

1.5. Напряжения и деформации при сварке
1.5.1. Причины возникновения напряжений и характер деформаций
В процессе изготовления сварных конструкций в них возникают сварочные напряжения и деформации. Сварочные напряжения, превышающие предел текучести металла, вызывают его пластическую деформацию, которая приводит к изменению размеров и формы изделия т. е. к его короблению. Если сварочные напряжения превышают временное сопротивление (сгв), то происходит разрушение сварного шва или соединения, т. е. образуются трещины.
Причины возникновения сварочных напряжений и деформаций — неравномерное нагревание металла при сварке, литейная усадка расплавленного металла и структурные превращения в металле в процессе его охлаждения.
Все металлы при нагревании расширяются, а при охлаждении сжимаются. При наличии жестких связей между нагретыми и холодными участками металла приводит к образованию сжимающих или растягивающих внутренних сварочных напряжений.
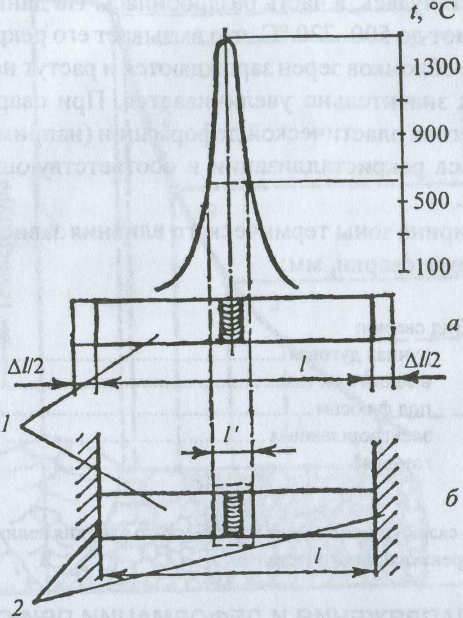
Рис. 1.10. Местный нагрев незакреплённой (а) и закреплённой обоими концами (б) пластин:
1 - пластины; 2 - жёсткое закрепление
Рассмотрим несколько примеров. При местном нагреве пластины, свободно лежащей на сварочном столе, ее длина / увеличится на Д/ (рис. 1.10, а). Это увеличение зависит от коэффициента линейного расширения данного металла, длины нагретой зоны, а также температуры ее нагрева. В процессе охлаждения удлинение будет уменьшаться и при начальной температуре станет равным нулю. После охлаждения пластина приобретает свои первоначальные размеры, и в ней не будет ни внутренних напряжений, ни остаточных деформаций. При местном нагреве этой же пластины, жестко закрепленной с обоих концов (рис. 1.10, б), она не может свободно удлиняться, поэтому в ней возникнут сжимающие внутренние напряжения. При высокой температуре нагрева (более 600 °С) сжимающие напряжения превзойдут предел текучести нагретого участка, в нем произойдет пластическая деформация сжатия и на длине Г он станет несколько толще. Напряжения сжатия частично исчезнут. При охлаждении пластина должна была бы укоротиться, но этому препятствует жесткое закрепление, в результате чего в ней возникнут растягивающие напряжения.
Аналогичным образом возникают внутренние напряжения и деформации при наплавке валика на кромку полосы (рис. 1.11, а). Наплавленный валик и нагретая часть полосы будут расширяться и растягивать холодную часть полосы, вызывая в ней растяжение с изгибом. Сам же валик и нагретая часть полосы будут сжаты, поскольку их тепловому расширению препятствует холодная часть полосы. График распределения напряжений эпюры будет иметь вид, показанный на рис. 1.11,6.
Растягивающие напряжения принято обозначать знаком «+», а сжимающие -знаком «-». В результате такого распределения напряжений полоса изогнется выпуклостью вверх. В процессе остывания наплавленный валик и нагретая часть полосы, претерпев пластические деформации, будут укорачиваться. Этому снова будут препятствовать верхние слои холодного металла полосы. Теперь уже наплавленный валик и нагретая часть полосы будут стягивать верхние
Нагретая
зона
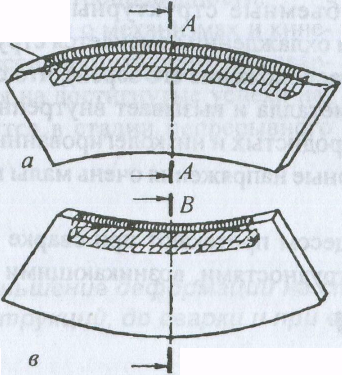
Рис. 1.11. Возникновение напряжений и деформаций при наплавке валика на кромку полосы металла:
qт - напряжение предела текучести
холодные ее волокна. Они сожмутся, и полоса прогнется выпуклостью вниз (рис. 1.11, в), а остаточные напряжения в ней распределятся, как показано на рис. 1.11, г.
