

Соединения на заклепках с отрываемым стержнем
Недостаток описанных выше традиционных заклепок в том, что при расклепке требуется доступ к тыльной стороне. В этом нет необходимости при использовании заклепок с отрываемым стержнем, которые и удобны в обращении, и экономичны. Однако справедливости ради следует отметить, что соединения на них несколько менее прочны, а для работы с ними нужны специальные заклепочные клещи, оснащенные сменными направляющими элементами. Этот вид заклепок имеет, помимо упомянутой меньшей прочности, и другие недостатки: а) заклепки выступают с тыльной стороны;
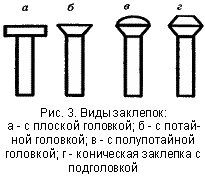
правда, внутри полых изделий выступов не видно; б) эти соединения негерметичны.
Клеевые соединения
Склеивание — достаточно распространенный способ получения неразъемных соединений. Качество, т. е. долговечность клеевых соединений зависит от качества подготовки склеиваемых поверхностей и вида нагрузки на клеевой шов. Прежде всего поверхности должны быть очищены от ржавчины, жира и обработаны грубой шлифовальной шкуркой зернистостью 60 или 80. Не следует склеивать консольные детали при малой площади опоры, подвергающиеся воздействию разнородных нагрузок (скажем, сдвигу и повороту), поскольку в таких условиях клеевое соединение будет заведомо непрочным. То же можно сказать о склеивании деталей, работающих под нагрузкой, вызывающих их расслаивание. С другой стороны, соединения на клею будут прочными, если соединяемые детали в процессе эксплуатации будут подвергаться сдвигу относительно друг друга или растяжению. Клеи по металлу бывают одно- и многокомпонентными. Первые, в том числе и контактные клеи, обычно сохраняют свою эластичность длительное время и склонны к усадке. Их применяют чаще всего для соединения деталей с большой площадью склеиваемых поверхностей и испытывающих небольшие нагрузки. Очень хорошо клеят многокомпонентные клеи на синтетической основе: ГИПК-61, эпоксидные (ЭДП, ЭПО, ЭПЦ-1), а также БФ-2, Момент, Феникс, Super Glue.
Соединения металлических деталей пайкой
Пайка — это процесс получения неразъемного соединения металлических материалов и деталей из них расплавленным припоем. Припой — это металл или сплав, температура плавления которого гораздо меньше, чем у соединяемых изделий. В зависимости от температуры плавления различают следующие типы припоев: мягкие (легкоплавкие) — температура плавления не более 450 °С, твердые (среднеплавкие) — 450—600 °С; высокотемпературные (высокоплавкие) — свыше 600 °С. Для большинства работ, как правило, пользуются мягкими оловянно-свинцовыми припоями марки ПОС. Маркировка их означает следующее: цифра в марке припоя — содержание олова в процентах; так, в припое ПОС 90 - 90% олова, в ПОС 40 - 40%, и т.д.; следующие за обозначением марки (т. е. за буквами «ПОС») буквы означают добавку элемента, формирующего специальные свойства припоя: ПОССу4-6 — припой с добавкой сурьмы, ПОСК50 — кадмия, ПОСВ33 — висмута. Чтобы предохранить соединяемые поверхности (предварительно хорошо очищенные) от окисления, используют паяльный флюс — вещество, очищающее поверхности и припой от оксидов и загрязнений и предотвращающее образование оксидов, а также увеличивающее растекаемость расплавленного припоя. Каждый флюс эффективен только в определенном интервале температур, за пределами которого он сгорает. Припой выбирают в зависимости от свойств соединяемых металлов, припоя, требований прочности спаянного соединения и некоторых других условий.
Сварные соединения
Сварной шов – это закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Сварное соединение – ограниченный участок конструкции, содержащий один или несколько сварных швов.
Виды сварных швов
В зависимости от формы сечения сварные швы могут быть
-
стыковыми;
-
угловыми;
-
прорезными (электрозаклепочными).
Виды сварных швов приведены на рисунке ниже.

Рисунок. Сварные швы: стыковой, угловой и прорезной.
Виды сварных соединений
В зависимости от характера сопряжения свариваемых деталей различают следующие виды сварных соединений:
-
стыковые соединения;
-
угловые соединения;
-
тавровые соединения;
-
нахлесточные соединения;
-
торцовые соединения.
Стыковым соединением называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости. Основные виды стыковых сварных соединений представлены на рисунке ниже.
