

3. Теоретическое обоснование
Формы офсетной печати без увлажнения пробельных элементов изготавливаются преимущественно по цифровой технологии на термочувствительных формных материалах. В технологии «компьютер — печатная машина» DI (Direct Imaging) цифровые данные вводятся непосредственно в печатную машину, оснащенную соответствующими средствами прямой записи информации на формный материал. Данные задания передаются в растровый процессор, подключенный к пульту управления машины. Сгенерированные RIP итовые карты растрированных цветоделенных изображений управляют одновременной записью печатных форм во всех печатных сек-иях.
Применение лазерной технологии записи DI/Laser обеспечивает изготовление печатных форм с высоким разрешением и заданными астровыми структурами. Источниками лазерного излучения служат лазерные светодиоды с длинами волн, соответствующими инфракрасному диапазону (например, 830 нм). Устройство записи состоит из нескольких модулей, включающих лазерные светодиоды, стекловолоконный световод и оптику, фокусирующую лазерный луч в пятно диаметром около 30 мкм с разрешением записи 1270 dpi.
Формный материал в своем строении имеет термочувствительный слой, который под действием импульса излучения лазера подергается испарению.
На форме плоской офсетной печати без увлажнения разделение печатающих и пробельных элементов достигается за счет наличия низкоэнергетического слоя на поверхности пробельных элементов, тот слой должен обеспечивать практически нулевую адгезию печатной краски к поверхности. Такими свойствами обладают фторорганические и кремнийорганические полимеры, в частности, сшитый силиконовый полимер, представляющий собой полисилоксановый слой толщиной около 3 мкм.
Запись информации на формный материал осуществляется посредством лазерной абляции (уноса), полисилоксанового слоя (рис. 18.1).
В результате поглощения тепловой энергии термопоглощающим слоем 4, нанесенным на полиэтилентерефталатную подложку 3, происходит возгонка слоя, удаляемого вместе с полисилоксановый слоем 5. Олеофильная подложка служит печатающими элементами 6. Олеофобные пробельные элементы 5 располагаются на полисилоксановом слое на участках, не подвергавшихся лазерному воздействию. Последующая обработка ограничивается очисткой формы ма териалом, пропитанным смывочной жидкостью, от мелких частиц, появившихся в процессе тепловой записи.
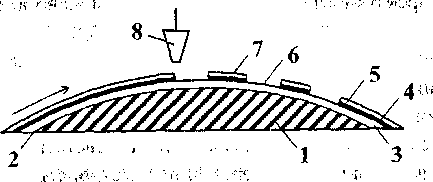
Рис. 18.1. Лазерная запись на формный материал при изготовлении офсетной
формы для печати без увлажнения пробельных элементов 1 — формный
цилиндр; 2 — формный материал; 3 — полиэтилентерефталатная подложка;
4 — термочувствительный слой; 5 — полисилоксановый слой; 6 — печатающие
элементы; 7 — пробельные элементы; 8 — лазер
Машины Quickmaster DI и DIPro, например, оснащены системой зарядки, осуществляющей подачу формного материала из рулона, находящегося внутри формного цилиндра, и автоматическую перемотку использованной печатной формы.
4. Методика выполнения работы
В соответствии с целью работы студенты знакомятся с технологией «компьютер — печатная машина» с помощью учебных пособий, имеющихся в лаборатории. Изучение технологического процесса по схеме «компьютер — печатная машина» проводится на примере изготовления формы для офсетной печати без увлажнения пробельных элементов.
С помощью микроскопа оценивается структура формных пластин различного строения для офсетной печати без увлажнения пробельных элементов.
После получения у преподавателя образов печатных форм, изготовленных на различных формных пластинах по технологии «компьютер — печатная машина», изучается строение печатающих и пробельных элементов форм (рис. 18.2). Для оценки качества воспроизведения изображения на печатной форме используется тест-объект, представленный в электронном виде, содержащий растровые и штриховые элементы различных размеров, а также фрагменты текста с кеглем шрифта от 4 пунктов.
![]()
Рис. 18.2. Строение офсетной формы для печати без увлажнения пробельных элементов. 1 — подложка; 2 — термочувствительный слой;
3 — олеофобный слой; 4 — краска
Качество изображения оценивается с помощью лупы при этом следует обращать внимание на четкость воспроизведения краев штриховых и растровых элементов. Дополнительно на оттисках, ранее полученных с аналогичных печатных форм, с помощью лупы оценивают воспроизведение штриховых и растровых элементов и проводят сравнение с данными, полученными при выполнении работы.