

8.7. Электроосаждение
Электроосаждение – один из перспективных способов нанесения лакокрасочных материалов. Он заключается в осаждении (отложении) лакокрасочного материала в виде концентрированного осадка на поверхности изделий под воздействием постоянного электрического тока. Осаждение осуществляется в результате приобретения частицами лакокрасочного материала, находящимися в электропроводящей жидкой среде, электрического заряда, противоположного по знаку заряду покрываемого изделия. Если лакокрасочный материал способен в данной среде переходить в ионное состояние, то его перенос осуществляется за счет заряда ионов – катионов или анионов.
Впервые явление электроосаждения наблюдал профессор МГУ Ф.Ф.Рейс в 1808 году, изучая действие электрического тока на дисперсии твердых неорганических веществ в воде. Это явление было использовано в дальнейшем для разработки технологии электрофоретического осаждения различных материалов. Он нашел применение в технике, медицине, биологии и т.д. Т.к. ассортимент дисперсионных красок был мал, способ имел ограниченное применение в технологии лакокрасочных покрытий.
В настоящее время электроосаждение (анодное и катодное) имеет доминирующее значение в автомобилестроении (более 75% выпускаемых в мире автомобилей окрашивается с применением этого способа), сельскохозяйственном машиностроении, приборостроении и других отраслях, характеризующихся массовым (поточным) производством изделий.
Способ электроосаждения позволяет механизировать и автоматизировать окрасочный процесс, покрывать изделия достаточно сложной конфигурации, получать плотные покрытия равномерной толщины по всей поверхности. Способ производителен и экономически выгоден, особенно при больших объемах окрасочных работ. Так, стоимость окрашивания электроосаждением 1м2 поверхности приблизительно на 25% меньше, чем электростатическим распылением.
Ограничения способа заключаются в специфике применяемых лакокрасочных материалов, сложности и большой стоимости оборудования, возможности получения только однослойных покрытий, причем на изделиях из токопроводящих материалов.
8.7.1. Электрофоретическое нанесение дисперсий
Основы способа. Электроосаждение из дисперсий связано с переносом частиц в неподвижной жидкой среде к одному из электродов – аноду или катоду. В зависимости от того, чем служит окрашиваемое изделие – анодом или катодом, различают анодное осаждение (анофорез) или катодное (катофорез). Необходимым условием для электроосаждения является наличие электропроводящей среды. Поэтому данным способом наносят водные и органодисперсии полимеров и олигомеров: в случае органодисперсий дисперсионной средой служат жидкости с высокой диэлектрической проницаемостью (спирты, кетоны, амиды, смеси гидрофильных растворителей с водой).
Электрофорез – типичный гальванический процесс, однако он отличается от электроосаждения металлов тем, что происходит не в растворах.
Заряд, возникающий при электрофорезе, обусловлен наличием на их поверхности полного диффузионного двойного электрического слоя в результате адсорбции из жидкой среды ионов, ПАВ, молекул растворителя, воды и других веществ или ионизации поверхностных молекул пленкообразующего вещества. Свойства и особенности образующихся адсорбционных слоев определяют их поляризуемость, направление, скорость переноса, коагуляции дисперсных частиц и, соответственно, выход и качество образующегося электрофоретического осадка. Так, если применить в вводно-спиртовых дисперсиях анионоактивные ПАВ, например, натриевую соль карбоксиметилцеллюлозы, то при получении покрытий осадок будет образовываться на аноде, в случае катионоактивных ПАВ, например, диметилдиоктадециламмонийхлорида [(СН3)2N(С18Н37)]*НСl, осаждение происходит на катоде.
Роль зарядчика могут выполнять также водорастворимые олигомерные пленкообразователи анионо- и катионоактивного типа.
При отсутствии ПАВ в средах с большой диэлектрической постоянной (вода, спирты) частицы, как правило, приобретают отрицательный заряд и осаждаются на аноде.
Анодное осаждение наиболее распространено на практике, однако этот процесс связан с анодным растворением металла. Катодное осаждение в этом отношении имеет преимущество перед анодным.
Особенность катофореза заключается и в том, что он позволяет одновременно проводить электролиз солей металлов, растворенных в дисперсионной среде, и тем самым обеспечить соосаждение металлов с полимерами, т.е. получать металлополимерные покрытия. При катофорестическом осаждении полимеров происходит выделение на катоде водорода, который, препятствуя окислению полимеров, в то же время отрицательно влияет на сплошность покрытий.
