

1.6 Разметка заготовок
Разметка
заготовок из листового проката
осуществляется построением разверток
и вычерчи ванием
на плоскости. При этом имеют в виду
раскрой металла с минимальными отходами.
ванием
на плоскости. При этом имеют в виду
раскрой металла с минимальными отходами.
Различают три метода разметки:
1 Камеральный метод – заключается в переносе размеров на материал по предварительно разработанным эскизам развертки;
2 Плазовый метод развертки – заключается в выполнении развертки в натуральную величину на специально подготовленной плоскости, называемой плазом, или непосредственно на металле.
3 Оптический метод – заключается в применении системы линз.
Для изготовления аппарата выбрали камеральный метод, как самый распространенный при производстве аппаратуры.
1.7 Резка. Подбор оборудования.
Раскрой металла осуществляется методами холодной и термической обработки. Способы резания многочисленны. Их выбор определяется физио-химическими свойствами металла, основами металловедения и металлургии процесса резания и технико – экономическими показателями.
При
прочих равных условиях преимущество
имеет холодное резание без снятия
стружки. Это объясняется производительностью
процесса и минимальными затратами на
технологические  материалы.
материалы.
Для оценки влияния химического состояния на разрезаемость стали рассчитываем эквивалент углерода:
![]() (23)
(23)
где C, Cr, Si, Mo, V, Mn, Ni, Cu – процентное содержание в стали углерода, хрома, кремния, молибдена, ванадия, марганца, никеля и меди соответственно, %.
![]()
Так как эквивалент углерода СЭ меньше 0,6%, то резка возможна в любых условиях. Поэтому выберем резку на ножницах.
Предел прочности материала на срез, τ, МПа, определим согласно [7, С.16] по формуле:
![]() (24)
(24)
где σв – предел прочности материала, МПа.
![]()
Для дальнейших расчетов выберем среднее значение из полученного промежутка; τ = 285 МПа.
Площадь резания для ножниц с параллельными ножами, F, м2, определяется согласно [7, С.16] по формуле:
![]() (25)
(25)
где S – толщина листа, м;
α – угол наклона ножа,0.
.
![]()
Резание
происходит за счет развития ножами
напряжения сдвига. Усилие для развития
сдвига металла, Рс,
МН, определяется согласно [7, С.16] по
формуле:
![]() (26)
(26)
![]()
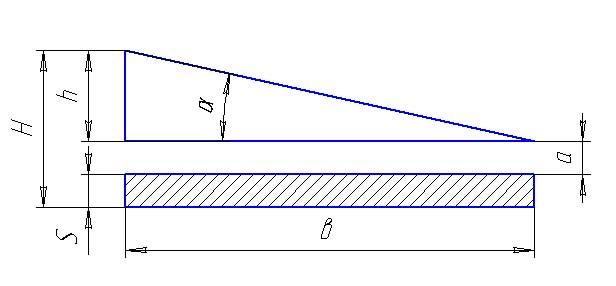
Рисунок 4 – Ход ножей
Расчетный ход ножей h, м, определяется согласно [7, С.16] по формуле:
![]() (27)
(27)
где В – ширина листа, м;
α – угол между наклонными ножами, 0.
![]()
Действительный ход ножей H, м, определяется согласно [7, С.16] по формуле:
![]() (28)
(28)
![]()
Работа резания за один ход ножа А, Н∙м, определяется согласно [7, С.16] по формуле:
![]() (29)
(29)
![]()
Мощность привода N, кВт, определяется согласно [7, С.16] по формуле:
![]()
 (30)
(30)
где А - работа резания за один ход ножа, Н∙м;
n – число ходов в минуту;
η – КПД; η = 0,75.
![]()
-
Подбор листогибочной машины
Гибка, заключается в том, что заготовка пропускается между валками, при этом используется реверсивность машины. Для гибки листа примем симметричную трехвалковую листогибочную машину.
