

5.2. Изготовление столярного щита
Технологический процесс склеивания столярного щита состоит из следующих операций:
1) подготовка склеиваемых поверхностей;
2) нанесение клея на склеиваемые поверхности;
3) соединение склеиваемых деталей и наложение в прессе;
4) удаление излишка клея в местах соединения склеиваемых поверхностей;
5) выдержка склеиваемых деталей под прессом;
6) обработка деталей после склеивания.
Столярный щит чаще склеивают из хвойных пород (ель, сосна) и из лиственных (береза, дуб, бук).
5.2.1. Раскрой и фугование заготовок
Перед склейкой столярного щита необходимо подготовить заготовки. Под прозрачную отделку рекомендуется набирать столярный щит из заготовок шириной 60–100 мм и толщиной 25–40 мм. Чем уже заготовки, тем менее коробится в дальнейшем щит. Для получения заготовок подбирают высушенную древесину с влажностью 10–12 %.
Заготовки для стола получают из досок, которые раскраивают по ширине и торцуют по длине на круглопильном станке с припуском на дальнейшую обработку. При торцевании вырезают дефекты в виде сучков, трещин, гнили и т. п. В заготовках допускается присутствие небольших сучков диаметром до 10 мм.
Раскроенные заготовки затем фугуют на фуговальном станке с двух сторон – одну пласть и одну кромку таким образом, чтобы между ними образовался прямой угол (90º). Для этого используют упорную планку станка, которую выставляют под углом 90º к ножевому валу. Сначала обрабатывают пласть для получения ровной поверхности. Затем заготовку ровной поверхностью (пластью) прижимают плотно к упорной плите и кромкой к рабочему столу станка. Таким образом формируют прямой угол. Далее на рейсмусовом станке или на фуговальном станке с роликовым прижимом фугуют вторую пласть, чтобы получить ровную заготовку одинаковой толщины по всей длине. Вторую кромку либо фугуют на фуговальном станке, либо собирают в пакет, стягивают струбцинами и обрабатывают на рейсмусовом станке. Обрабатывать кромки заготовок на рейсмусовом станке нельзя, т. к. площадь кромки маленькая, а заготовка в процессе обработки сильно прижимается вальцами к рабочему столу. Это может привести к смятию или наклону заготовки в процессе обработки.
5.2.2. Разметка столярного щита
Полученные заготовки укладывают на рабочем столе на бруски или на другую ровную поверхность в щит таким образом, чтобы заготовки плотно прилегали друг к другу кромками. Если в щите обнаруживаются щели, то заготовки снова подгоняют на фуговальном станке. Если в щите кромки заготовок примыкают плотно друг к другу, то на лицевой стороне по ширине щита размечают две пересекающиеся прямые линии в виде латинской буквы V или нумеруют цифрами, чтобы в процессе склейки не перепутать заготовки местами (рис. 36).

Рис. 36. Подбор и разметка заготовок при склеивании по ширине:
1 – заготовки; 2 – бруски; 3 – разметка
5.2.3. Склейка щита
Заготовки промазывают клеем. Для этого при помощи кисти или валика наносят клей ПВА на кромки заготовок (у крайних промазывают только внутренние кромки). Далее дают клею подсохнуть в течение 5–10 минут (так называемая открытая выдержка) для того, чтобы клей впитался поглубже. После этого заготовки укладывают в щит и стягивают струбцинами (рис. 37), клиньями или в вайме на время не менее 4–6 часов. Последним этапом является фугование щита для получения ровной заготовки по всей длине и шлифование склеенного щита до необходимой шероховатости.
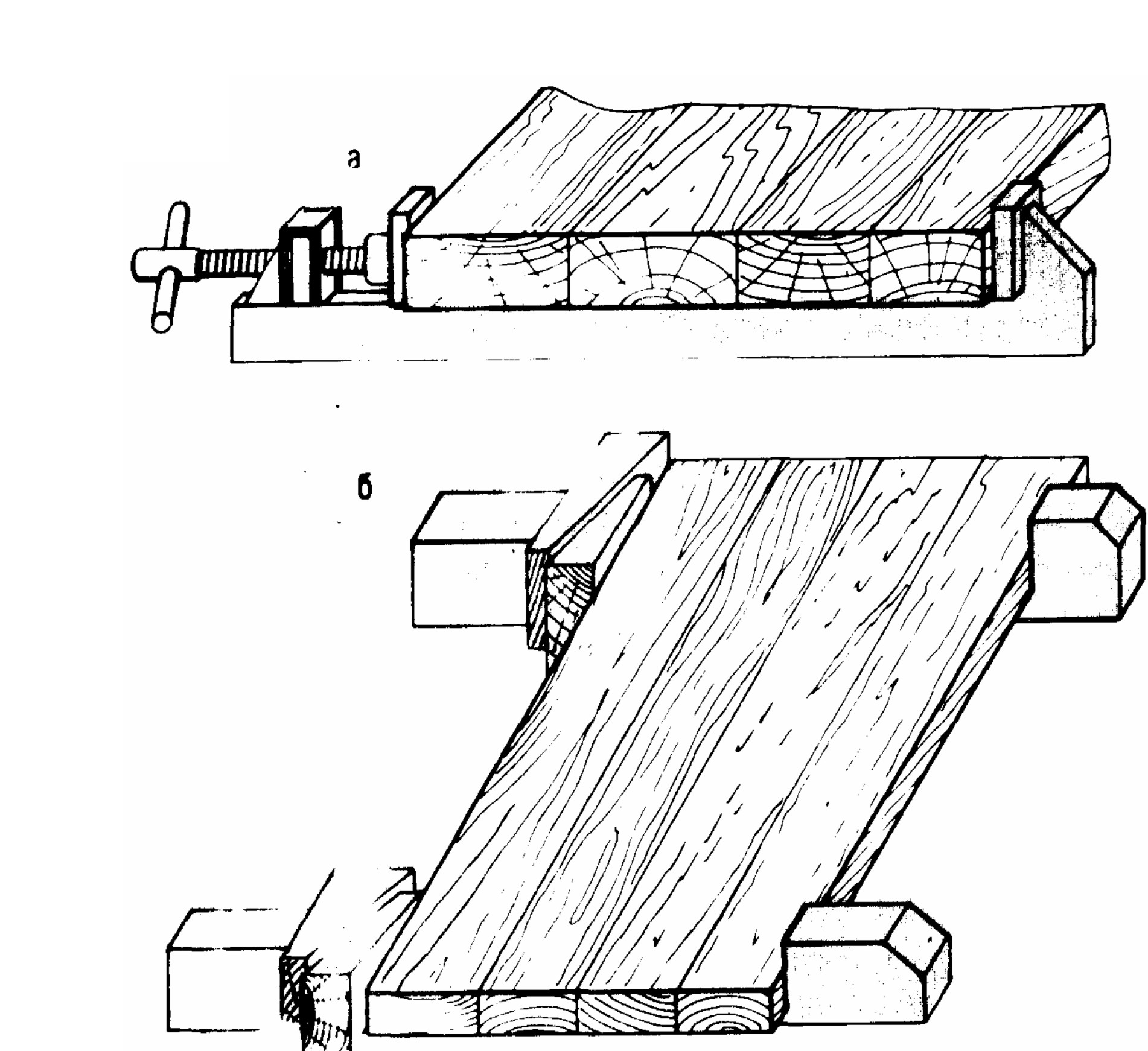
Рис. 37. Склеивание заготовок для получения щитов большой ширины:
а – зажим винтами; б – зажим клиньями