

Лабораторная работа № 7
Тема: «Электрическая дуга и ее применение в сварочных работах»
Цель работы — изучить основные определения сварочной дуги, виды, строение и свойства сварочной дуги. Изучить виды переноса электродного металла на изделие (капельный, струйный). Ознакомиться с КПД сварочной дуги.
Теоретические сведения
Вопрос 1. Определение сварочной дуги. Виды, строение и свойства сварочной дуги.
Сварочной
дугой
называют мощный, длительно существующий
электрический разряд между находящимися
под напряжением электродами в смеси
газов и паров. Дуга характеризуется
высокой
температурой и большой плотностью тока.
Сварочная дуга как потребитель энергии
и источник
питания дуги (сварочный трансформатор,
генератор или выпрямитель) образует
взаимно связанную
энергетическую систему. Различают два
режима работы этой системы: 1) статический,
когда
величины напряжения и тока в системе в
течение достаточно длительного времени
не изменяются;
2) переходной (динамический), когда
величины напряжения и тока в системе
непрерывно
изменяются. Однако во всех случаях режим
горения сварочной дуги определяется
током
(![]() ),
напряжением (
),
напряжением (![]() ),
величиной промежутка между электродами
(так называемым дуговым
промежутком) и связью между ними.
),
величиной промежутка между электродами
(так называемым дуговым
промежутком) и связью между ними.
В
дуговом промежутке
![]() (рис. 1, а) различают три области: анодную
1, катодную 2 и столб дуги 3.
Падение напряжения в анодной и катодной
областях постоянно для данных условий
сварки. Падение
напряжения в единице длины столба дуги
— также величина постоянная. Поэтому
зависимость
напряжения дуги от ее длины имеет
линейный характер (рис. 1, б).
(рис. 1, а) различают три области: анодную
