

33.Різновиди.Властивості пінополістиролу
ПСС-пінополістерол само затухаючий
ПСБ-бісерний
ПСБС-бісерний само затухаючий.Особливість –має найбільший діапазон густини серед усіх пінопластів.
Технологія
-пресова ПС,ПСС(складне обладнання)
-беспресова ПСБ,ПСБС
34.Технологічний процес виготовлення пінополістиролу пресовим методом.
Характеризується
:
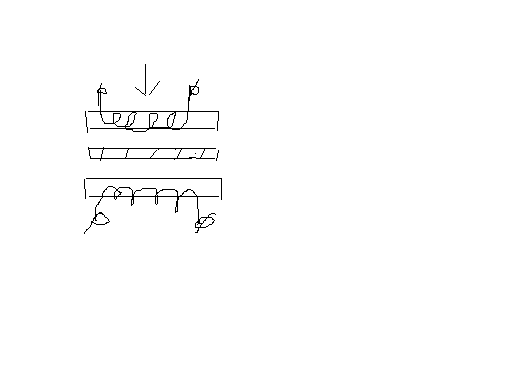
- обмеженням форми і конфігурації виробів
- необхідність спеціального обладнання
- більша міцність матеріалу
Матеріал притискають пресом а потім вмикають нагрівачі.Прогрівання 10 хв.Густина майбутнього виробу залежить на скільки піднімуть плиту пресу перед охолодженням .Охолодження –канал у плиток пресу для подачі холодної води.30 хв.
35 Технологічний процес виготовлення пінополістиролу безпресовим методом
Необхідно врахувати: П-парогенератор
1-тривалість зберігання компонентів(придатність)
2-якщо
великі вимоги до матеріалу то необхідні
попередні стадії:
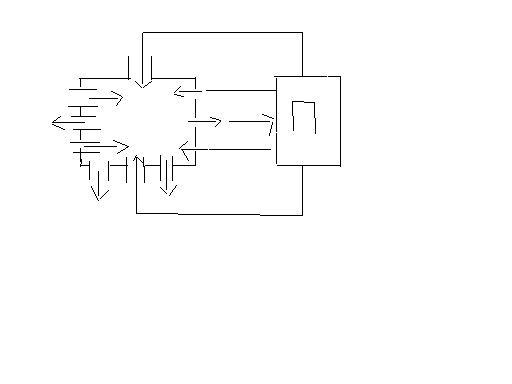
А)Розсіювання за фракціями.Чим вужча зона фракції тим краще
Б)розсіювання за густиною.Метод флотацій.Діапазон густини 0,9-1,1.
В)попереднє вспучування.5-10 хв-оптимальний час вспучування.
Г)розсіювання за фракціями.Методом вспливання під ситом.
Д)закладання форм.розмір дірок менше ніж розмір середньої фракції.Внутрішній тиск більше,або стінки повинні буди товсті,або необхідні ребра жорсткості..Форма має бути розємною.Поверхня обробляється:оксидуванням,покриття водостійкими фарбами.покриття тефлоном.Чим більше температура кипіння,тим більша адгезія матеріалу.Густина ПСБ 30…200 кг/м3.Мах міцність при 100-150 кг/м3.
Е)остаточне вспучування
Ж)розпалубка,видалення з форми.фарбування.
З)Остаточне вспучування парою
-спеціальні форми
-парогенератор.
Час 8-10 годин.Міцність матеріалу у 2-3 рази вища.