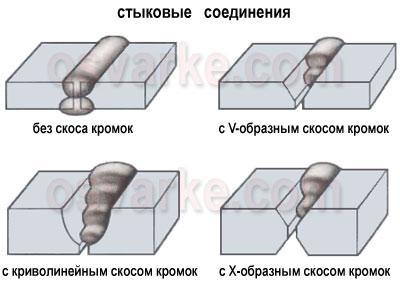
Рисунок. Стыковые сварные соединения: без скоса кромок, с криволинейным скосом кромок, с V-образным скосом кромок, с X-образным скосом кромок
Угловым соединением называется сварное соединение двух элементов, размещенных под углом и сваренных в месте примыкания их краев.
Тавровым соединением называется такое сварное соединение, в котором торец одного элемента примыкает под углом и присоединен к боковой поверхности другого элемента.
Основные виды угловых и тавровых сварных соединений продемонстрированы на рисунке ниже.
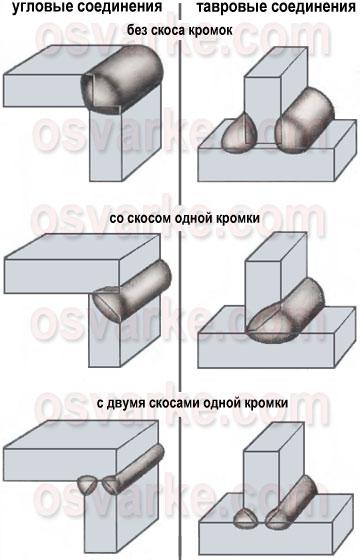
Рисунок. Угловые и тавровые сварные соединения: без скоса кромок, со скосом одной кромки, с двумя скосами одной кромки
Нахлесточным соединением называется сварное соединение параллельно размещенных и частично перекрывающихся элементов.
Торцовым соединением называется такое сварное соединение, в котором боковые поверхности элементов примыкают друг к другу.

Рисунок. Нахлесточные сварные соединения без скоса кромок и торцовые сварные соединения
|
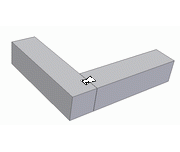
Виды соединений профилированного бруса Виды соединений профилированного бруса установлены ГОСТ 30974-2002 «Соединения угловые деревянных брусчатых и бревенчатых малоэтажных зданий. Классификация, конструкции, размеры», который введен в действие с 1 марта 2003 г. в качестве государственного стандарта Российской Федерации постановлением Госстроя России от 2 сентября 2002 г. № 120. Этот стандарт распространяется на угловые и Т-образные соединения брусчатых и бревенчатых стен малоэтажных зданий различного назначения (далее – угловые соединения). Требования стандарта распространяются на угловые соединения заводского (например, угловые соединения типовых деревянных домов, бань и др.) и построечного изготовления (в том числе, при реставрационных работах). В стандарте приведены также конструкции соединений брусьев и бревен по длине. Следует отметить, что требования стандарта являются рекомендуемыми, то есть не обязательными для исполнения. В то же время, требования этого стандарта могут быть учтены для целей сертификации производства или отдельных видов продукции, в том числе профилированного бруса. В соответствии с указанным стандартом по видам конструктивных решений угловые соединения профилированного бруса подразделяют на:
По типам конструкций угловые соединения подразделяют на предназначенные: а) для стен из бруса с соединением без остатка:
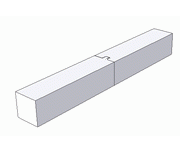
б) для стен из бруса с соединением «встык»:
в) для стен из бруса с соединением с остатком:
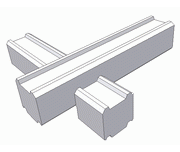
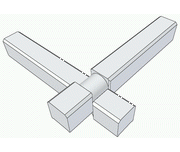
г) для Т- образных соединений стен и простенков:
Конструкции и размеры угловых соединений устанавливают, как правило, в проектной документации на строительство, а также в конструкторской и технологической документации. Примеры рекомендуемых типов угловых и продольных соединений приведены ниже. Рекомендуемые размеры брусьев по толщине (высоте) и ширине – от 100 до 260 мм для стен и 80- 220 мм для простенков с градацией 10 мм. Венцовые пазы брусьев могут иметь гребни, шпунты и канавки (в том числе под уплотнительные прокладки), предназначенные для повышения плотности и воздухонепроницаемости соединений. Брусья должны иметь фаски или скругления с наружной стороны для отвода дождевой воды. Размер фасок – 20х20 мм. Для брусьев толщиной менее 180 мм размер фасок допускается принимать 15х15мм. При выборе размеров сечений брусьев следует учитывать припуски на величину усушки, определяемые в соответствии с ГОСТ 6782.1, ГОСТ 6782.2, и усадки, вызванной уплотнением материалов для заделки швов. Угловые и Т-образные соединения брусьев с коренным шипом и на шпонках укрепляют деревянными шкантами (нагелями) диаметром:
