

Определение типа производства
Тип производства – это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
Для определения типа производства используем годовой объем выпуска и массу детали. В нашей работе объем выпуска N=25000, масса детали < 1 кг, следовательно, выбираем серийный тип производства, который характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска.
Исходные данные:
Годовая программа
изделий
![]() шт.
шт.
Количество деталей
на изделие
![]() шт.
шт.
Определяем основное технологическое время:
Токарная обработка:
То=(0.17dl+0.52dl+0.18dl+0.18dl+0.17dl+0.1dl+0.17dl+0.1dl+0.037d+0.052d+0.17dl+0.1dl+0.037d+0.052d+0.037d+0.052d))103=(0.17*55*32+0.52*20*32+0.18*30*32+0.18*30*32+0.17*46*22+0.1*46*22+0.17*40*5+0.1*40*5+0.037*55+0.052*55+0.17*42*4+0.1*42*4+0.037(552-302)+0.052(552-302)+0.037*(552-452))103=1448.99*10-3=1.449 мин.
Шлифование:
То=(0,07dl+0.1dl+0.07dl+1.5dl)103=(0.07*46*22+0.1*46*22+0.07*30*32+1.5*30*32)10-3=1.68 мин.
Фрезерование:
То=7*20*10-3=0.14мин.
Сверление:
То=(0,052dl+0.21dl)10-3=(0.052*4*3+0.21*4*3)10-3=0.003мин.
Определяем штучно-калькуляционное время:
Токарная обработка: То=1.449 мин.,
Тш-к=Тоφк=1.449*2,14=3.1 мин.;
Шлифование: То=1.68 мин.,
Тш-к=Тоφк=1.68*2.1=3.528 мин.;
Фрезерование: То=0.14 мин.,
Тш-к=Тоφк=0.14*1.84=0.2576 мин.,
Сверление: То=0.003 мин.,
Тш-к=Тоφк=0.003*1.72=0.00516 мин.;
Располагая штучно-калькуляционным временем, затраченным на каждую операцию, определяем количество станков:
![]()
где N-годовая программа, шт.; Тш-к - штучно-калькуляционное время, мин.; FД- действительный годовой фонд времени, ч; ηЗ.Н.-нормативный коэффициент загрузки оборудования. ( FД=4029ч, ηЗ.Н.=0.90.)
Вычисляем значение фактического коэффициента загрузки рабочего места:
![]()
Количество операций, выполняемых на рабочем месте:
![]()
Штучно-калькуляционное время, а также все последующие результаты заносим в таблицу 1
Таблица 1
|
Операции |
Тш-к, мин. |
mP, шт. |
P, шт. |
ηЗ.Ф. |
О, шт. |
|
1.Токарная |
3.1 |
0.0356 |
1 |
0.0356 |
25.28 |
|
2.Шлифовальная |
3.528 |
0.041 |
1 |
0.041 |
21.95 |
|
2.Фрезерная |
0.2576 |
0.00296 |
1 |
0.00296 |
304.05 |
|
3.Сверлильная |
0.00516 |
0.000059 |
1 |
0.000059 |
15254 |
Кол-во деталей в партии при групповой форме организации производства с периодичностью запуска производства 24 дня:
![]()
Принимаем 250 деталей в партии.
Расчет припусков, выбор вида и метода получения заготовки
Основными конечными показателями обработки резанием является уровень шероховатости обработанной поверхности, ее геометрическая точность и физико-механические характеристики (например, упрочнение и глубина изменившейся микротвердости). Основное влияние на эти показатели оказывают глубина
резания, подача, скорость резания и смазочно-охлаждающие технологические средства (СОТС), которые взаимно связаны между собой и совокупно влияют на результаты резания. В практике машиностроения выработалась условная градация процессов резания, сущность которой состоит в том, что все процессы резания разделяют на черновое (обдирочное), получистовое, чистовое и тонкое точение. Для каждой градации способов резания назначены диапазоны численных значений шероховатостей, точности и других характеристик обработанных поверхностей.
