

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
![]()
Г осударственное
образовательное учреждение высшего
профессионального образования
осударственное
образовательное учреждение высшего
профессионального образования
«МАТИ»-Российский Государственный Технологический Университет им. К.Э. Циолковского
![]()
Кафедра: Технология производства двигателей летательных аппаратов подготовка управляющих программ с использованием подпрограмм для у ч п у fanuc system 3m
Методические указания к лабораторной работе по курсу «Технология производства АД (РД)
Сост. Бойцов А.Г.
Смоленцев В.А.
Москва 2005
Включение установки без разрешения преподавателя, проводящего занятия,
ЗАПРЕЩЕНО!!!
ЗАДАНИЕ
-
Ознакомиться с назначением, характеристиками и технологическими возможностями установки ЕЛФА- 731 и устройства числового программного управления (УЧПУ).
-
Изучить особенности подготовки управляющих программ для микропроцессорного УЧПУ.
-
Подготовить управляющую программу обработки заданной преподавателем детали.
-
Осуществить набор и редактирование управляющей программы (УП) в режиме диалога с УЧПУ. Произвести обработку детали.
I. НАЗНАЧЕНИЕ И УСТРОЙСТВО УСТАНОВКИ ЕЛФА - 731
Установка ЕЛФА - 731 предназначена для упрочнения рабочих поверхностей деталей и режущего инструмента электроискровым легированием.
Сущность этого метода заключается в переносе материала легирующего электрода (ЛЭ) на упрочняемую поверхность. Частицы расплавленного электрическим искровым разрядом материалов ЛЭ и детали не успевая остыть перемешиваются и оседают на упрочняемой поверхности, образуя слой сплава, насыщенного элементами и закалённый до высокой твёрдости.
В качестве ЛЭ используются твёрдые сплавы ( ВК6, Т15К6, и др.), карбиды, нитриды и бориды переходных металлов (TiC, WC, TiN, TiB 2, NbC, CrC, ZrB2 и др.), металлы (Ti, Cr, Co, Ni, Al, W, Mo, Re, Ta, Hf и проч.), а также сплавы на их основе. Электроискровое легирование позволяет существенно (2...10 раз) повысить такие служебные характеристики деталей и инструмента, как износостойкость, фреттингостойкость, теплостойкость, антифрикционные свойства.
Схема процесса легирования представлена на рис. 1. Легирующий электрод 1 является анодом, а упрочняемой изделие 2, устанавливаемое на рабочем столе 3 - катодом. Параметры электроискровых разрядов подбирается таким образом, чтобы происходило преимущественная эрозия легирующего электрода. Необходимая мощность, частота и длительность разрядов обеспечиваются генератором импульсов, подающим на ЛЭ импульсы напряжения прямоугольной формы.
Требуемая величина межэлектродного зазора поддерживается электромеханической следящей системой, перемещением следящей головки 4 в вертикальном направлении посредством исполнительного электродвигателя 5, червячного редуктора 6 и ходового винта 7. Управление двигателем 5 осуществляется блоком следящей системы.
С целью повышения сполошности электроискровых покрытий и равномерности эрозии легирующего электрода, ему придаётся вращение от электродвигателя 6 с частотой 400...4000 об/мин, регулируемой блоком управления вращением Л.Э.
Легирующий электрод диаметром 1 или 2 мм устанавливается в цанговом патроне.
Основными режимами электроискрового легирования являются:
-
величина тока, проходящего через электродный зазор:
I = 4 ... 16 A
-
частота импульсов, выдаваемых генератором: f = 5 ... 66 кГц
-
ёмкость разрядного конденсатора:
C = 0,1 ... 1 мкф.
Значения этих величин подбираются опытным путём в зависимости от требований, предъявляемых к покрытию, материалов Л.Э. и упрочняемой поверхности. От назначения режимов обработки зависит шероховатость поверхности (изменяется в пределах Ra = 0,8 ... 2,5 км), толщина покрытия (до 10 мкм), его сплошность, элементный состав, твёрдость. Производительность легирования определяется скоростью перемещения легирующего электрода относительно упрочняемой поверхности. Установка "ЕЛФА-731" обеспечивает перемещение легирующего электрода по координатам X, Y, Z (рис. 2).
Перемещение ЛЭ по оси X обеспечивается порталом 1, а по Y - суппортом 2. Приводы портала и суппорта включает серводвигатели и винтовые передачи. Управление этими приводами осуществляется УЧПУ или вручную, с помощью специальных импульсных генераторов 4 или кнопок.
На суппорте 2 расположена наносящая головка 3, перемещение которой задаётся следящей системой (координата U), что позволяет не