Исходные данные:
|
Размеры листа: |
|
Характеристика машины: |
|
|
Ширина b, мм |
1800 |
Число роликов |
3 |
|
Толщина S, мм |
8 |
Ширина листа, мм |
3050 |
|
Радиус кривизны R, мм |
500 |
Толщина, мм |
35 |
|
Марка стали |
ВСт3 |
Диаметр боковых валковDб, мм |
350 |
|
Предел текучести т, МПа |
320 |
Расстояние между осями боковых валков l, мм |
1000 |
|
Модуль Юнга Е, МПа, |
1,99∙105 |
Диаметр шейки валков d, мм |
200 |
|
|
|
Скорость гибки V, м/с |
0,067 |
|
|
|
К.П.Д. , % |
80 |
|
|
|
Мощность, кВт |
22 |
Для гибки в холодном состоянии согласно [3,С.156] должно выполняться условие
R(20 - 25)S, (31)
где R – радиус гибки, мм
S – толщина листа, мм
1200 мм (160 -200) мм.
Так как условие выполняется, то производим гибку в холодном состоянии.
Коэффициент упругой зоны k в листе определяли согласно [3. С 167] по формуле:
 (32)
(32)

Изгибающий момент М, Нм, определяли согласно [3, С.88] по формуле
![]() (33)
(33)
![]()
Угол определяли согласно [3, С.166] по формуле:
![]() (34)
(34)
![]()
Усилие Рс, Н, на валках определяли согласно [3, С.166] по формуле:
![]() (35)
(35)
![]()
Усилие Рб, Н, на боковой валок определяли согласно [3, С.166] по формуле:
![]() (36)
(36)
![]()
Крутящий момент М'к, Нм, затрачиваемый на деформацию листа определяли согласно [3, С.94] по формуле:
![]() (37)
(37)
![]()
Крутящий момент М''к, Нм, затрачиваемый на трение качения валков по листу и трение в подшипниках валков определяли согласно [3,С.167] по формуле:
![]() (38)
(38)
где f-коэффициент трения качения валков по листу, f=0,8;
- коэффициент трения в подшипниках, =0,1.
![]()
Суммарный крутящий момент Мк, Нм, на боковых валках определяли согласно [3, С. 168] по формуле:
![]() (39)
(39)
![]()
Мощность привода N, кВт, листогибочной машины определяли согласно [3,С.167] по формуле:
![]()
 (40)
(40)
![]()
В таблице 4 привели техническую характеристику листогибочной машины.
Таблица 4 – Техническая характеристика листогибочной машины
|
Параметры |
Значения |
|
Рабочая длина валков, мм |
3050 |
|
Скорость гибки, м/мин |
4 |
|
Максимальная толщина изгибаемой стали, мм |
25 |
1.9 Сборка свариваемых элементов
В аппаратостроении сборку применяют в двух технологических разновидностях.
Первая – сборка свариваемых элементов, необходимая для последующего выполнения сварных соединений. Вторая – сборка сварных узлов и аппарата в целом, осуществляемая на основе технологии сборки машин и механизмов.
Каждая из разновидностей процесса сборки может состоять, если рассматривать вопрос в общей форме, из стадий: подготовки – пригонки изделий, соединение деталей в подузлы – подгруппы, в узлы – группы, комплекты и окончательной сборки.
Для первой разновидности заключительной является сварочная операция.
 В
операцию сборки свариваемых элементов
входят следующие виды работ: установка,
разметка для привариваемых деталей,
проверка сопряжения кромок и сборочных
баз, подгонка свариваемых элементов и
деталей, фиксирование свариваемых
кромок разъемными или неразъемными
соединениями.
В
операцию сборки свариваемых элементов
входят следующие виды работ: установка,
разметка для привариваемых деталей,
проверка сопряжения кромок и сборочных
баз, подгонка свариваемых элементов и
деталей, фиксирование свариваемых
кромок разъемными или неразъемными
соединениями.
Применяют сборку двух технологических разновидностей:
необходимая для последующего выполнения сварных работ;
сборка узлов и аппарата в целом.