Припуском называют слой материала, удаляемый в процессе механической обработки заготовки для достижения требуемой точности и качества обрабатываемой поверхности.
Различают припуски промежуточные (Zi) и общие (Z0).
Промежуточный припуск - слой материала, который должен быть удален во время данной операции или перехода. Промежуточный припуск определяют как разность размеров, полученных на смежном и предшествующем переходах.
При обозначении припусков используются следующие индексы: (i-1) - индекс для предшествующего перехода; i- индекс для выполняемого перехода.
При обработке поверхности вращения припуски задают на диаметр:
2Zi=di-1 -d
Общий припуск равен сумме промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности:
Общий припуск определяется как половина разности размеров заготовки и готовой детали. Выбор общих и операционных припусков и допусков имеет большое технико-экономическое значение.
Чрезмерно большие припуски снижают экономическую эффективность процесса за счет потерь металла, переводимого в стружку. Удаление лишних слоев металла требует введения дополнительных технологических переходов, увеличивает трудоемкость процессов обработки, расход энергии и режущего инструмента, повышает себестоимость обработки. При увеличенных припусках в некоторых случаях удаляют наиболее износостойкий поверхностный слой обрабатываемой детали (наклеп).
Чрезмерно малые припуски также нежелательны. Они не обеспечивают удаление дефектных поверхностных слоев и получение требуемой точности и шероховатости обработанной поверхности, а в некоторых случаях создают неприемлемые условия для работы режущего инструмента по литейной корке или окалине. Чрезмерно малые припуски требуют повышения точности заготовок, затрудняют их разметку и выверку на станках и, в конечном счете, увеличивают вероятный процент брака. Правильно выбранный припуск обеспечивает устойчивую работу оборудования при достижении высокого качества продукции и минимальную себестоимость продукции.
Рассчитаем диаметральные размеры болта для двух наиболее точных поверхностей.
|
Технологические переходы Обработки поверхности Ø30H90.06мм. |
Элементы припуска, мкм. |
Расчетный припуск 2zmin, мкм. |
Расчетный размер dP, мм. |
Допуск δ, мкм. |
Предельный размер, мм. |
Предельное значение припусков, мкм. |
|||||
|
Rz |
T |
ρ |
ε |
dmin |
dmax |
2zminпр |
2zmaxпр |
||||
|
Заготовка |
40 |
60 |
30,7 |
0 |
- |
29.419 |
520 |
28.9 |
29.42 |
- |
- |
|
Черновое растачивание |
50 |
50 |
6.36 |
0 |
281.4 |
29.637 |
210 |
29.427 |
29.637 |
217 |
527 |
|
Получистовое растачивание |
20 |
25 |
0 |
0 |
212.7 |
29.85 |
84 |
29.766 |
29.85 |
213 |
339 |
|
Предварительное шлифование |
10 |
20 |
0 |
30 |
150 |
30 |
52 |
29.948 |
30 |
150 |
182 |
|
Чистовое шлифование |
5 |
15 |
0 |
0 |
60 |
|
21 |
30.039 |
30.06 |
60 |
91 |
Расчёт припусков и предельных размеров по технологическим переходам на обработку отверстия Ø30H9+0.06.
Таблица 2
Пространственная погрешность:
 где,
где,
рсм смещение отверстия (после сверления отверстия глубиной 32мм равно нулю)
![]()
Пространственное отклонение :
После сверления:
ρ=
![]() =30.7мкм;
=30.7мкм;
После чернового
растачивания: ρ=
![]() =6,36мкм;
=6,36мкм;
После получистового растачивания: ρ=0;
После предварительного шлифования: ρ=0
После чистового шлифования: ρ=0
Погрешность установки для операций растачивания равна нулю т.к. обработка поверхности производится после сверления без смены позиции. Погрешность установки для первой операции шлифования равна:
![]()
Погрешность установки для второй операции шлифования равна нулю т.к. обработка поверхности производится без смены позиции.
