

Условия годности резьбы
![]() ;
;
![]() .
.
![]() ;
;
![]() .
.
Система допусков и посадов метрических резьб
Внутренние
и наружные резьбы соединяются по боковым
сторонам профиля. Возможность контакта
по вершинам и впадинам резьбы исключается
соответствующим расположением полей
допусков по
![]() и
.
В зависимости от характера сопряжения
по боковым сторонам профиля (т.е. по
среднему диаметру) различают резьбы
со скользящей посадкой, с зазором,
натягом и с переходными посадками.
и
.
В зависимости от характера сопряжения
по боковым сторонам профиля (т.е. по
среднему диаметру) различают резьбы
со скользящей посадкой, с зазором,
натягом и с переходными посадками.
Система допусков и посадок метрической резьбы регламентирована СТТ СЭВ 640-77, предусматривающим допуски посадок скольжения и с зазором.
Степени точности резьбы. Допуски диаметров резьбы устанавливаются степенями точности, обозначенные цифрами: с 3 по 9
|
Степени точности |
Диаметры наружной резьбы Наружный d Средний d2 |
4; 6; 8 3; 4; 5; 6; 7; 8; 9 |
Диаметры внутренней резьбы Внутренний D1 Средний D2 |
4; 5; 6; 7; 8 4; 5; 6; 7; 8 |
Допуск внутреннего диаметра d1 наружной резьбы и наружного диаметра D внутренней резьбы не устанавливаются.
Допуски среднего диаметра являются суммарными.
Допуски резьбы. Основным рядом допусков для всех диаметров, в соответствии с рекомендацией JSO, принят ряд по 6-1 степени точности. Допуски диаметров резьбы для 6-ой степени точности при нормальной длине свинчивания определяются формулам.
Например, для d2
![]()
Для D2
![]()
(1)
где Р – в мм, D – среднее геометрическое крайних значений интервалов номинальных диаметров; Т – в мкм.
Допуски остальных степеней точности определяются умножением допуска 6-1 степени точности, найденного по соответствующим формулам, на коэффициенты. Например
Степень точности |
3 |
4 |
5 |
7 |
8 |
9 |
Коэффициент |
0,5 |
0,63 |
0,8 |
1,25 |
1,6 |
2 |
Из
формулы (1) следует, что допуск
![]() на
1/3 больше допуска
при одной и той же степени точности.
на
1/3 больше допуска
при одной и той же степени точности.
Поле допусков резьбы. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EJ для внутренней). Для получения посадок резьбовых деталей с зазором предусмотрено 5 основных отклонений для наружной и 4 для внутренней резьбы. Эти отклонения одинаковы для d; d2 и D1; D2. Выбранная величина основного отклонения соблюдается единой по всему периметру профиля, т.е. распространяется и на ненормируемые d1 и D.
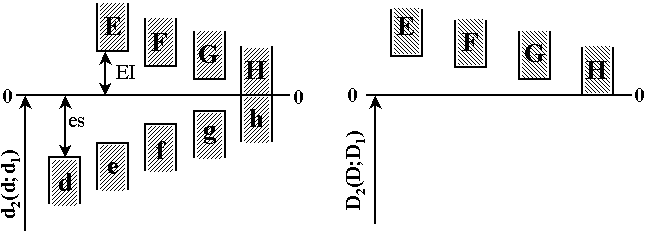
Большие отклонения d, e, f, E, F, G преимущественно назначают для резьб с защитными покрытиями.
О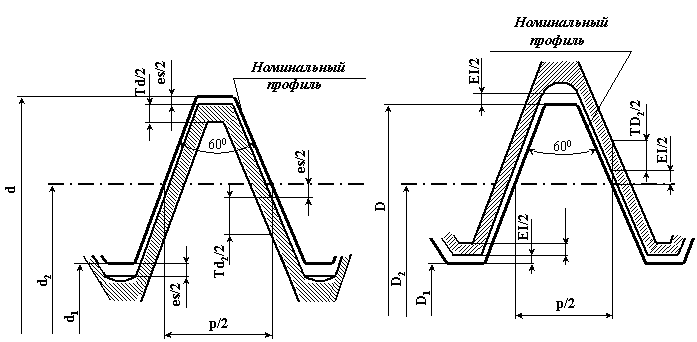 тклонения
отсчитываются от номинального профиля
резьбы в направлении, перпендикулярном
оси резьбы.
тклонения
отсчитываются от номинального профиля
резьбы в направлении, перпендикулярном
оси резьбы.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра D1 для внутренней резьбы).
Поля допусков резьбы устанавливаются в классах точности – точный, средний и грубый – в зависимости от длины свинчивания.
Длина свинчивания. Для выбора степени точности в зависимости от длины свинчивания установлены три группы свинчивания: S – короткие, N – нормальные и L - длинные.
К нормальной (N) длине свинчивания относятся длины свыше 2,24Pd0,2 до 6,7Pd0,2. Длины свинчивания меньше нормальной, относятся к группе S, а больше – к группе L.
Классы точности резьбы. В соответствии со сложившейся во многих странах практикой поля допусков сгруппированы в 3 классах точности: точном, среднем и грубом.
Понятие о классах точности условное (на чертежах указывают не классы, а поля допусков), оно используется для сравнительной оценки точности резьбы.
Точный класс – для ответственных статически нагруженных резьбовых соединений.
Средний класс - для резьб общего применения.
Грубый класс – при нарезании резьбы в длинных глубоких отверстиях.