

4. Электроды
Электроды подразделяют на плавящиеся (металлические) и неплавящиеся (графитовые, вольфрамовые). При ручной электродуговой сварке в основном используют плавящиеся. Они служат для возбуждения дуги, поддержания ее горения, а, также как присадочный металл, идущий на образование сварного шва. Электрод (см. рис.7) состоит из металлического стержня и нанесенного на него покрытия. При сварке непокрытым (голым) электродом дуга горит неустойчиво, в сварочную ванну проникают кислород и азот из воздуха, она насыщается окислами, газами, шов получается пористым, низкокачественным.
Стержни электродов изготавливают из специальной сварочной проволоки, марки которой, химсостав и другие требования регламентированы ГОСТ 2246-70. Длина стержней колеблется от 250 до 450 мм в зависимости от их диаметра, который чаще всего равен 2-6 мм.
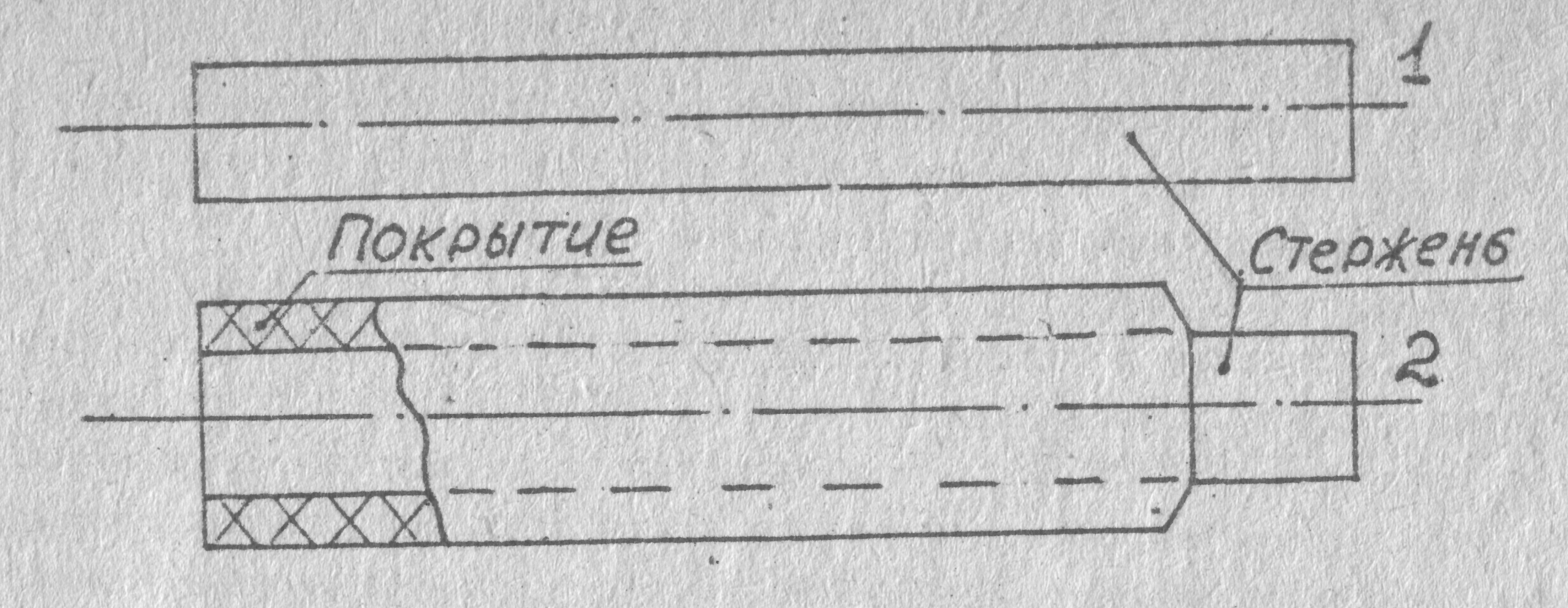
Рис.7. Электроды: 1 - голый электрод,
2 - электрод с покрытием
Применение покрытых (качественных) электродов существенно повышает эффективность ручной дуговой сварки, расширяет область ее использования. Составы покрытий различны в зависимости от назначения электродов. Входящие в покрытия компоненты обеспечивают:
а) легкое зажигание и устойчивое горение дуги,
б) раскисление и очищение металла шва от окислов,
в) защиту сварочной ванны и металла шва от кислорода и азота воздуха,
г) легирование металла шва такими элементами, как хром, молибден, никель и др. с целью повышения прочности швов и придания им специальных свойств (повышенной твердости, коррозионной стойкости, жаропрочности и др.).