Определение межоперационных припусков:

Минимальный припуск под растачивание:
черновое
![]() мкм
мкм
получистовое
![]() мкм
мкм
Минимальный припуск под шлифование:
предварительное
![]() мкм
мкм
чистовое
![]() мкм
мкм
Определение расчетных размеров:
![]()
![]() мм
мм
![]() мм
мм
Определение предельных размеров
(![]() округлен до точности допуска):
округлен до точности допуска):
![]()
![]() мм
мм
![]() мм
мм
![]() мм
мм
Определение предельных значений припуска:
для чистового шлифования
для предварительного шлифования
для получистового растачивания
для чернового растачивания
Построим схему графического расположения припусков и допусков на обработку поверхности Ø30H9:
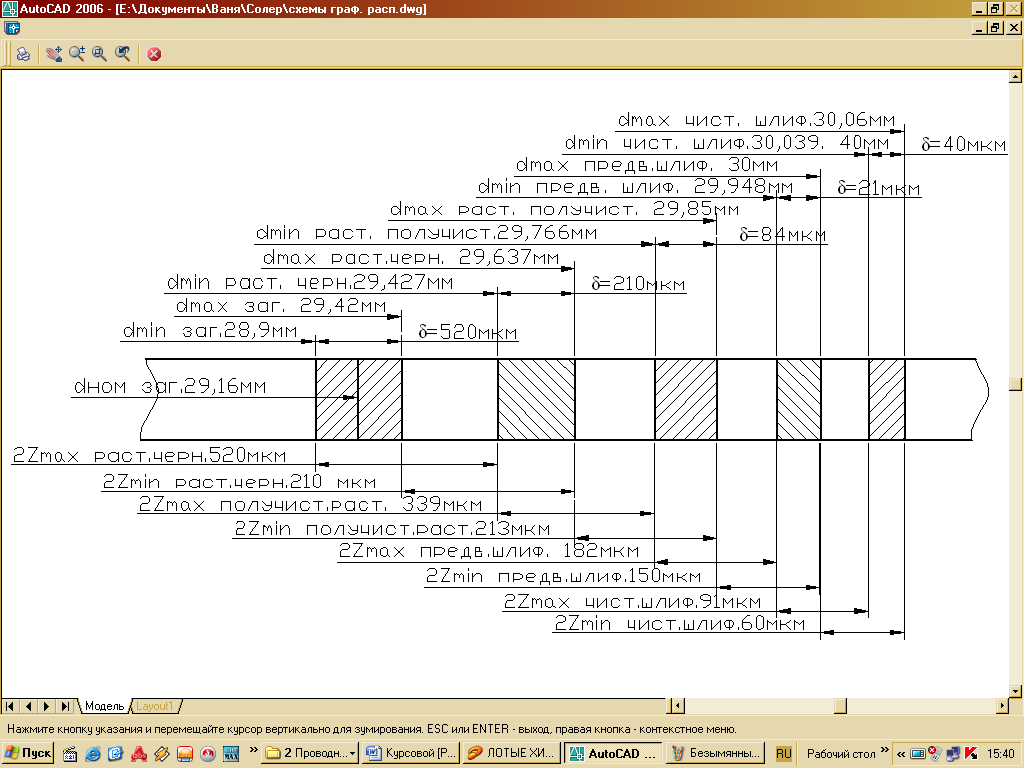
Рис. 1 “Схема графического расположения припусков и допусков на обработку отверстия Ø30H9 болта”
Выбор наиболее рационального способа получения заготовки зависит прежде всего от типа производства. В нашей работе мы определили тип производства - серийный. Для такого производства заготовки целесообразно получать методом обработки на различных токарно-винтовых станках. Для обработки болтов мы выбрали токарно-винторезный станок 250 ИТВМ. (Особенности конструкции и технические характеристики станка приведены в приложении 6)