

-
В а ыбор припусков на механическую обработку.
А

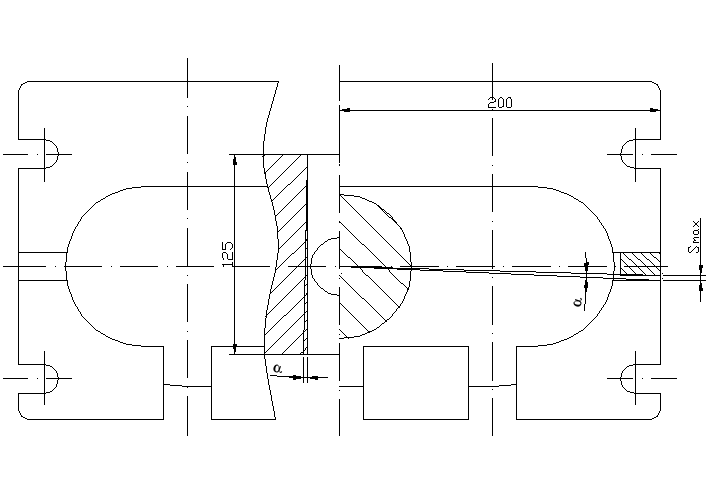
Рис.2. Заготовка с начисленными припусками и допусками
Припуски и допуски на обрабатываемые поверхности назначаем табличным методом по ГОСТ 26645-85 и записываем в таблицу 3:
Таблица 3
|
Поверх-ность |
Размер, мм |
Припуск на сторону, мм |
Допуск, мм |
|
1,3 |
264 |
2,0 |
1,6 |
|
2 |
259 |
2,0 |
1,6 |
|
4,5 |
125 |
1,6 |
1,2 |
|
6,7 |
30 |
1,4 |
0,9 |
|
8 |
100 |
21,6 |
1,1 |
|
9 |
45+0,025 |
22,0 |
1,0 |
|
10 |
36+0,025 |
22,0 |
0,9 |
|
11 |
75 |
21,6 |
1,1 |
|
12 |
85+0,03 |
22,4 |
1,1 |
|
13 |
22 |
1,3 |
0,8 |
|
14 |
28 |
1,4 |
0,9 |
|
15 |
80 |
1,6 |
1,1 |
|
16 |
110 |
1,6 |
1,1 |
Для упрощения отливки на поверхность 2 назначаем припуск 7 мм, убирая тем самым размер 259 мм, на поверхность 12 211,6 мм.
Расчет припусков аналитическим методом.
Исходные данные:
Наименование детали: Корпус
Заготовка: литье
Масса: 99 кг.
Класс точности: 7
Произведем аналитический расчет припуска на 3 отверстия 45+0,025. Результаты расчета запишем в таблицу 4:
Таблица 4
|
Технологичес-кие переходы обработки поверхности 45+0,025 |
Элементы при-пуска, мкм |
Расчет-ный при-пуск
мкм |
Расчет-ный
размер
|
До-пуск δ, мкм |
Предельный Размер, мм |
Предельные значения при- пусков, мкм |
|||||
|
Rz |
T |
ρ |
ε |
|
|
|
|
||||
|
Заготовка |
700 |
823 |
- |
- |
41,743 |
1000 |
40,743 |
41,743 |
- |
- |
|
|
Растачивание: Черновое |
50 |
– |
41 |
87 |
21528 |
44,799 |
250 |
44,549 |
44,799 |
3,056 |
3,806 |
|
Развертывание Чистовое |
20 |
– |
2 |
4 |
291 |
44,981 |
62 |
44,919 |
44,981 |
0,182 |
0,37 |
|
Точное |
5 |
– |
– |
0,2 |
222 |
45,025 |
25 |
45 |
45,025 |
0,044 |
0,081 |
|
Итого: |
|
|
|
|
21641 |
|
|
|
|
|
|
Суммарное значение Rz и T, характеризующее качество поверхности литых заготовок, составляет 600 мкм [1. стр. 63, табл. 4.3]. После первого технологического перехода Т исключается из расчетов, поэтому для чернового, чистового и тонкого растачивания находим только значение Rz (соответственно 50, 10 и 5 мкм) [1. стр. 64, табл. 4.5]. Суммарное значение пространственных отклонений для заготовки данного типа определим по формуле:
![]() [1. стр. 83]
[1. стр. 83]
Коробление отверстия следует учитывать как в диаметральном, так и в осевом сечении, поэтому:
![]() [1.