Химсостав и свойства металла шва (или наплавленного металла) регламентированы ГОСТами в зависимости от назначения электродов и их типов. Промышленность выпускает электроды для сварки конструкционных сталей (ГОСТ 9467-75), для сварки высоколегированных сталей с особыми свойствами (ГОСТ 10052-75) и для наплавки поверхностных слоев с особыми свойствами (ГОСТ 10051-75).
5. Сварные соединения и швы
Шов с прилегающими к нему участками заготовок называют сварным соединением. В зависимости от взаимного расположения заготовок сварные соединения подразделяют на стыковые, тавровые, угловые и нахлесточные (рис.8). Стыковые - наиболее прочны, работоспособны и технологичны. Наряду с ними широко распространены угловые и тавровые. Нахлесточные применяют редко из-за их неэкономичности и других недостатков.
На качество соединений существенно влияет подготовка (разделка) кромок свариваемых заготовок. Форму разделки и ее параметры выбирают по ГОСТ 5264-80 в зависимости от толщины заготовок и возможности выполнять швы с одной или двух сторон. Двухсторонние швы предпочтительней односторонних» т.к. меньше деформации и напряжения в сварном соединении. Наиболее распространены разделки с общим углом между скошенными кромками (45-50)0.
Швы стыковых соединений называют стыковыми; тавровых, угловых и нахлесточных - угловыми. По протяженности швы бывают сплошными или прерывистыми. Удобней и легче выполнять швы в нижнем положении, сложней - в вертикальном и горизонтальном, наиболее сложно - в потолочном. По форме наружной поверхности швы подразделяют на выпуклые, плоские, вогнутые (рис.9).
Плоские и вогнутые швы лучше работают при переменных и динамических нагрузках, т.к. в таких швах нет резких переходов от основного металла к наплавленному, а потому ниже концентрация напряжений в этих местах. При статических нагрузках хорошо работают выпуклые швы, но они менее экономичны из-за большого расхода наплавленного металла. Основными размерами шва являются (рис.9,а): Н - высота; е - ширина; S - глубина провара; к - катет (для угловых швов); q - высота выпуклости..
Сварные швы (особенно стыковые) равнопрочны основному металлу, если правильно подготовлены кромки заготовок, применены качественные электроды соответствующего типа, соблюдены другие технологические меры; при этом швы выполнены квалифицированным сварщиком.
На чертежах сварные швы обозначают в соответствии с требованиями ГОСТ 2.312-82 (общие требования) и ГОСТ 5264-80 (швы ручной дуговой сварки).
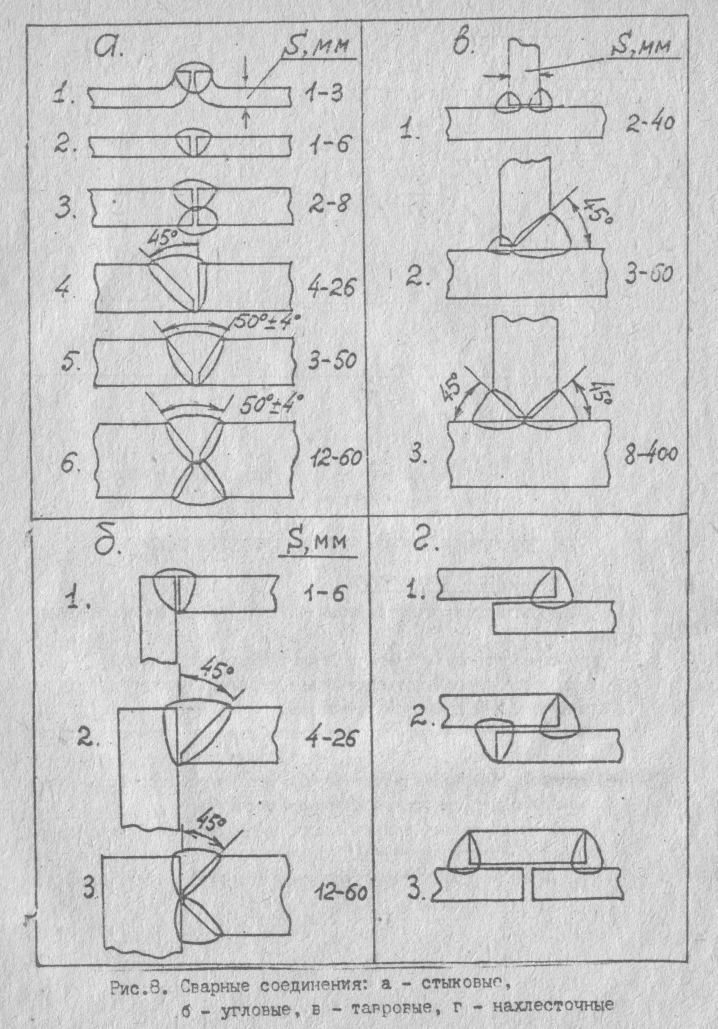
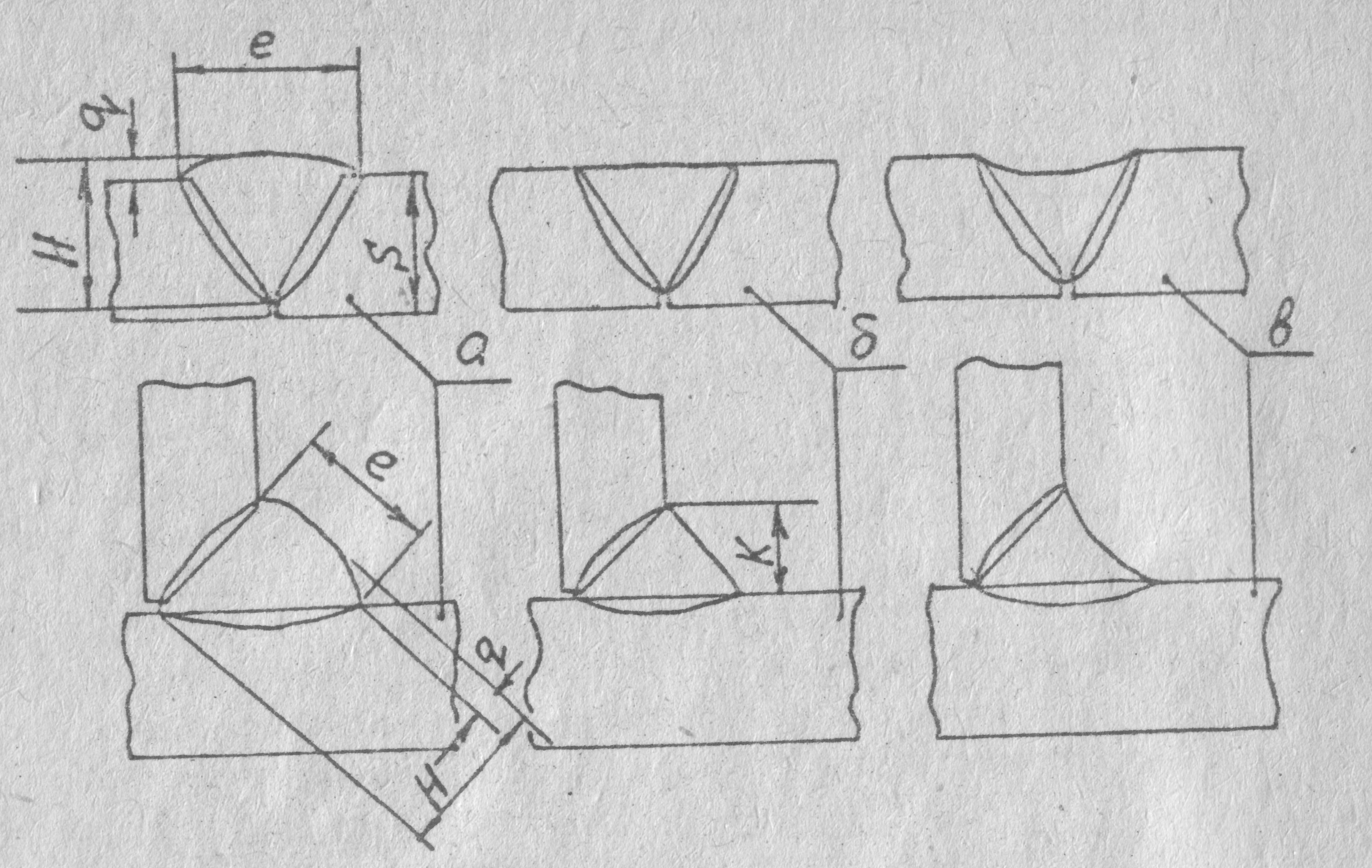
Рис.9. Формы швов: а - выпуклые, б - плоские, в – вогнутые