В реальных условиях изменение температур от нагретой к холод-ной зоне полосы происходит плавно, поэтому на графиках распределения температур (эпюрах) переход от растягивающих напряжений к сжимающим также будет более плавным, чем показано на рис. 1.11, б и г.
При остывании и затвердевании жидкого металла сварного шва происходит его усадка. Явление усадки объясняется тем, что при затвердевании металл становится более плотным, и объем его уменьшается. Ввиду того, что металл шва жёстко связан с основным металлом, остающимся в неизменном объёме и противодействующим этой усадке, в сварном шве возникают внутренние напряжения.
При сварке происходят продольная и поперечная усадки расплавленного металла, в результате чего образуются продольные и поперечные внутренние напряжения (рис. 1.12), вызывающие деформации сварных изделий. Из-за продольной усадки возникает коробление изделий в продольном направлении (рис. 1.13), а поперечная, как правило, приводит к угловым деформациям, т. е. к короблению в сторону большего объема расплавленного металла (рис. 1.14).
При сварке легированных и высокоуглеродистых сталей наряду с тепловыми возникают объемные структурные напряжения. Объясняется это тем, что при охлаждении изменяется структура металла (размеры и взаимное расположение его зерен), что сопровождается изменением объема металла и вызывает внутренние напряжения. При сварке низкоуглеродистых и низколегированных не закаливающихся сталей структурные напряжения очень малы и возникают редко.
Ещё более сложные процессы протекают при сварке разнородных металлов. Основными трудностями, возникающими при этом,
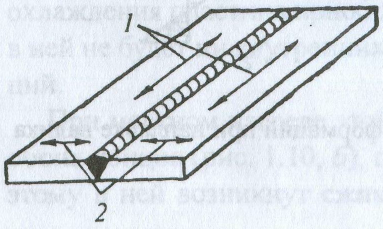
Рис. 1.12. Направления действия продольных / и поперечных 2 внутренних напряжений
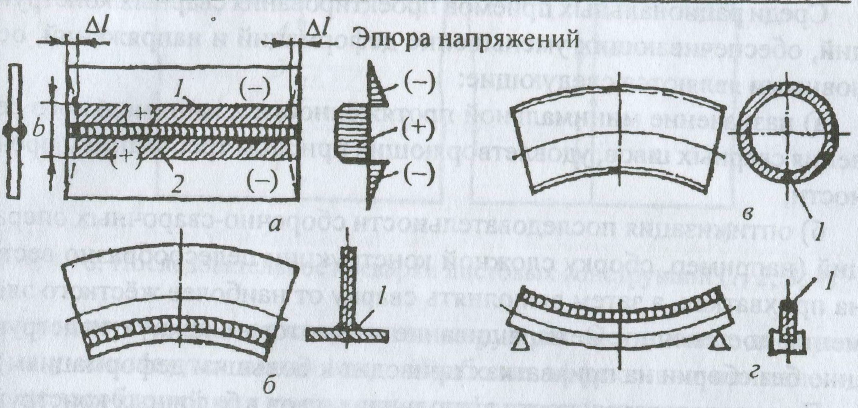 Рис.
1.13. Деформации сварных изделий от
продольной усадки наплавленного металла:
Рис.
1.13. Деформации сварных изделий от
продольной усадки наплавленного металла:
а - при симметричном расположении шва; б, в - при несимметричном расположении шва;
г- при наплавке валика на кромку полосы; / - сварной шов; 2 - зона нагрева;
А/ - деформация от продольной усадки; Ъ - ширина зоны нагрева
могут быть металлургическая несовместимость, т.е. различия в структуре, а также в коэффициентах линейного расширения, тепло- и электропроводности.
Представления о механизмах и кинетике процессов, протекающих при сварке, несмотря на достигнутые успехи науки, находятся в стадии непрерывного развития