Рис.1. Схема процесса электроискрового легирования. 1- легирующий электрод; 2 - упрочняемое изделие; 3 – стол; 4 – наносящая головка; 5 – электродвигатель следящей системы; 6 – редуктор; 7 – ходовой винт.
только поддерживать величину межэлектродного зазора, но и производить обработку сложных фасонных поверхностей.
Третья управляемая координата Z, используется при обработке изделий в виде тел вращения (цилиндрические, конические, фасонные детали, свёрла, зенкеры, развёртки, фрезы и прочее) для сообщения им вращательного движения. Для этих целей установка имеет специальное съёмное приспособление 5, в котором устанавливается упрочняемое изделие. Управление координатой Z подобно X и Y может осуществляться от системы ЧПУ или вручную, посредством импульсных генераторов и кнопок.
Установка "ЕЛФА-731" оснащена системой числового программного управления класса CNC "Fanuc- 3М". Данное устройство ЧПУ ориентировано на ручной ввод управляющей информации в режиме диалога с использованием алфавитно-цифрового дисплея. Благодаря этому можно

Рис.2. Рабочая зона установки ЕЛФА – 731. 1 – портал; 2 – суппорт; 3 – наносящая головка; 4 – импульсные генераторы; 5 – приспособление для упрочнения деталей с формой тел вращения (вращательная координата Z).
готовить управляющую программу непосредственно у станка, на основе данных чертежа.
По технологическому признаку - это позиционно-контурная система, с достаточно обширной (4000 знаков) полупроводниковой энергозависимой памятью управляющих программ, позволяющей содержать несколько программ или подпрограмм обработки деталей.
Устройство ЧПУ построено на базе 3-х микропроцессорных модулей. Микропроцессорный модуль представляет собой функционально законченное и конструктивно оформленное на одной плате изделие, состоящее из микропроцессора и других вспомогательных микросхем.
В настоящем устройстве ЧПУ используются следующие микропроцессорные модули:
-
модуль пульта - управляет процедурами ввода-вывода данных, осуществляет связь оператора с системой ЧПУ через пульт и алфавитно-цифровой дисплей, имеющий 16 строк информации по 32 знака в каждой строке. Символы могут индицироваться на экране дисплея в обычном и увеличенном размере. Посредством модуля пульта осуществляется также связь устройства ЧПУ с периферийными устройствами (телетайпом, перфоратором, фотосчитывателем, накопителем на магнитной ленте (компакт-кассете), компьютером и прочее). В комплект установки "ЕЛФА-731" входит только фотосчитыватель. Программы управления модулем пульта содержатся в его памяти. Логикой работы пульта управляет микропроцессор.
-
Центральный микропроцессорный модуль выполнен по структуре микро-ЭВМ. Основным назначением этого модуля является выполнение расчётов, связанных с интерполяцией криволинейных контуров и расчётов с использованием макрокоманд, т.е. логических и арифметических задаваемых управляющих программой. Микропроцессор этого модуля управляет работой всего устройства ЧПУ, осуществляя связь и взаимодействие микропроцессорных модулей в соответствии с заложенными в него алгоритмами.
-
Программируемый контроллер -третий микропроцессорный модуль. Его основное назначение - связь системы ЧПУ с приводами установки и схемами автоматики. Программируемый контроллер производит декодирование адресов и размерной информации и направление её на заданный привод или схему автоматики, а также управление следящими приводами посредством обработки сигналов обратной связи поступающих от встроенных в электродвигатели датчиков обратной связи.
II. ПОДГОТОВКА И ЗАПИСЬ УПРАВЛЯЮЩИХ ПРОГРАММ (УП)
А. Назначение команд входящих в управляющую программу.
Система ЧПУ производит управление перемещениями рабочих органов и работой схем автоматики по управляющим программам, представляющим собой последовательность команд, записанную в алфавитно-цифровом коде.
Для подготовки управляющей программы необходимо знать назначение команд управления, их последовательность, допустимые сочетания, структуру построения УП.
