

2. Оборудование, приборы, инструменты
Токарно-винторезный станок 1К62, заготовка – сталь 40(50) с пределом прочности σВ = 500…900МПа, 210…240 НВ, ø70…80мм, l=350…450мм, резец проходной стандартный, резец проходной с радиусами закругления (r = 0,5; 2,0; 5,0 мм), резец для больших подач, инфракрасный пирометр «Fluke 62»; эталонные образцы разной шероховатости.
3. Исходные данные
Таблица 3.2. Степень влияния элементов процесса резания на температуру в зоне резания и шероховатость обработанной поверхности
Номер опыта |
Режущий инструмент |
Радиус закругления r, мм
|
Параметры режима обработки |
Показания пирометра «Fluke 62», 0С |
Шероховатость поверхности |
||||
Глубина резания, t, мм |
Подача, s, мм/ об |
Частота вращения, n, мин-1 |
Скорость резания, v, м/ мин |
Класс |
Ra, мкм |
||||
1 2 3 4 5 6 |
Резец проходной стандартный |
|
0,5
|
0,084 0,34 0,61 1,04 1,56 2,42 |
160 |
|
|
|
|
7 8 9 10 |
То же |
|
0,25 0,50 0,75 1,00 |
0,39 |
125 |
|
|
|
|
11 12 13 14 |
То же |
|
0,75 |
0,39 |
40 125 200 315 |
|
|
|
|
|
Резец проходной стандартный |
0,5 2,0 5,0 |
|
0,21 |
160 |
|
|
|
|
Продолжение таблицы 3.2
|
Резец для больших подач |
|
|
2,42 |
160 |
|
|
|
|
4. Порядок выполнения работы
4.1. Изучить методику определения температуры резания при точении.
4.2. Изучить основные параметры шероховатости поверхности.
4.3. Ознакомиться с техникой безопасности, оборудованием, приборами, инструментами и содержанием работы.
4.4. Закрепить заготовку указанных выше размеров в 3-х кулачковом патроне станка и подпереть ее вращающимся центром задней бабки.
4.5. Токарный проходной резец с пластинкой из твердого сплава Т5К10 (или Т5К6) установить в резцедержатель станка.
4.6. Обработать заготовку на токарно-винторезном станке модели 1К62 в соответствии с требованиями исходных данных, табл. 3.2 (при различных режимах резания):
- для определения зависимости температуры резания от подачи режим назначить в соответствии с п.1 - 6 таблицы 3.2 (при постоянной глубине резания t = 0,5мм и частоте вращения шпинделя n = 160 мин-1); показания пирометра при каждом режиме заносить в таблицу;
- для определения зависимости температуры на режущей кромке резца от глубины резания обработку производить при постоянной частоте вращения шпинделя n = 125 мин-1, подаче s = 0,39мм/об и переменной глубине резания t, равной 1,00; 0,75; 0,50; 0,25мм, (табл. 3.2 п.7-10);
- температуры на режущей кромке резца от скорости резания - при постоянных глубине резания t = 0,75мм и подаче s = 0,39 мм/ об и при переменной частоте вращения шпинделя n, равной 40; 125; 200; 315 мин-1 табл.3.2 п. 11-14). Показания занести в отчет.
- для определения влияния радиуса при вершине резца на шероховатость обработанной поверхности, участки заготовки обточить резцами с разными радиусами закругления вершины (0,5; 2,0; 5,0). Определить класс шероховатости поверхности при каждом опыте и полученные данные занести в табл. 3.2 в графу «Класс» («Ra»).
- обточить заготовку проходным резцом для больших подач (резец Колесова) по режимам, указанным в табл. 3.2. Результаты занести в отчет.
На каждом режиме обтачивать заготовку на определенную длину (30-40 мм) и замерять температуру резания после ее стабилизации.
Для большей точности результатов экспериментов замеры температуры резания начинать после того, как резец удалиться от торца заготовки на расстояние l > d (где d – диаметр заготовки) и прекращать замеры температуры при расстоянии от патрона l > d.
4.7. Построить в логарифмических координатах графики зависимости температуры резания «θ» от глубины «t», подачи «s» и скорости «v» т.е.
θ = f (t); θ = f (v); θ = f (s).
4.8. Обработать
результаты экспериментальных данных
и вывести формулу типа
![]() v0,4s0,24t0,1
по следующей
методике:
v0,4s0,24t0,1
по следующей
методике:
Зависимости θ΄ = Сθ΄tx и θ˝ = Сθ˝sy в логарифмических осях координат подчиняются уравнению прямой линии, не проходящей через начало координат (рис. 3.1)
lg θ΄ = lg Сθ΄ + x lg t;
lg θ˝ = lg Сθ˝ + y lg s,
где x, y – тангенсы углов наклона прямых к осям соответственно t и s;
x = tga1; y = tga2. Величины x и y определяют по графику (рис. 3.1).
Θ
Θ׳
Θ׳׳
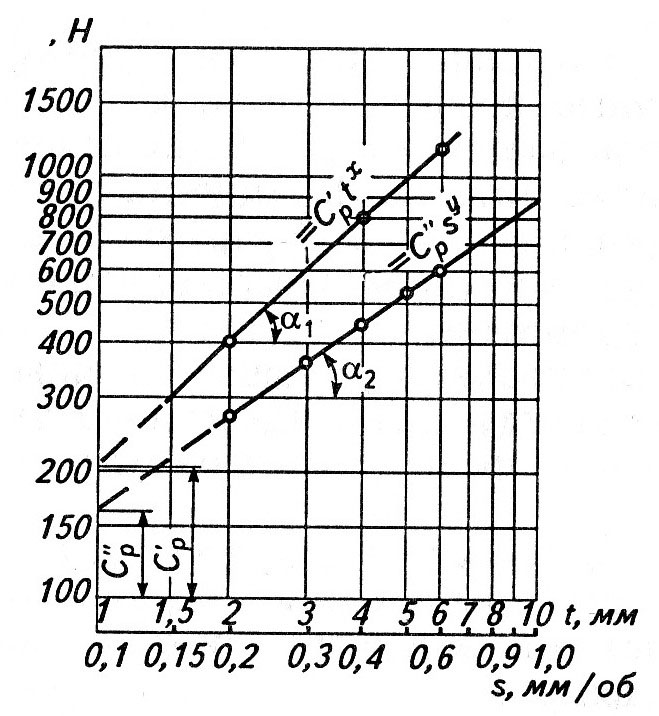
Рис. 3.1. График зависимости силы резания от глубины резания и подачи
Значение коэффициента «Сθ» найти в результате решения «n» уравнений (n – число опытов) по формуле: Сθi = θi /( txi syi).
Коэффициент Сθ представляет собой среднеарифметическое значение величин Cθ1, Cθ2, Cθ3,…... Cθn, т. е.
Сθ = (Cθ1 + Cθ2 + Cθ3 +…...+ Cθn) / n.
4.9. Проанализировать степень влияния параметров режимов резания на температуру резания и шероховатость обработанной поверхности.
4.10. Оценить шероховатость обработанной поверхности по эталонам-образцам в соответствии с требованиями государственного стандарта при каждом опыте.
4.11. Перевести класс шероховатости поверхности обработанных участков по приведенной табл. 3.1 в соответствующий параметр Ra. Полученные данные занести в табл. 3.2, в графу «Класс» («Ra»).
4.12. Экспериментальные данные оформить в виде графиков в прямоугольной системе координат: Ra = f (s); Ra = f (v); Ra = f (r).
4.13. Составить отчет о работе.