготовления детали.
Таблица 1-Маршрут обработки детали «Вал редуктора»
Операция |
Наименование и содержание операции |
Оборудование |
|
1 |
2 |
3 |
|
005 |
Заготовительная |
|
|
010 |
Фрезеровать торцы в размеры 384+1,0 и центровать с двух сторонодновременно |
|
|
015 |
Точить предварительно шейку Ø 34js6, Ø40h8, Ø45k6 |
|
|
020 |
Точить шейку Ø40k6 |
|
|
025 |
Фрезеровать шпоночный паз Ø10 и Ø14 |
Фрезерный вертикальный станок |
|
030 |
Термообработка |
|
|
035
|
Шлифовать: Ø34js6, Ø41h8, Ø45k6
|
|
|
040
|
Контрольная
|
|
|
Анализ заданной технологической операции
Заданная технологическая операция выполняется на вертикально-фрезерном станке. Используется станок для фрезерования паза 6Р10.
Используемый инструмент – фреза концевая из быстрорежущей стали Р18 с цилиндрическим хвостовиком Ø10ГОСТ 17025-71.

Анализ исходных данных
Из рассмотрения чертежа детали следует, что точность ширины паза, обеспечивается инструментом (фреза концевая). Точность паза обеспечивается базированием, а точность глубины паза обеспечивается настройкой.
Выбор конструктивного кода
Конструкторский код приспособления определяется по классификатору ЕСКД.
Класс 29 – оснастка технологическая. Кроме режущего инструмента.151001.29000.7269.
2. Выбор схемы базирования, закрепления. Расчет погрешности базирования
2.1 Выбор схемы базирования
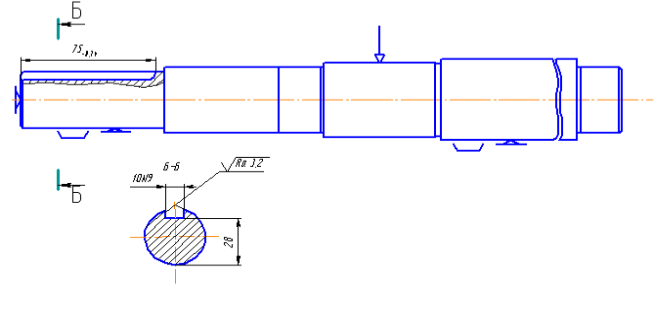

Рисунок 1 – Схема базирования
Из анализа заготовки видно, что для установки ее в приспособление за базы следует принять наружную цилиндрическую поверхность А и торец Б.
За установочные элементы принимаем:
Призмы – базирование по наружной цилиндрической поверхности.
Плоская опора – базирование по торцу.
Выбранная схема базирования имеет 5 опорных точек, что достаточно для обеспечения точности.
2.2 Схема закрепления

Деталь базовой цилиндрической поверхностью устанавливается на 2 призмы. Доводится до упора в торец. Закрепление детали производится винтовым прихватом.
2.3 Расчет погрешности базирования
Так как деталь устанавливается в призмы, то найдем погрешность базирования на глубину.

Где δ – допуск на размер базовой поверхности Ø34js6.