УП записывается в виде последовательности кадров, представляющих собой законченные по смыслу фразы на языке кодирования технологической, геометрической и вспомогательной информации. Кадры состоят из слов (команд) расположенных в определённом порядке, а слова из символов. Первый символ слова является буквой обозначающей адрес, а остальные символы образуют число со знаком или цифровой код.
Каждый кадр УП содержит одно или несколько информационных слов: "Номер кадра", "Подготовительная функция", "Размерное перемещение", "Функция подачи", "Вспомогательная функция". Слово "Номер кадра", если оно используется, располагается в начале кадра. Соблюдение последовательности остальных слов необязательно, однако принято располагать их в указанной выше последовательности.
-
Номер программы. Указывается в её начале после знака %. Слово "Номер программы" записывается с использованием адреса "О". Например, запись О0001 -означает, что программа имеет номер 1.
-
Номер кадра. Слово "Номер кадра" служит для обозначения элементарного участка УП и является вспомогательной информацией. Может быть проведена сквозная нумерация кадров УП, однако, в целях экономии памяти УП системы ЧПУ, слово "Номер кадра" обычно используется для обозначения кадра к которому имеется ссылка в тексте управляющей программы, осуществляющая многократное повторение участка УП начиная с кадра под указанным номером. Слово "Номер кадра" записывается с использованием адреса N. Например: N1; N130; N2350.
-
Подготовительная функция. Определяет режим работы системы ЧПУ. Назначение подготовительных функций указано в таблице 1 приложения. Эти слова задаются адресом G и двухзначным числом (кодом от 00 до 99). Номер группы расположенный во второй колонке указывает, что функция действует до тех пор, пока она не будет заменена или отменена другой функцией из той же группы. Прочерк в этой колонке означает, что функция действует только в том кадре, в котором она указана. Подготовительные функции могут быть записаны в кадре последовательно друг за другом в произвольном порядке. Однако рекомендуется запись в порядке возрастания их кодовых номеров. Если в одном кадре записано более одной подготовительной функции из данной группы, то действует функция записанная последней.
-
Размерное перемещение. Слово "Размерное перемещение" предназначено для задания геометрической информации. Это слово задаётся адресами X, Y, Z, I, J, K, R, где X, Y, Z, перемещения по осям координат I, J, K -параметры интерполяции, определяющие координаты начальной точки дуги контура относительно её центра, R -радиус дуги. Число следующее за адресом указывает значение размерного параметра. Это значение записывается со знаком. Целая часть числа отделяется от дробной точкой. Например: X -50.05; Y 200.125; Z -10. . В кадрах управляющей программы задаются координаты только конечных точек.
-
Функция подачи. Слово "Функция подачи" предназначено для задания скорости перемещения инструмента (в данном случае легирующего электрода) относительно обрабатываемой поверхности, т.е. рабочей подачи (мм/мин). Оно задаётся адресом F за которым следуют цифры указывающие величину подачи. Например, запись F100 означает, что рабочая подача будет составлять 100 мм/мин. Следует отметить, что значение рабочей подачи заданное управляющей программой может быть скорректировано переключателем, находящимся на пульте управления, в диапазоне от 10 до 150 % от записанной в программе.
-
Вспомогательная функция. Слово "Вспомогательная функция" задаётся адресом M за которым следует двузначный численный код от 00 до 99. Назначение вспомогательных функций указано в таблице 2 приложения.
Б. Кодирование участков траектории.
При подготовке УП необходимо учитывать наличие трёх систем координат (рис. 3)
а) Система координат станка. Она является главной расчётной системой, в которой заданием предельных перемещений определена рабочая зона. Положение начала отсчёта в этой системе координат (" О " станка) жестко зафиксировано и не может быть изменено ни с пульта ЧПУ, ни программным путём. " О " станка не изменяет своего положения в течение всего периода эксплуатации установки. Его положение устанавливается изготовителем.
б) Абсолютная (рабочая) система координат. В этой системе производится расчёт опорных точек. Опорными являются точки начала,