стр. 84]
[1.
стр. 84]
Удельное
коробление отливок
![]() =
0,7 [1. стр. 71, табл. 4.8].
=
0,7 [1. стр. 71, табл. 4.8].
Учитывая, что суммарное смещение отверстия в отливке относительно наружной ее поверхности представляет геометрическую сумму в двух взаимно перпендикулярных плоскостях, получим:
 ,
где [1. стр. 84]
,
где [1. стр. 84]
![]() и
и
![]() – допуск на размер 195 по
14 квалитету,
200 по классу точности, соответствующему
данной отливке.
– допуск на размер 195 по
14 квалитету,
200 по классу точности, соответствующему
данной отливке.
[1. стр. 28, табл. 2.4.]
![]()
Тогда суммарное значение пространственного отклонения заготовки
![]() .
.
Остаточное
пространственное отклонение заготовки
после чернового растачивания
![]() .
.
Остаточное
пространственное отклонение заготовки
после чистового развертывания
![]() .
.
Погрешность установки при первом черновом растачивании:
![]() .
.
![]()
П = 0,018мм = 18 мкм
Ш = 0,018 мм = 18 мкм
Smin = 0,012 мм = 12 мкм
![]()
![]()
![]()
Погрешность на длине обрабатываемого отверстия
![]()
з = 80 мкм
![]()
Остаточная
погрешность установки после первого
чернового растачивании
![]() .
.
Так
как черновое, чистовое и тонкое
растачивание производятся в одной
установке, то далее![]() .
.
Остаточная
погрешность установки после чистового
развертывания
![]() .
.
Минимальное значение межоперационных припусков:
![]() . [1.
стр. 85]
. [1.
стр. 85]
Минимальный припуск под черновое растачивание:
![]() .
.
Минимальный припуск под первое чистовое развертывание:
![]()
Минимальный припуск под второе точное развертывание:
![]()
Общий минимальный припуск
![]()
![]()
Определим максимальные диаметры по операциям
Dр2=45,025-0,044=44,981 мм
Dр1=44,981-0,182=44,799 мм
Dз=44,799-3,056=41,743 мм
Точное развертывание
3 = 25 мкм
Чистовое развертывание
2 = 62 мкм
Черновое растачивание
1 = 250 мкм
Заготовка
з = 1000 мкм
Определим минимальные диаметры по операциям
Dр2=44,981-0,062=44,919 мм
Dр1=44,799-0,25=44,549 мм
Dз=41,743-1,0=40,743 мм
Номинальный диаметр заготовки
Dз ном=41,743-0,5=40,243 мм
Точное развертывание
2Zпрmin3 =45,025-44,981=0,044 мм = 44 мкм
2Zпрmax3 =45-44,919=0,081 мм = 81 мкм
Чистовое развертывание
2Zпрmin2 = 44,981-44,799=0,182 мм = 182 мкм
2Zпрmax2 =44,919-44,549=0,37 мм = 370 мкм
Черновое растачивание
2Zпрmin1 = 44,799-41,743=3,056 мм = 3056 мкм
2Zпрmax1 = 44,549-40,743=3,806 мм = 3806 мкм
Общий припуск
2Z0 min =44+182+3056 = 3282 мкм
2Z0 max = 81+370+3806 = 4257 мкм
Общий номинальный припуск
2Z0 ном =2Z0 min + з/2 - 3 = 3282+500-25 = 3757 мкм
Проверка:
Dз ном =D3 ном – 2Z0 ном = 45-3,757=41,243 мм
2Zпрmax3 - 2Zпрmin3 = 81 – 44 = 37 мкм ; 2 - 3 =62-25=37 мкм
2Zпрmax2 - 2Zпрmin2 = 370 – 182 = 188 мкм ; 1 - 2 =250-62=188 мкм
2Zпрmax1 - 2Zпрmin1 = 3806 – 3056 = 750 мкм ; з - 1 =1000-250=750 мкм
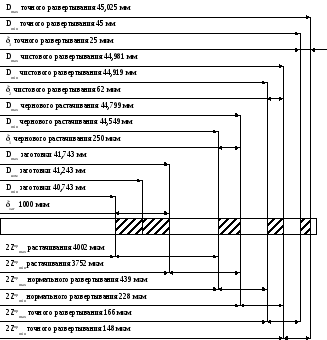
Рис.
3