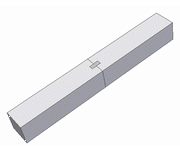
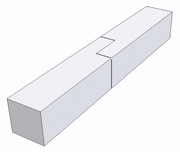
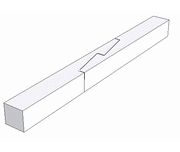
Шкант устанавливают в центр углового соединения. Отверстие под шкант должно быть равным диаметру шканта. Предельные отклонения диаметра шканта – 0,5 мм. Предельные отклонения диаметра отверстия – 0,5 мм. Шканты изготавливают из древесины дуба, ясеня, лиственницы, сосны, березы. Влажность древесины шкантов должна быть на 2–3 % ниже влажности древесины элементов стен. Соединения по длине могут быть усилены металлическими шиповыми пластинами, пластинами на гвоздях и др. В Т-образных соединениях элементов из профилированного бруса допускается производить их соединение по длине в месте замка. Соединение, как правило, должно быть невидимым. Элементы из сухого профилированного бруса допускается соединять по длине при помощи зубчатого клеевого соединения, размеры которого приводят в конструкторской документации. Элементы стен и простенков могут быть соединены по высоте при помощи винтовых тяг (компенсаторов). При этом конструкции тяг и размеры отверстий должны быть указаны в проектной и конструкторской документации.
|



Шпоночное соединение
Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например – защита вала от проворота относительно неподвижного корпуса. В отличие от соединений с
натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке. Поперечное сечение шпоночного соединения с призматической шпонкой представлено на рис. 1.
Из рис. 1 видно, что шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки. Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки. В сопряжении (размерной цепи) по высоте шпонки специально предусмотрен зазор по номиналу (суммарная глубина пазов втулки и вала больше высоты шпонки). Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Шпоночные соединения могут быть подвижными или неподвижными в осевом направлении. В подвижных соединениях часто используют направляющие шпонки с креплением к валу винтами. Вдоль вала с направляющей шпонкой обычно перемещается зубчатое колесо (блок зубчатых колес), полумуфта или другая деталь. Шпонки, закрепленные на втулке, также могут служить для передачи крутящего момента или для предотвращения поворота втулки в процессе ее перемещения вдоль неподвижного вала, как это сделано у кронштейна тяжелой стойки для измерительных головок типа микрокаторов. В этом случае направляющей является вал со шпоночным пазом.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. В стандартах предусмотрены разные исполнения шпонок некоторых видов, например, призматические шпонки с двумя закругленными торцами (исполнение 1), с одним закругленным торцом (исполнение 3) и с незакругленными торцами (исполнение 2), сегментные шпонки со срезанным краем сегмента (исполнение 2).
Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
В табл.1 приведены размеры ряда призматических шпонок и шпоночных пазов (ГОСТ 23360-78).
Таблица 1.
|
D (d) |
b |
h |
t1 |
t2 |
l |
s |
s1 |
|
От 6 до 8 Св.8 до 10 Св.10 до 12 ……………. |
2 3 4 …. |
2 3 4 …. |
1,2 1,8 2,5 ….. |
1,0 1,4 1,8 ….. |
6...20 6...36 8...45 ……. |
0,16…0,25 …………… |
0,08…0,16 ……………. |
|
Св.22 до 30 |
8 |
7 |
4,0 |
3,3 |
18-90 |
0,25…0,40 |
0,16…0,25 |
Длины шпонок l выбирают из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 40, 45, 50, 56, 63 и далее до 500 мм с полем допуска h14. Для длины L шпоночного паза, которая на 0,5...1,0 мм больше длины шпонки l, установлено поле допуска Н15.
Предельные отклонения глубин пазов на валу t1 и во втулке t2 приведены в таблице 2:
Таблица 2
|
Высота шпонки h |
Предельные отклонения t1 и t2 |
|
От 2 до 6 |
ЕI = 0; ES = + 0,1 |
|
Св. 6 до 18 |
EI = 0; ЕS = + 0,2 |
|
Св.18 до 50 |
ЕI = 0; ES = + 0,3 |
Стандарт устанавливает следующие поля допусков размеров шпонок:
- ширины b – h9;
- высоты h – h9, а при h свыше 6 мм – h11.