Способом электрофореза можно наносить не только индивидуальные полимеры и олигомеры, но и лакокрасочные композиции, которые должны быть тщательно гомогенизированы, чтобы не происходило избирательного осаждения компонентов. Важное требование к дисперсионным составам – их стабильность, т.е. высокая кинетическая и агрегативная устойчивость в момент нанесения.
Технология получения покрытий. Способом электрофоретического осаждения получают покрытия из водных и органических дисперсий самых разных пленкообразователей: фторопластов, полиэтилена, полипропилена, поливинилхлорида, поликапроамида, полиакрилонитрила, каучуков, битумов и т.д. Для их нанесения применяют установки периодического или непрерывного действия (рис. 8.23). Противоэлектродом в установках служат пластины из стали, меди или металлический корпус ванны.
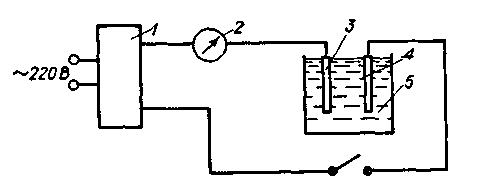
Рис. 8.23. Принципиальная схема установки для электрофоретического нанесения лакокрасочных материалов:
1 – источник постоянного тока; 2 – гальванометр; 3 – изделие;
4 – противоэлектрод; 5 – ванна с лакокрасочным материалом
Возможны два способа нанесения материалов: при постоянном напряжении и при постоянном токе. В первом случае получаются более тонкие покрытия, чем во втором.
Процесс электроосаждения характеризуется: условным выходом по току (отношение массы покрытия к количеству электричества, пошедшего на его образование), выходом осадка, приходящегося на единицу поверхности, толщиной и равномерностью покрытия по толщине.
Выход осадка обычно увеличивается с ростом концентрации диспергированных частиц и продолжительности осаждения. Особенно большое влияние на выход осадка оказывает электрокинетический потенциал частиц дисперсии и приложенное напряжение. Электрофоретическая подвижность частиц U связана с их электрокинетическим потенциалом ξ следующей зависимостью:
U=εξ∆Е/(4πη) (8.13)
где ε – диэлектрическая проницаемость среды;
∆Е – градиент потенциала внешнего поля;
η – вязкость среды.
Б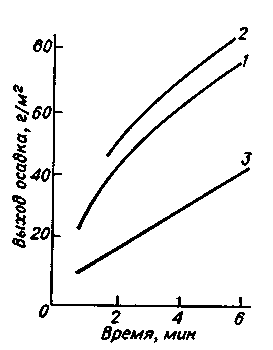 ольшое
значение имеет природа поверхности
покрываемого металла и способ ее
подготовки. Например, крупнокристаллические
фосфатные покрытия на стали, в отличие
от мелкокристаллических, резко ухудшают
осаждение (рис. 8.24).
ольшое
значение имеет природа поверхности
покрываемого металла и способ ее
подготовки. Например, крупнокристаллические
фосфатные покрытия на стали, в отличие
от мелкокристаллических, резко ухудшают
осаждение (рис. 8.24).
Рис.
8.24. Зависимость выхода электрофоретического
осадка органодисперсии поливинилхлорида
от продолжительности осаждения на
поверхности стали, механически
обработанной (1), покрытой слоем
мелкокристаллических (2) и
крупнокристаллических (3) фосфатов
Опытным путем определены условия электрофоретического нанесения дисперсионных материалов:
концентрация материала, % 1050
вязкость по ВЗ4, с 1540
рН среды 6.58.5
плотность тока, А/м2 1040
напряжение, В 50300
температура, С 2040
продолжительность осаждения, с 30300
толщина покрытий, мкм 10200
Полученный при осаждении осадок представляет собой слой нескоалесцировавших и скоалесцировавших частиц, содержащий до 80% и более твердого вещества. Окончательное формирование покрытия происходит в результате удаления остатков дисперсионной среды и аутогезии частиц; это может быть осуществлено при нормальной температуре или лучше при нагревании.
Низкое содержание растворителей в осадке и соответственно малые их потери – главное достоинство способа электрофоретического нанесения материала.