1, катодную 2 и столб дуги 3.
Падение напряжения в анодной и катодной
областях постоянно для данных условий
сварки. Падение
напряжения в единице длины столба дуги
— также величина постоянная. Поэтому
зависимость
напряжения дуги от ее длины имеет
линейный характер (рис. 1, б).
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
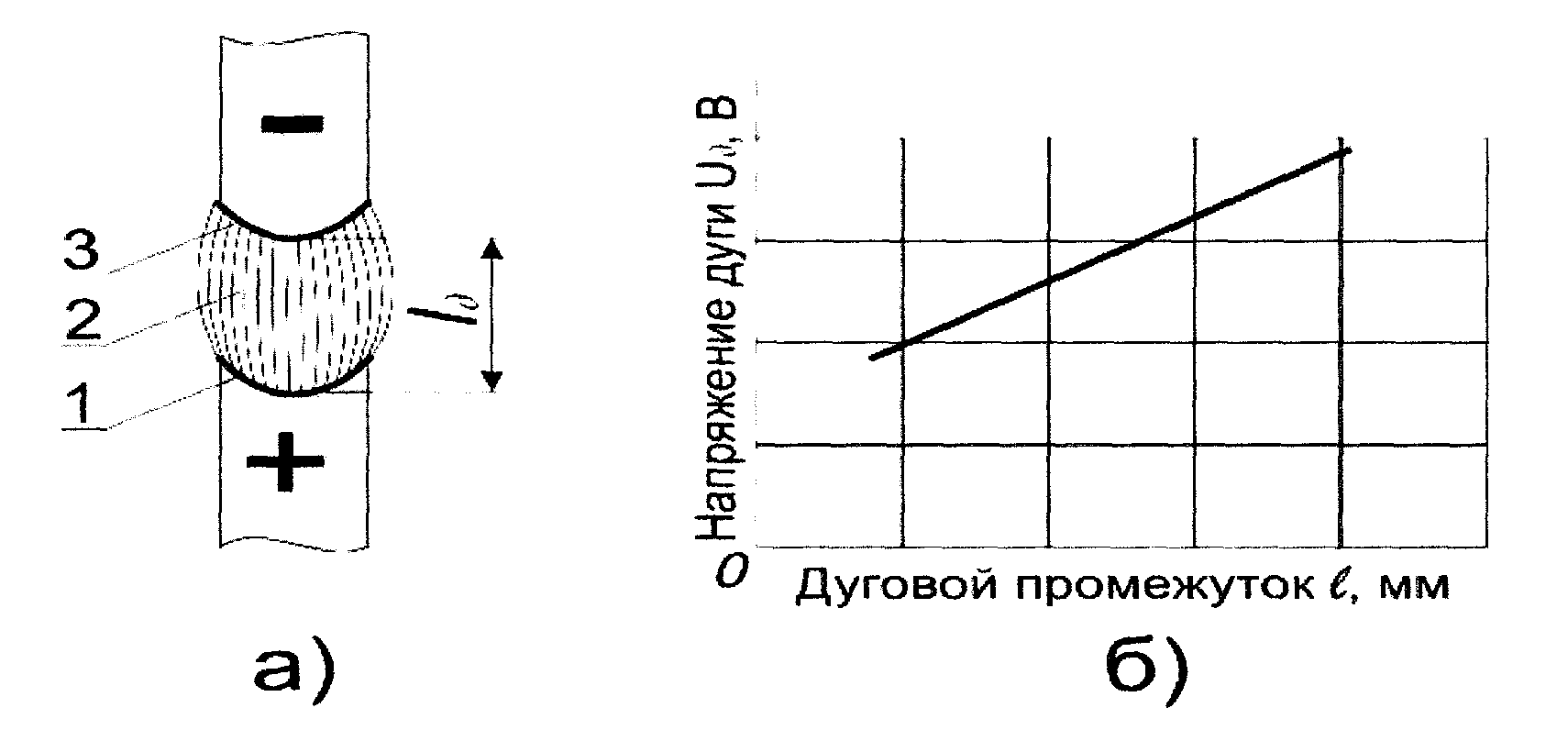
Рисунок 1. Сварочная дуга, горящая между неплавящимися электродами:
а
— схема дуги, б — зависимость напряжения
дуги (Уд) от величины дугового промежутка
(![]() ):
1 анодная
область, 2 — катодная область, 3 — столб
дуги
):
1 анодная
область, 2 — катодная область, 3 — столб
дуги
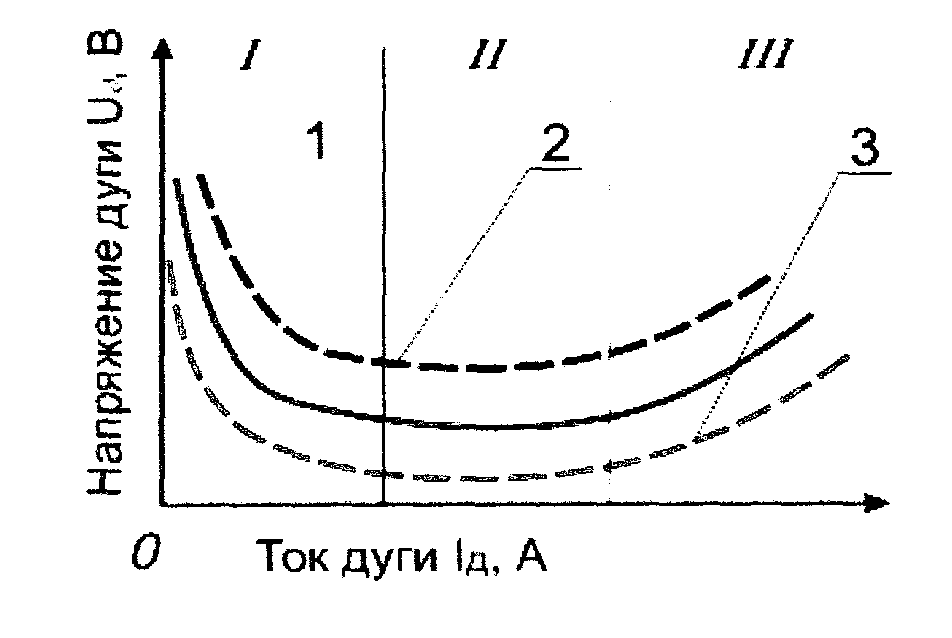
Рисунок 2. Вольт-амперная характеристика дуги
Свет дуги ослепительно яркий и используется в различных осветительных устройствах. Дуга излучает большое количество видимых и невидимых тепловых (инфракрасных) и химических (ультрафиолетовых) лучей. Невидимые лучи вызывают воспаление глаз и обжигают кожу человека, поэтому для защиты от них сварщики применяют специальные щитки и спецодежду.
В зависимости от среды, в которой происходит дуговой разряд, различают следующие сварочные дуги:
-
Открытая дуга. Горит в воздухе. Состав газовой среды зоны дуги— воздух с примесью паров свариваемого металла, материала электродов и электродных покрытий.
-
Закрытая дуга. Горит под слоем флюса. Состав газовой среды зоны дуги — пары основного металла, материала электрода и защитного флюса.
-
Дуга с подачей защитных газов. В дугу подаются под давлением различные газы — гелий, аргон, углекислый газ, водород, светильный газ и различные смеси газов. Состав газовой среды в зоне дуги — атмосфера защитного газа, пары материала электрода и основного металла.