Рис. 3. Системы координат установки.
конца обработки контура по программе, пересечения или касания геометрических элементов из которых образованы линии обрабатываемого контура и траектории инструмента. Положение начала отсчёта данной системы координат (рабочий " О ") может быть задано управляющей программой. Координаты рабочего " О " в системе координат станка, хранятся в памяти системы ЧПУ до выключения подачи энергии. При новом включении установки, рабочий " О " совпадает с положением легирующего электрода в момент включения.
в
X Y Z CAN
Задание положения рабочего " О " в системе координат станка производится программным путём кадром следующего вида:
G92 X__ Y __ ;
г де
и значения координат X и Y в системе
координат станка. Легирующий электрод
перед этим выводится в " О "
станка с помощью кнопок
де
и значения координат X и Y в системе
координат станка. Легирующий электрод
перед этим выводится в " О "
станка с помощью кнопок
в режиме .
режиме .
Размерные перемещения могут задаваться управляющей программой координатами конечных точек участков траектории (абсолютное программирование), либо в виде приращений (программирование в приращениях). В первом случае используется подготовительная функция G90, во втором G91. Ниже приведён пример программирования участка обработки 0...2 (рис. 4).

Рис. 4. Операционный эскиз участка обработки.
Абсолютное программирование:
G00 G17 G90 X10. Y20.;
G01 X80. Y30. F100;
X40. Y45.;
Программирование в приращениях:
G00 G17 G91 X10. Y20.;
G01 X70. Y10. F100;
X-40. Y15.;
Приращения координат рассчитываются:
x1 = x1 –x0 = 10 - 0 = 10 y2 = y2 –y1 = 30 - 20 = 10
y1 = y1 –y0 = 20 - 0 = 20 x3 = x3 –x2 = 40 - 80 = - 40
x2 = x2 –x1 = 80 - 10 = 70 y3 = y3 –y2 = 45 - 30 = 15
Команда G00 - обеспечивает позиционирование, т.е. перемещение инструмента в заданную точку с ускоренной подачей. Это движение не скоординировано и производится по пути O – 1’ - 1.
Команда G01 - влечёт линейную интерполяцию, т.е. перемещение по прямой к точке с подачей заданной программой.
Перемещение инструмента вдоль дуги окружности кодируется в зависимости от направления движения инструмента (по часовой стрелке или против часовой стрелки) подготовительными функциями G02 и G03.
Способы задания круговой интерполяции и структуры соответствующих кадров УП приведены на рис. 5. Ниже приведён пример кодирования обработки участка контура в абсолютных координатах и приращениях ( Рис.6.).
а) в абсолютных координатах:
G92 X200. Y40.;
.............
G90 G03 X140. Y100. R60. F100;
G02 X120. Y60. R50.;
Первый кадр задаёт рабочий " О " относительно начального положения инструмента.
б) в приращениях:
G91 G03 X-60. Y60. R60. F100;
G02 X-20.Y-40. R50.;
В. Кодирование программ и подпрограмм.
Для того, чтобы правильно произвести кодирование УП, необходимо выполнить операционный эскиз, определить опорные точки, произвести тщательную детализацию технологического процесса обработки, установить строгую последовательность элементарных перемещений и технологических команд отрабатываемых системой ЧПУ.
Рассмотрим для примера запись УП обработки контура операционный эскиз которого представлен на рис. 7. Задание размерных перемещений, в данном случае, ведётся в приращениях.

Рис. 5. Способы задания круговой интерполяции.
Кодовая запись УП Пояснительная информация
O0001 G00 G90 X30. Y40.; Присвоение номера УП, позиционирование в точку начала обработки.
M03; Включение вращения электрода.
M23; Включение генератора импульсов.
M21; Включение следящей системы.
G01 G91 X50. F100; Перемещение с рабочей подачей
100 мм/мин из точки 1 в точку 2.
G03 Y20. R-20.; Движение по дуге с рабочей подачей из точки 2 в точку 3.
G01 X-50.; Линейное перемещение с рабочей пода-
чей из точки 3 в точку 4.
G03 Y-20. R10.; Перемещение по дуге из точки 4 в
точку 1.
M22; Выключение следящей системы.
M25; Выключение подъема электрода.
M24; Выключение генератора импульсов.
M05; Выключение вращения электрода.
G00 X-30. Y-40. Позиционирование в исходную точку с ускоренной подачей.
M02; Конец программы.
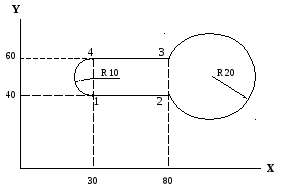
Рис. 7 . Операционный эскиз программы O0001.
УП обработки сложного контура, имеющего участки одинаковой формы и размеров, целесообразно готовить с использованием подпрограмм обработки. Например, на операционном эскизе контура, приведенном на рис.8 можно выделить следующие повторяющиеся участки: дуговой (опорные точки 1 – 2) и в виде зуба (опорные точки 4 – 5 – 6). Подпрограммы записываются аналогично программам и отличаются от последних только командой окончания (вместо М02 используется М99)

Рис. 8. Операционный эскиз программы O0002
Подпрограммы вызываются к действию кадрами управляющей программы или другой подпрограммы вида:
M98 P120003;
Где М98 – вызов подпрограммы к действию; после буквы P следуют цифры, причем четыре последние цифры соответствуют четырехзначному номеру подпрограммы, а первые цифры – указывают количество повторений подпрограммы. Например, в приведенной выше записи вызывается к действию подпрограмма номер O0003 и требуется выполнить эту подпрограмму 12 раз подряд.
Для того чтобы описать контур, приведенный на рис. 8. Необходимы подпрограммы движений по выделенным участкам. Кроме того целесообразно выделить подпрограммы, обеспечивающие включение следящей автоматики, генератора импульсов, вращение ЛЭ в начале обработки и их последовательное выключение в конце обработки.
Такие подпрограммы могут использоваться в любых других УП. Они записываются в следующем виде:
% %
O9998; O9999;
M03; M22;
M23; M25;
M21; M24;
M99; M05;
% M99;
%
Подпрограммы обработки элементов контура записываются в приращениях в следующем виде:
Для дугового участка:
%
O0011 G02 X10. R5.;
М99;