

Пермский государственный технический университет
Кафедра «Сварочного производства и технологии конструкционных материалов»
УТВЕРЖДАЮ Заведующий
кафедрой д.т.н.,
профессор _______________
Ю.Д. Щицын
_____
______________ 20__ г
Лекция № 12
По дисциплине
Технология конструкционных материалов
(ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ В МАШИНОСТРОЕНИИ)
Механико-технологический факультет
(для специальности ТМСб)
Тема: «Специальные виды литья»
(наименование темы лекции)
Кандидат технических
наук, доцент
(фамилия и инициалы
автора)
Долинов Д.Л.
Обсуждены на
заседании кафедры ________20
___ г Протокол
№
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
Приветствие, проверка наличия и готовности студентов к занятию, соблюдения порядка в аудитории. Объявление темы, цели, учебных вопросов лекции, ее актуальности и значимости для выбранной профессии Доведение списка литературы по материалу лекции.
УЧЕБНЫЕ ВОПРОСЫ:
-
Специальные виды литья.
ЗАКЛЮЧЕНИЕ
Доведение основных выводов по теме лекции и ее значение для будущей профессиональной деятельности. Доведение задания на самоподготовку, ответы на вопросы.
ЛИТЕРАТУРА
-
Фетисов Г.П. и др. Материаловедение и технология металлов. – М.: «Высшая школа», 2001. – 638 с.
-
Солнцев Ю.П. и др. Материаловедение и технология конструкционных материалов. – М.: МИСиС, 1996. – 576 с.
-
Губарева Э.М. Основы технологических процессов получения изделий (заготовок) различными способами : учеб. Пособие. – Пермь, ПГТУ, 2007. – 214 с.
УЧЕБНО-МАТЕРИАЛЬНОЕ ОБЕСПЕЧЕНИЕ:
-
Наглядные пособия:
- Комплект слайдов по теме лекции, плакаты.
-
Технические средства обучения:
- Графопроектор.
-
Приложения:
__________________________________________________________________________________________________________________________________________________________________________
(при необходимости)
ТЕКСТ ЛЕКЦИИ
Первый учебный вопрос. Специальные виды литья
Отливки, полученные в песчано-глинистых разовых формах, имеют невысокую точность и низкое качество поверхности, что заставляет оставлять значительные припуски на механическую обработку, а также получается крупнозернистая структура. Повышение точности и качества поверхности отливок достигают, используя специальные методы литья: литье в оболочковые формы, по выплавляемым моделям, под давлением и кокильное литье (часто не требуют механической обработки полученных отливок).
Изготовление отливок литьем в оболочковые формы
Сущность метода в том, что разовую литейную форму изготовляют в виде оболочки, используя для формовочной смеси в качестве связующего материала 4…6 % фенольные термореактивные смолы и 92…95 % мелкий кварцевый песок, как наполнитель. Использование такой формовочной смеси обеспечивает малую шероховатость поверхности и более высокую точность отливок, так как оболочка твердеет на модели и сохраняет ее размеры. Исключена потребность в опоках, резко снижается расход формовочной смеси, легко механизируется. Литье в оболочковые формы применяют в крупносерийном производстве при получении ответственных отливок из различных сплавов.
Т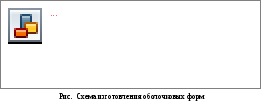
 ехнология
изготовления оболочковой формы
(см. рис.1) начинается с нанесения на
металлическую модельную плиту
разделительного состава, облегчающего
снятие оболочки. Затем модельную плиту
нагревают в электрической печи до
температуры 200…220 С
, устанавливают над бункером и закрепляют
моделью вниз. Бункер переворачивают на
180 С,
и формовочная смесь падает на нагретую
модельную плиту. При выдержке в течение
20…30 сек. смола размягчается и, обволакивая
тонкой пленкой мелкие зерна песка,
образует оболочку толщиной 6…8 мм. Бункер
возвращают в исходное положение,
оставшаяся смесь падает на дно. Снятую
с бункера модельную плиту с непрочной
оболочкой нагревают в электрической
печи до температуры около 350 С.
Смола в течение 90…180 с. полимеризуется
и твердеет, образуя прочную оболочковую
полуформу. По такой же технологии
изготавливают другую полуформу. Для
снятия готовой оболочковой полуформы
модельная плита 1
с закрепленной полумоделью 3
снабжена толкателями 4.
ехнология
изготовления оболочковой формы
(см. рис.1) начинается с нанесения на
металлическую модельную плиту
разделительного состава, облегчающего
снятие оболочки. Затем модельную плиту
нагревают в электрической печи до
температуры 200…220 С
, устанавливают над бункером и закрепляют
моделью вниз. Бункер переворачивают на
180 С,
и формовочная смесь падает на нагретую
модельную плиту. При выдержке в течение
20…30 сек. смола размягчается и, обволакивая
тонкой пленкой мелкие зерна песка,
образует оболочку толщиной 6…8 мм. Бункер
возвращают в исходное положение,
оставшаяся смесь падает на дно. Снятую
с бункера модельную плиту с непрочной
оболочкой нагревают в электрической
печи до температуры около 350 С.
Смола в течение 90…180 с. полимеризуется
и твердеет, образуя прочную оболочковую
полуформу. По такой же технологии
изготавливают другую полуформу. Для
снятия готовой оболочковой полуформы
модельная плита 1
с закрепленной полумоделью 3
снабжена толкателями 4.
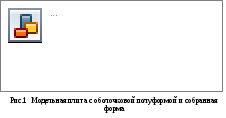
В одной из полуформ на стержневые знаки устанавливают стержень, закрывают другой полуформой, скрепляют их скобами или склеивают по плоскости разъема. Собранную форму 7 помещают в металлический ящик 8, для жесткости засыпают крупным песком или чугунной дробью 9 и заливают металлом. К моменту полной кристаллизации металла смола из смеси выгорает, форма и стержни разупрочняются и легко разрушаются, освобождая отливку при выбивке.