Питание дуги может осуществляться от источников постоянного или переменного тока. В случае питания постоянным током различают дугу прямой полярности (минус источника питания на электроде, плюс — на основном металле) и обратной полярности (минус на основном металле, плюс на электроде). В зависимости от материала электродов дуги различают с плавким (металлическим) и неплавким (угольным, вольфрамовым, керамическим и др.) электродами.
При сварке дуга может быть прямого действия (основной металл участвует в электрической цепи дуги) и косвенного действия (основной металл не участвует в электрической цепи дуги). Дуга косвенного действия применяется сравнительно мало.
Плотность тока в сварочной дуге может быть различна. Применяются дуги с нормальной плотностью тока — 10— 20 а/мм² (обычная ручная сварка, сварка в некоторых защитных газах) и с большой плотностью тока — 80—120 а/мм² и больше (автоматическая, полуавтоматическая сварка под флюсом, в среде защитных газов).
Возникновение дугового разряда возможно только в случае, когда газовый столб между электродом и основным металлом будет ионизирован, т. е. будет содержать ионы и электроны. Это достигается тем, что газовой молекуле или атому сообщается соответствующая энергия, называемая энергией ионизации, в результате чего из атомов и молекул выделяются электроны. Среду дугового разряда можно представить газовым проводником электрического тока, имеющим круглоцилиндрическую форму. Состоит дуга из трех областей — катодная область, столб дуги, анодная область.
Во время горения дуги на электроде и основном металле наблюдаются активные пятна, которые представляют собой нагретые участки на поверхности электрода и основного металла; через эти пятна проходит весь ток дуги. На катоде пятно именуется катодным, на аноде — анодным. Сечение средней части столба дуги несколько больше размеров катодного и анодного пятен. Его размер соответственно зависит от размеров активных пятен.
Напряжение дуги изменяется в зависимости от плотности тока. Эта зависимость, изображенная графически, называется статической характеристикой дуги. При малых значениях плотности тока статическая характеристика имеет падающий характер, т. е. напряжение дуги уменьшается по мере увеличения тока. Это обусловлено тем, что с увеличением тока площадь сечения столба дуги и электропроводность увеличиваются, а плотность тока и градиент потенциала в столбе дуги уменьшаются. Величина катодного и анодного падений напряжений дуги не изменяется от величины тока и зависит только от материала электрода, основного металла, газовой среды и давления газа в зоне дуги.
При плотностях тока сварочной дуги обычных режимов, применяемых при ручной сварке, напряжение дуги не зависит от величины тока, так как площадь сечения столба дуги увеличивается пропорционально току, а электропроводность изменяется весьма мало, и плотность тока в столбе дуги практически остается постоянной. При этом величина катодного и анодного падений напряжений остается неизменной. В дуге большой плотности тока при увеличении силы тока катодное пятно и сечение столба дуги не могут увеличиваться, хотя плотность тока возрастает пропорционально силе тока. При этом температура и электропроводность столба дуги несколько повышаются.
Напряжение электрического поля и градиент потенциала столба дуги будут возрастать с увеличением силы тока. Катодное падение напряжения увеличивается, вследствие чего статическая характеристика будет носить возрастающий характер, т. е. напряжение дуги с увеличением тока дуги будет возрастать. Возрастающая статическая характеристика является особенностью дуги высокой плотности тока в различных газовых средах. Статические характеристики относятся к установившемуся стационарному состоянию дуги при неизменной ее длине.
Устойчивый процесс горения дуги при сварке может происходить при соблюдении определенных условий. На устойчивость процесса горения дуги влияет ряд факторов; напряжение холостого хода источника питания дуги, род тока, величина тока, полярность, наличие индуктивности в цепи дуги, наличие емкости, частота тока и др.
Способствуют улучшению устойчивости дуги увеличение тока, напряжения холостого хода источника питания дуги, включение индуктивности в цепь дуги, увеличение частоты тока (при питании переменным током) и ряд других условий. Устойчивость может быть также существенно улучшена за счет применения специальных электродных обмазок, флюсов, защитных газов и ряда других технологических факторов.
Виды сварочных дуг
По наиболее важным техническим признакам различают следующие основные группы сварочных дуг:
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
дуги прямого действия |
с плавящимися электродами |
Дуги в парах металлов |
свободные дуги |
установившиеся |
открытые дуги |
дуги постоянного тока |
|
дуги косвенного действия |
с неплавящимися электродами |
дуги в газах |
сжатые дуги |
неустановившиеся дуги |
закрытые дуги |
дуги переменного тока |
Входящие в группы виды сварочных дуг характеризуются следующими основными особенностями.
1. В дугах прямого действия подлежащие нагреву или плавлению металлы являются электродами разряда и им передается кинетическая и потенциальная энергия заряженных частиц. Поэтому электроды весьма интенсивно нагреваются и плавятся.