В зависимости от характера (вида) шпоночного соединения стандартом установлены следующие поля допусков ширины паза:
|
Вид шпоночного соединения |
Поле допуска ширины паза |
|
|
на валу |
во втулке |
|
|
Свободное Нормальное Плотное |
Н9 N9 Р9 |
D10 Js9 Р9 |
Для обеспечения качества шпоночного соединения, которое зависит от точности расположения плоскостей симметрии пазов вала и втулки, назначают допуски симметричности и параллельности и указывают их в соответствии с ГОСТ 2.308-79.
Числовые значения допусков расположения определяют по формулам:
Т = 0,6 Т шп
Т = 4,0 Т шп,
где Т шп – допуск ширины шпоночного паза b.
Расчетные значения округляют до стандартных по ГОСТ 24643-81.
Шероховатость поверхностей шпоночного паза выбирается в зависимости от полей допусков размеров шпоночного соединения (Ra 3,2 мкм или 6,3 мкм).
Условное обозначение призматических шпонок состоит из:
- слова "Шпонка";
- обозначения исполнения (исполнение 1 не указывают);
- размеров сечения b x h и длины шпонки l;
- обозначения стандарта.
Пример условного обозначения призматической шпонки исполнения 2 с размерами b = 4 мм, h= 4 мм, l = 12 мм
Шпонка 2 - 4 х 4 х 12 ГОСТ 23360-78.
Призматические направляющие шпонки закрепляются в пазах вала винтами. Для отжима шпонки при демонтаже служит резьбовое отверстие. Пример условного обозначения призматической направляющей шпонка исполнения 3 с размерами b = 12 мм, h = 8 мм, l = 100 мм
Шпонка 3 - 12 х 8 х 100 ГОСТ 8790-79.
Сегментные шпонки применяют, как правило, для передачи небольших крутящих моментов. Размеры сегментных шпонок и шпоночных пазов (ГОСТ 24071-80) выбираются в зависимости от диаметра вала.
Зависимость полей допусков ширины паза сегментного шпоночного соединения от характера шпоночного соединения:
|
Характер шпоночного соединения |
Поле допуска ширины паза |
|
|
на валу |
во втулке |
|
|
Нормальное |
N9 |
Js9 |
|
Плотное |
Р9 |
Р9 |
Для термообработанных деталей допускаются предельные отклонения ширины паза вала по Н11, ширины паза втулки - D10.
Стандарт устанавливает следующие поля допусков размеров шпонок:
- ширины b – h9;
- высоты h (h1) - h11;
- диаметра D - h12.
Условное обозначение сегментных шпонок состоит из слова "Шпонка"; обозначения исполнения (исполнение 1 не указывают); размеров сечения b x h (h1); обозначения стандарта.
Пример условного обозначения сегментной шпонки исполнения 2 с размерами b = 4 мм и h = 6,5 мм:
Шпонка 2 – 4 х 6,5 ГОСТ 24701-80.
Клиновые шпонки применяют в неподвижных соединениях, когда требования к соосности соединяемых деталей невысоки. Размеры клиновых шпонок и шпоночных пазов нормированы ГОСТ 24068-80. Длину паза на валу для клиновой шпонки исполнения 1 выполняют равной 2l, для остальных исполнений длина паза равна длине l закладной шпонки.
Предельные отклонения размеров b, h, l для клиновых шпонок такие же, как и для призматических (ГОСТ 23360-78).
По ширине шпонки b стандарт устанавливает соединения по ширине паза вала и втулки с использованием полей допуска D10. Длина паза вала L – по Н15.
Предельные отклонения глубин t1 и t2 соответствуют отклонениям для призматических шпонок.
Предельные отклонения угла наклона верхней грани шпонки и паза ± АТ10/2 по ГОСТ 8908-81.
Пример условного обозначения клиновой шпонки исполнения 2 с размерами b = 8 мм, h = 7 мм, l = 25 мм:
Шпонка 2 - 8 х 7 х 25 ГОСТ 24068-80.
Контроль элементов шпоночного соединения
Контроль элементов шпоночного соединения универсальными средствами измерений из-за малости их поперечных размеров существенно затруднен. Поэтому для их контроля широко используются калибры.
В соответствии с принципом Тейлора проходной калибр для контроля отверстия со шпоночным пазом представляет собой вал со шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Такой калибр осуществляет комплексный контроль всех размеров, формы и расположения поверхностей. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр для контроля центрирующего отверстия (гладкая непроходная пробка полного или неполного профиля) и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.
Проходной калибр для контроля вала со шпоночным пазом представляет собой призму («наездник») с выступом-шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр-скобу для контроля размеров центрирующей поверхности вала и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.