

-
Анализ посадок резьбовых соединений
Исходные данные: М16 – 7g8g
М – метрическая резьба, номинальный диаметр 16 мм, поле допуска винта 7g8g – поле допуска по среднему диаметру резьбы.
Таблица 2
|
|
Резьба |
||
|
Параметры |
Наружный 7g8g |
||
|
|
d |
d2 |
|
|
Номинальные размеры, мм |
16 |
14,701 |
|
|
Допуск, мкм |
100 |
80 |
|
|
Основные отклонения, мкм |
-38 |
-38 |
|
|
Предельные отклонения, мм |
верх. |
-38 |
-38 |
|
ниж. |
-318 |
-238 |
|
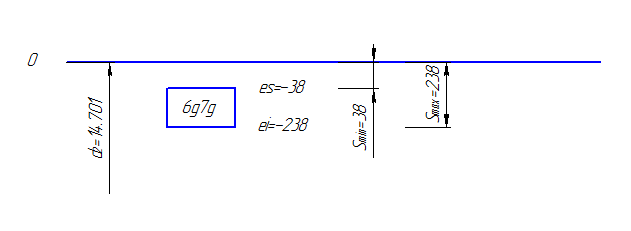
Рисунок 6 – Схема положений полей допусков резьбы по среднему диаметру
6 Калибры
6.1 Контроль резьбы калибрами
6.1.1 Виды калибров и их взаимосвязь
Для каждого типа резьбы предусмотрены следующие виды резьбовых калибров:
контрольный калибр-пробка;
контрольный калибр-кольцо;
рабочий калибр-пробка;
рабочий калибр-кольцо.
Комплект контрольных резьбовых калибров состоит из контрольного калибра-пробки и сопряженного с ним контрольного калибра-кольца. Натяг в этой паре калибров подлежит аттестации.
Изготовитель резьб в изделиях должен иметь рабочие калибры для контроля резьб. Состояние рабочих калибров должно обеспечивать гарантию, что резьбы, проконтролированные ими, соответствуют требованиям настоящего стандарта.
Изготовитель резьб должен также иметь доступ к контрольным калибрам для каждого размера и типа изготовляемых резьб. Он должен установить и документально зафиксировать программу измерения износа (изменения натяга между рабочим и контрольным калибрами) на каждом рабочем калибре-кольце и калибре-пробке, которые используют в производстве резьб. В эту программу должны быть включены детальное описание процедур измерения, частота проверок износа и критерии отбраковки, которые полностью исключают рабочий калибр-кольцо или калибр-пробку из дальнейшего применения. Результаты каждого требуемого измерения для каждого рабочего калибра-кольца или калибра-пробки должны документироваться. Записи процедур и измерений должны сохраняться не менее трех лет после последнего использования каждого калибра. Изготовитель должен также установить и документировать частоту инспекционного контроля резьб рабочими калибрами, основываясь на своей системе контроля производственного процесса.
Взаимосвязь и взаимное положение контрольных калибров, рабочих калибров и резьбы изделий должны соответствовать показанным на рисунках 8 и 9.
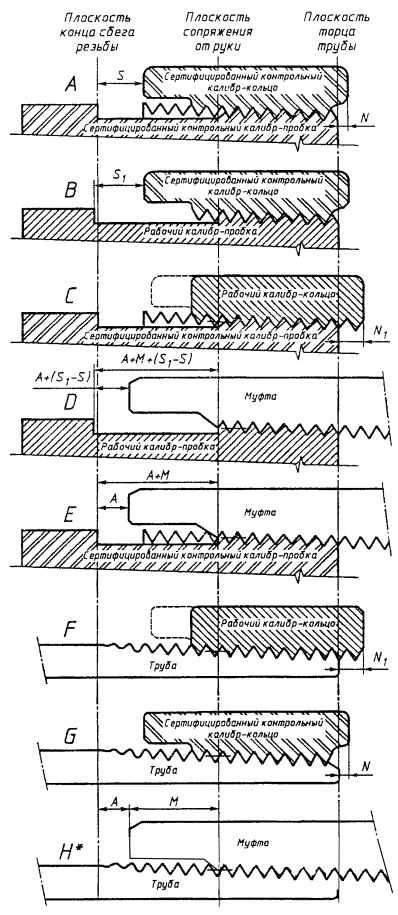
Рисунок 8 - Взаимосвязь между контрольными калибрами, рабочими калибрами и резьбой изделий для резьбы трубопроводов и закругленной треугольной резьбы обсадных и насосно-компрессорных труб
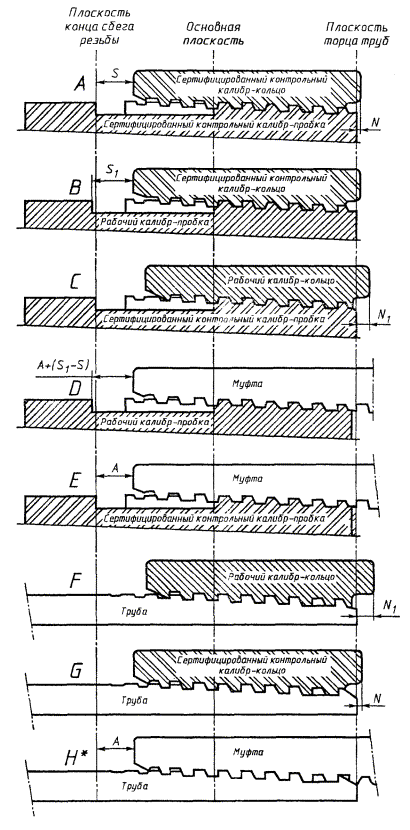
Рисунок 9 - Взаимосвязь между контрольными калибрами, рабочими калибрами и резьбой изделий для упорной резьбы обсадных труб
6.1.2 Назначение калибров
Резьбовой контрольный калибр-пробка является эталоном в схеме передачи натяга от контрольных калибров к резьбе изделия. Он предназначен для определения:
-натягов S и N контрольного калибра-кольца; значение натяга S маркируется на контрольном калибре-кольце;
- натяга N1 рабочего калибра-кольца; значение натяга N1 маркируется на рабочем калибре-кольце.