Дуги косвенного действия располагаются у поверхностей подлежащих нагреву или плавлению изделий. Электродами таких дуг служат стержни из графита или вольфрама, не соединенные электрически с изделиями. Нагрев и плавление изделий происходит лишь за счет кинетической энергии сталкивающихся с ними частиц газа. Обычно такой нагрев мало эффективен, поэтому дуги косвенного действия применяются в тех случаях, когда требуется сравнительно небольшая теплопередача от дуги к изделиям.
2. В дугах с плавящимися электродами оба электрода в процессе осуществления сварочного процесса расплавляются, поставляя металл в общую ванну. Если один из электродов, будучи тугоплавким — вольфрамовым или графитовым, не поставляет металл в общую ванну, то дуга называется дугой с неплавящимся электродом. При увеличении тока дуги тугоплавкий электрод также может расплавиться, поэтому разновидности дуг этой группы определяются не только материалом электродов, но и режимом их горения.
3. Большинство плавящихся электродов дуги интенсивно испаряется. Пары, двигаясь от электродов в виде струи, почти полностью оттесняют из области разряда другие газы. Поэтому пары электродов определяют основные свойства таких дуг, что и обусловило их название. Когда же используются слабо испаряющиеся вольфрамовые, графитовые или искусственно охлаждаемые водой медные электроды, состав газа разрядной области с достаточной точностью определяется ее атмосферой. Последнюю образуют л ибо защитные газы — аргон, гелий, водород, С02 и др., подаваемые в зону дуги для ограждения металла от воздействия воздуха, либо воздух при отсутствии такой защиты. Однако по мере увеличения тока слабо испаряющиеся электроды могут испаряться интенсивно, а «дуга в газах» может стать «дугой в парах», поэтому и в этой группе разновидности дуг также определяются их режимом.
-
Дуга считается свободной, если ее развитие в пространстве не ограничено до пределов, определяемых естественными свойствами дуги. При наличии таких ограничений дуга называется сжатой. Дугу сжимают, помещая ее в узких каналах и щелях, ограничивая размеры электродов, обдувая дугу струями газов или жидкостей и т. д.
-
Дуга считается установившейся, если длительность ее существования при заданных условиях заметно превышает время протекания в ней переходных процессов и параметры дуги уже не меняются во времени. Изменения силы тока, состава атмосферы, расстояния между электродами, положения в пространстве и т. д. характеризуют неустановившиеся дуги. Однако при сравнительно медленном изменении перечисленных факторов, когда каждому их мгновенному значению соответствуют параметры дуги, близкие к установившимся при этих мгновенных значениях, такими изменениями можно пренебречь и дуги считать установившимися. Таким образом разделение дуг анализируемой группы на два вида требует их тщательного изучения.
-
Дуга считается открытой, если вокруг нее отсутствуют преграды, кроме самих электродов, исключающие или затрудняющие циркуляцию газа в околодуговом пространстве, или задерживающие излучение дуги. В случае полного ограждения дуги от окружающего пространства она становится закрытой. Примером такой дуги является дуга под флюсом. Ее атмосфера состоит только из паров электродов и ограждения — флюса. Циркуляция газовых потоков в такой дуге ограничена, излучение дуги в пространство не проникает. Возможны полузакрытые дуги и т. д.
-
Для дуг постоянного тока характерны неизменность направления тока и, как правило, небольшие колебания его силы, обусловливаемые процессами в дуге.
В дугах переменного тока происходят непрерывные изменения направления и силы тока в соответствии с изменениями э. д. с. источника и процессами в дуге. Такие дуги угасают каждый раз при переходе тока через нуль и возобновляются снова в начале каждого полупериода питающего их переменного тока.
Реальные сварочные дуги характеризуются одновременно несколькими перечисленными особенностями.
Для примера на сравним дуги с плавящимися электродами в аргоне и углекислом газе и их типичную осциллограмму. На концах электродов при фотграфировании видны капли, меняющиеся, как показывают наблюдения, в объеме и по положению в пространстве. Периодически они перекрывают весь разрядный промежуток, вызывая короткое замыкание электродов и устранение разряда. При этом напряжение падает почти до нуля, а ток растет по законам, определяемым свойствами электрической цепи. Частота коротких замыканий и их длительность не постоянны после замыканий снова возбуждается дуга и т. д.
Получается, что сварочная дуга с плавящимися электродами является неустановившейся дугой как по длине разрядного промежутка, так по режиму питания и положению в пространстве. В рассматриваемом случае она, возможно, несколько сжата струями защитных газов и содержит в своем составе некоторую часть паров электродов и т. д. Естественно, что изучение таких дуг весьма затруднительно. При их описании и, тем более, изложении теории неизбежна некоторая схематизация и идеализация процессов и условий существования разряда.