

4.5. Технологичность сборки.
![]() Под
технологичностью конструкции изделия
понимается совокупность свойств,
обеспечивающих изготовление, ремонт и
техническое обслуживание по наиболее
эффективной технологии. При этом
производится сравнение с аналогичными
конструкциями, при одинаковых условиях
изготовления, эксплуатации и показателях
качества.
Под
технологичностью конструкции изделия
понимается совокупность свойств,
обеспечивающих изготовление, ремонт и
техническое обслуживание по наиболее
эффективной технологии. При этом
производится сравнение с аналогичными
конструкциями, при одинаковых условиях
изготовления, эксплуатации и показателях
качества.
Установки ЛА отличаются друг от друга не только своим назначением, но и конструкторскими решениями, применяемыми материалами, методами изготовления и сборки. Изделие должно отвечать не только требованиям прочности, надежности в эксплуатации, но и быть технологичным при изготовлении и сборке.
Одним из показателей технологичности конструкции является трудоемкость изготовления. В ряде изделий трудоемкость сборочных работ составляет от 40% до 60% общей трудоемкости изготовления. Как правило, технологичность изделия зависит от принятых конструкторских решений и оснащенности производства.
Для обеспечения высокой технологичности сборки конструктор должен учитывать выполнение следующих требований.
1.Членение изделия на сборочные единицы или сборочной единицы на детали должно быть оптимальным. Слишком большое количество сборочных единиц или деталей в сборочной единице снижает точность выходных параметров и увеличивает трудоемкость изготовления.
2. Соединение элементов или сборочных единиц друг с другом должно быть простым и не требовать дополнительной доработки сопрягаемых поверхностей.
3. Подходы к местам соединения или сочленения элементов должны быть удобными и позволять механизировать или автоматизировать процессы сборки.
4. Компоновка изделия, узла должна обеспечивать применение наиболее прогрессивных методов сборки.
Выполнение перечисленных требований предполагает:
правильный выбор посадок, в подвижных и неподвижных соединениях;
назначение оптимальной точности изготовления деталей и чистоты поверхностей;
применение необходимых методов сборки при решении конкретных задач.
4.6. Технологические требования к конструкции сопрягаемых деталей.
Для удобства сборки на деталях, сопрягаемых друг с другом, необходимо иметь фаски, хотя бы в одной детали Рис.4.6. Отсутствие фасок, особенно в деталях сопрягаемых по посадкам, затрудняет их сборку, увеличивает трудоемкость.

Рис.4.6 Рис.4.7
2.Сопряжение деталей должно обеспечивать определенность базирования Рис.4.7. Наличие нескольких поверхностей, расположенных на разных уровнях, не обеспечивает определенности базирования и может привести к перекосу, заклиниванию, изменению посадок, увеличению точности изготовления и т.д.
3.Если в подвижном соединении детали сопрягаются по двум поверхностям Рис.4.8 то они должны иметь такие линейные размеры, при которых начальный контакт пары сопрягаемых поверхностей начинался не одновременно а последовательно
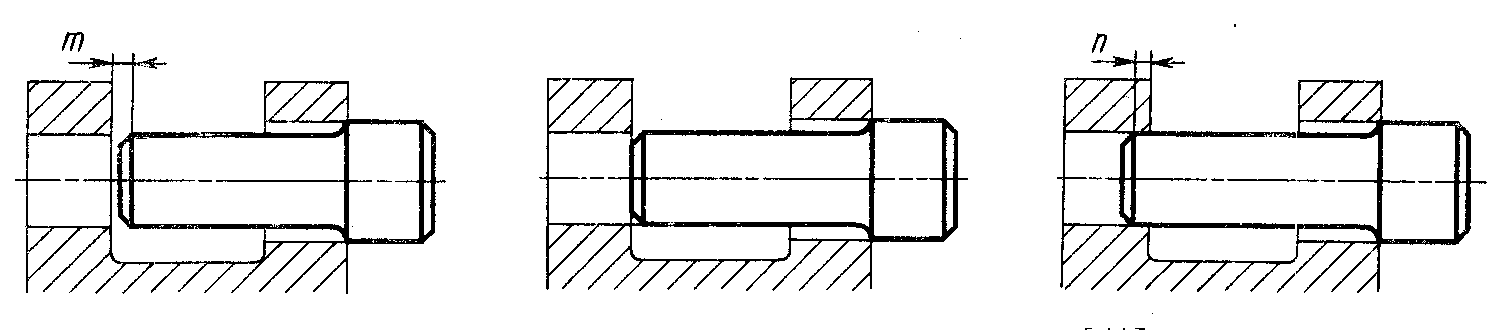
Рис.4.8
4 .
При сопряжении двух длинномерных деталей
Рис.4.9 L 5Ф
площадь контактирования должна быть
небольшой (1/4 – 1/8), так как прогиб одной
из деталей может привести к изменению
посадок.
.
При сопряжении двух длинномерных деталей
Рис.4.9 L 5Ф
площадь контактирования должна быть
небольшой (1/4 – 1/8), так как прогиб одной
из деталей может привести к изменению
посадок.
Рис.4.9
5. При установке подшипников на вал (Рис.4.10,) по плотной или переходной посадкам, посадочные поверхности должны иметь минимально необходимую величину, т.е. вал, между посадочными поверхностями, должен быть занижен по диаметру.
 Рис.4.10
Рис.4.10