Качество сборки в значительной мере определяется качество и производительность сварочных операций. Сборку и сварку следует производить по заранее разработанному технологическому процессу.
1.10 Сварочные напряжения и деформации.
Образование деформаций приводит к отклонениям от заранее заданных размеров и форм свариваемых деталей за пределы установленных допусков. Это вызывает необходимость последующей правки и пригонки при соединении деталей и узлов. Деформации делят на:
1 продольное укорачивание
2 поперечное укорачивание
3 изгиб конструкции
4 скручивание
5 выпученность и волнистость
6 угловые деформации
К общим мероприятиям по снижению напряжения и деформаций относят:
1 преднамеренное деформирование свариваемых деталей
2 симметричное положение швов
3 уменьшение размеров швов
К мероприятиям по уменьшению сварных напряжений относят:
1 уменьшения сечений сварных швов
2 уменьшение количества сварных швов
3 использование термообработки
 4
регулирование погонной энергии при
сварке
4
регулирование погонной энергии при
сварке
5 проковка швов
1.11 Приспособления и механизмы для проведения сборочно-сварочных работ
Основное назначение сборочно – сварочных механизмов при сварке заключается в непрерывном или периодическом изменении позиций, т.е. положение деталей относительно головки для автоматической сварки, рабочего места сварщика и сборщика при одной установке или при одном закреплении. Сборочно-сварочные механизмы и вспомогательное сварочное оборудование в процессе сварки и сборки выполняют роль кантователей.
Для производства сборочно-сварочных работ применяют следующие приспособления.
Роликовый стенд – предназначен главным образом для сборки и сварки обечаек и корпусов аппаратов деталей и секций трубопроводов. При помощи стенда возможно вращение конструкции в прцессе сборки и сварки. Используется при сварке продольных швов. Его можно использовать и при установке в аппаратах внутренних устройств, т. е. при окончательной сборке.
Манипуляторы применяют при производстве деталей гарнитуры (штуцеров, люков и др), а также крупных деталей (днищ, узлов шаровых резервуаров, решеток).
Стеллажи применяют в производстве аппаратуры из секции, свариваемых из листов на плоскости.
1.12Подбор роликового стенда
 Согласно
приняли роликовый стенд тяжелого типа
с балансированными роликами
Согласно
приняли роликовый стенд тяжелого типа
с балансированными роликами
Грузоподъемность 15,30,60
Скорость вращения изделий, м/ч
при сварке 8-130
маршевая 130
Диаметр, мм
свариваемых изделий 120-6000
роликов 510
Мощность электродвигателя, кВт 2,1
Габаритные размеры роликовых опор, мм
длина 800
ширина 900
высота 1200
Масса роликовых опор, т
приводной 1,1
холостой 0,865
холостой передвижной 0,98
2 Сборка свариваемых элементов
В аппаратостроении сборку применяют в двух технологических разновидностях.
Первая – сборка свариваемых элементов, необходимая для последующего выполнения сварных соединений. Вторая – сборка сварных узлов и аппарата в целом, осуществляемая на основе технологии сборки машин и механизмов.
Каждая из разновидностей процесса сборки может состоять, если рассматривать вопрос в общей форме, из стадий: подготовки – пригонки изделий, соединение деталей в подузлы – подгруппы, в узлы – группы, комплекты и окончательной сборки.
Для первой разновидности заключительной является сварочная операция.
В операцию сборки свариваемых элементов входят следующие виды работ: установка, разметка для привариваемых деталей, проверка сопряжения кромок и сборочных баз, подгонка свариваемых элементов и деталей, фиксирование свариваемых кромок разъемными или неразъемными соединениями.
Применяют сборку двух технологических разновидностей:
-
необходимая для последующего выполнения сварных работ;
-
сборка узлов и аппарата в целом.
Качество сборки в значительной мере определяется качество и производительность сварочных операций. Сборку и сварку следует производить по заранее разработанному технологическому процессу.