

3.1.5 Конструкторские расчеты Расчет массы детали
Для примера рассмотрим конструкторские расчеты для детали, эскиз которой показан на рисунке 1.
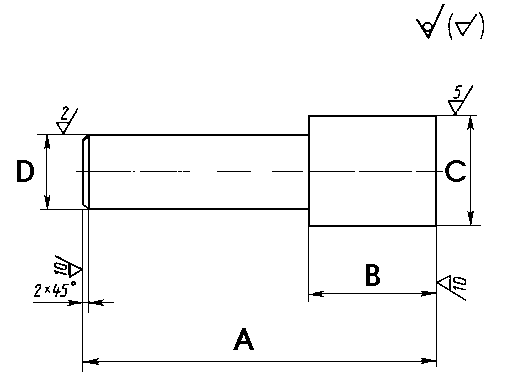
Рис. 1. Эскиз детали вал: А- 120мм, В-100мм, С-27,5мм, D-15мм.
Расчет массы детали производится по формуле:
![]() ,
,
где
![]() - плотность материала;
- плотность материала;
![]() -
объем детали.
-
объем детали.
Плотность
стали
![]() кг/см
кг/см![]()
Данный вал представляет собой два соединенных между собой цилиндра.
Первый
цилиндр: радиус(D)
R![]() =
15 мм и длина h
= 20 мм
=
15 мм и длина h
= 20 мм
Объем первого цилиндра:
V
=![]()
![]() =
=
![]() мм
мм
Второй
цилиндр: радиус(C)
R![]() =
27,5 мм и длина(B)
h
= 100 мм
=
27,5 мм и длина(B)
h
= 100 мм
Объем второго цилиндра:
V
=![]() мм
мм
Объем всего вала
V= V + V =251592,5мм
Масса вала:
![]() =
1962421,5мг=1,96кг
=
1962421,5мг=1,96кг
Расчет коэффициента использования материала детали
Расчет коэффициента использования материала детали определяется по формуле:
![]() ,
,
где
V![]() -
объем детали,V
-
объем детали,V![]() -
объем заготовки.
-
объем заготовки.
Учитывая припуск размеров на токарную обработку, найдем объем заготовки. При этом радиусы цилиндров
![]()
![]() мм,
мм,
![]() мм
мм
Тогда:
V
=
=![]() =
=![]() мм
мм
V
=![]() мм
мм
V = V + V = 331431,71мм
Получаем коэффициент использования материала детали.
=![]()
![]()
Этот расчет сделан для того случая, когда рассматривается заготовка только для одной детали. Необходимо в сортаменте на выбранную марку, например, стали выбрать подходящих размеров прутки и определить, сколько заготовок можно изготовить из одного прутка, и сколько прутков необходимо для изготовления всей годовой программы. Это означает, что в формуле для расчета коэффициента использования материала в числителе появится множитель n. В этом случае коэффициент использования материала значительно уменьшится, т.к. редко бывает, чтобы выбранный пруток раскраивался на детали без остатка. Также в предложенном расчете не учитывается материал, затраченный при разрезке прутка на заготовки. Поэтому для этого примера очень важно, какой размер прутка будет выбран по сортаменту. В данном случае предполагается изготовление детали вал точением, так отходы не велики, но если размеры вала будут другие, например размер В будет на много меньше размера А, то изготовление вала точением не целесообразно - коэффициента использования материала будет низким.
3.1.6. Выбор и обоснование технологического процесса Основные понятия технологии деталей
Заготовки - полупродукт производства, из которого, изменяя формы, физические свойства изготовляют деталь. Заготовки получаются предварительной обработкой исходных материалов: методами литья, давления, прессования, резки.
Деталь РЭА - это простейший элемент РЭА имеющий ограниченный комплекс свойств, соответствующий его функциональному назначению и изготовленный из одного или нескольких материалов без использования механической сборки.
Производственный процесс - совокупность всей действий людей, орудий и естественных процессов в результате которых полуфабрикат превращается в готовую продукцию. Он включает в себя не только изготовление и сборку деталей, но и транспортирование, хранение, изготовление оснастки, инструментов и т.д.
Этапы разработки технологических процессов
Детали приборов могут быть сделаны из различных материалов разнообразными способами, каждый из которых предъявляет к конструктивным формам и размерам свои специфические и технологические требования. Даже при небольшом объеме производства имеется возможность перехода на точные и производительные способы производства заготовок, так более дорогостоящая заготовка, изготовленная с меньшим припуском и большей точностью по отношению к детали, может быть, в конечном счете, экономичнее. Для изготовления деталей серийного производства существуют унифицированные технологические процессы (ТП).
В общем случае разработка ТП включает в себя:
Выбор вида ТП и подбор ранее разработанного унифицированного ТП, если такие возможности имеются;
Выбор вида исходной заготовки или состояния исходного материала;
4. Определение предварительного содержания операций, схем, установок заготовок и последовательным выполнением операций (маршрутная карта).
5. Выбор технологического оборудования, средств автоматизации, уточнение содержания операций.
6. Назначение и расчет режимов обработки, нормирование переходов и операций, определение профессии и квалификации рабочих.
7. Расчет и проектирование производственных участков, размещения оборудования, разработка операций.
8.Оформление документации и ТП.