

Форма 6
ОТЧЕТ
по лабораторной работе № 6
ИЗМЕРЕНИЕ УГЛОВ И КОНУСОВ
Определить погрешность показаний угломера №____
Таблица 4.1
Проверяемые точки |
Отклонение от номинала при открытом стопорном винте |
Отклонение от номинала при закрытом стопорном винте |
15 10 30 20 |
|
|
2. Измерить угломером деталь № ____
Таблица 4.2
Эскиз измеряемой детали |
Углы |
Результаты измерений |
|
|
|
3. Измерить отклонение от конусности калибра-пробки
на синусной линейки с расстоянием между роликами
Таблица 4.3
Эскиз измерения |
Показания прибора d,b |
Разность показаний, мм |
Расстояние между а и b |
Отклонение конусности |
|
|
|
|
|
4. Определить угол конуса калибра втулки при помощи двух шариков
Таблица 4.4
Эскиз измерения |
№ измерения |
|
|
|
|
|
|
|
1 2 . . . 10 |
|
|
|
|
|
|
Среднее значение |
|
|
|
|
|
|
|
Работу выполнил Подпись студента
Работу принял Подпись преподавателя
Контрольные вопросы
1. Какие методы контроля углов и конусов Вы знаете?
2. Какие угломеры обеспечивают точность измерения углов до 2 и грубее?
3. Перечислите рекомендуемые методы и средства контроля конусов.
5. Нормирование точности поверхностей сложной формы
5.1. Нормирование точности метрической резьбы
5.1.1. Резьбовые соединения, используемые в машиностроении
Резьбовым соединением называется соединение двух деталей с помощью резьбы, т.е. элементов деталей, имеющих один или несколько равномерно расположенных винтовых выступов резьбы постоянного сечения, образованных на боковой поверхности цилиндра или конуса.
Контур сечения канавок и выступов в плоскости, проходящей через ось резьбы, общий для наружной и внутренней резьбы, называется профилем резьбы.
В зависимости от профиля, т.е. от вида фигуры в сечении, резьба бывает треугольной (рис. 5.1, а), трапециедальной (рис. 5.1, б), пилообразной (рис. 5.1, в), круглой (рис. 5.1, г), прямоугольной (рис. 5.1, д).
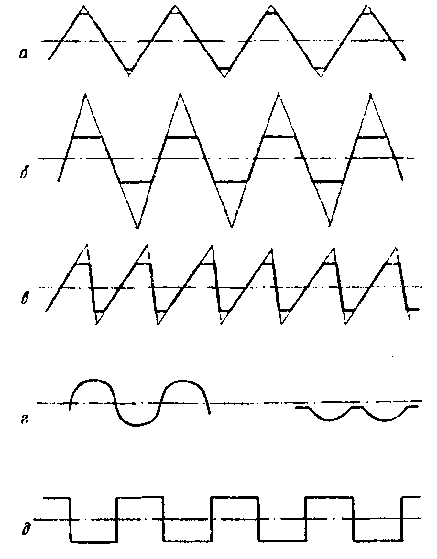
Рис. 5.1. Профили резьбовых соединений
В зависимости от поверхности, на которой нанесена резьба, она разделяется на цилиндрическую и коническую (конусную). Кроме того, резьбы разделяют на наружные, которые часто для краткости называют болтом, и внутренние — часто называют гайкой. В дальнейшем мы тоже будем пользоваться и этими краткими терминами.
По эксплуатационному признаку, т.е. по области применения, резьбы бывают следующих видов:
1. Крепежная резьба, используемая для обеспечения разъемного соединения. К этим резьбам предъявляются требования в отношении прочности соединения при длительной эксплуатации. Она обычно имеет треугольный профиль и наиболее распространена.
2. Кинематическая резьба, используемая для преобразования вращательных движений в поступательные в так называемых винтовых механизмах. Такие резьбы используются на ходовых винтах станков, домкратах, прессах и т.д. Эти резьбы обычно имеют трапециедальный или круглый профиль. Основное требование к этим резьбам — обеспечение точного и плавного перемещения. Во многих случаях они должны обладать способностью выдерживать большие нагрузки.
3. Трубные и арматурные резьбы — цилиндрические и конические, используемые для соединения труб в нефтеперерабатывающей промышленности, сантехническом оборудовании и т.д. Основное требование к этим резьбам — обеспечение герметичности и прочности соединения.
По числу заходов (т.е. по числу винтовых выступов) резьбы бывают однозаходные и многозаходные.
В зависимости от используемых единиц измерения, в которых выражаются параметры, резьбы разделяются на метрические и дюймовые. Пожалуй, только в резьбовых соединениях еще широко используется во всем мире дюймовая система, которая в остальных разделах машиностроения постепенно заменяется даже в странах использующих эту систему (США, Англия).
Наибольшее распространение имеет резьба треугольная с углом профиля 60 °, нормирование точности которой будет рассмотрено в этой теме. Такая резьба известна во всем мире под названием "метрическая".
В США идет постепенный процесс замены дюймовой резьбы на метрическую. Было подсчитано, что для такого перехода потребуются затраты до 40 млрд. долларов, но при этом ожидается прибыль от 1 до 20 млрд. долларов в год.