

47.Газокислородная резка металлов. Условия ,необходимые для протекания стабильного процесса резки.
С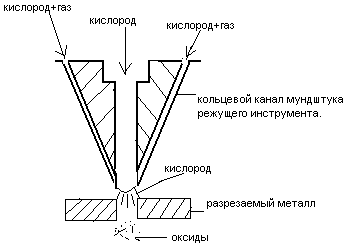 ущность
процесса заключается в том , что металл
нагревают до t
воспламенения в кислороде, затем на
нагретый участок подают струю чистого
кислорода в которой интенсивно
окисляется разрезаемый металл, а
образующиеся оксиды выдуваются струей
кислорода или воздуха.
ущность
процесса заключается в том , что металл
нагревают до t
воспламенения в кислороде, затем на
нагретый участок подают струю чистого
кислорода в которой интенсивно
окисляется разрезаемый металл, а
образующиеся оксиды выдуваются струей
кислорода или воздуха.
Газокислородная резка:
- разделительная
- поверхностная
Для того, чтобы процесс резки был технологически устойчивым необходимо устойчивым следующие условия.
1)t плавления металла должна быть выше t воспламенения металла в кислороде.
2)t плавления оксидов должна быть ниже t плавления самого металла.
3)Количество теплоты выделяющийся при оксидировании металла должно быть достаточным для поддержания непрерывного процесса резки.
4)Оксиды должны быть жидкотекучими и легко удаляться струей воздуха или кислорода.
48. Основные дефекты сварных соединении.
1)Неравномерная ширина шва.
2)Непровары ,т.е. отсутствия сплавления между свариваемыми элементами.
3)Подрезы. Местные уменьшения толщины основного металла в границе шва.
4)Наплывы.
5)Прожог.
6)Горячие и холодные трещины.
7)Шлаковые включения.
Перистые: КТГ-75-5; КТГ-75-8.
Стыковая КС
(оплавление).
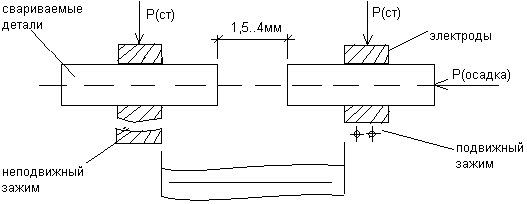 рименяется:
для соединения деталей сложной
конфигурации толстостенного проката
труб, рельсов. Детали, закреплённые в
зажимах машин плавным перемещением
подвижного зажима приводится в
соприкосновение при включенном токе,
происходит оплавление свариваемых
концов, производят осадку, т.е. сжатие
и выключают ток. Плотность
тока-140..860А/мм2;
время сварки t=0,5…1,5сек;
Pст=60…400мПа.
рименяется:
для соединения деталей сложной
конфигурации толстостенного проката
труб, рельсов. Детали, закреплённые в
зажимах машин плавным перемещением
подвижного зажима приводится в
соприкосновение при включенном токе,
происходит оплавление свариваемых
концов, производят осадку, т.е. сжатие
и выключают ток. Плотность
тока-140..860А/мм2;
время сварки t=0,5…1,5сек;
Pст=60…400мПа.
49.Стыковая контактная сварка, области применения, сущность процесса, режимы сварки.
Сварка с применением «P» при которой нагрев Me происходит теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые детали.
Q=I2RT
-точечная КС
-стыковая (сопротивлением, оплавлением)
-рельефная
-шовная (роликовая)
Сущность процесса заключается: при точечной КС сварка происходит по отдельным участкам касания, которая называется точкой.
Применяется: для сварки арматурных стержней, плоских сеток, пространственных каркасов, листовых заготовок, одинаковой и разной толщины, можно сваривать детали из однородных материалов.
Dэ=на 3….4 мм больше суммарной толщины,Dст=(1…1,5Dэ).
Весь
цикл сварки делится на 3 этапа: 1-сжатие
деталей электродами, 2-сварка,
т.е. нагрев проходящим эл.током ядра
точки, затем подача тока прекращается
и ядро точки кристаллизуется. 3-проковка,
т.е. сильное сжатие деталей и выдержка
под давлением для проковки ядра точки.
Жёсткий
Мягкий
до
1,5мм >1,5мм
и до 6мм
плотность-360Н/мм2
120Н/мм2
время
сварки t-1,1сек
3сек
сила
сжатия p-70мПа
200мПа.