

4.3 Приклади розрахунків
Приклад 1.
На
рисунку 4.1 (а)
для розмірного ланцюга Бi
визначити допуски розмірів складових
ланок Б1,
Б2,
Б3,
якщо відомо допуск розміру вихідної
ланки
![]() .
Номінальні розміри складових ланок: Б1
= 80 мм,
Б2
= 10 мм,
Б3
= 50 мм.
.
Номінальні розміри складових ланок: Б1
= 80 мм,
Б2
= 10 мм,
Б3
= 50 мм.
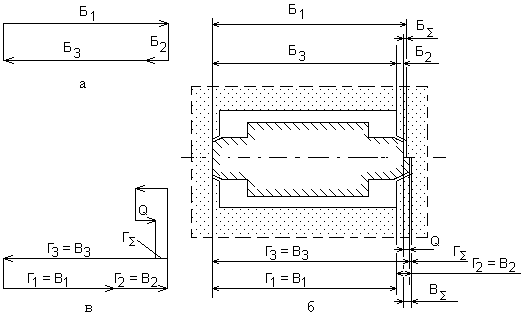
Рисунок 4.1 – Схеми до розрахунку розмірних ланцюгів
Поле
допуску вихідної ланки
![]() = 2 мм.
Необхідно вибрати такий клас точності
складових ланок, щоб сума їхніх допусків
не перевищувала 2 мм
= 2 мм.
Необхідно вибрати такий клас точності
складових ланок, щоб сума їхніх допусків
не перевищувала 2 мм
![]()
По таблиці 2.1 допусків лінійних розмірів виливків (ГОСТ 26645-85) визначаємо для всіх розмірів клас точності 6. Тоді допуски вихідних ланок складатимуть Б1=80+0,70;
Б2=10+0,40;
Б3=50+0,64.

![]()
Це відповідає квалітету 1Т11. Клас точності 6 можна застосовувати при використанні сумішей, які тверднуть у контакті з оснасткою.
Приклад 2.
На рисунку 4.1 (б) для розмірного ланцюга Гi знайти допуск на замикаючу ланку Гz (зазор). Розмірний ланцюг - Г=Г1+Г2-Г3.
Дано:
![]()
Розраховуємо верхнє відхилення замикаючої ланки.
![]() ;
;
![]() .
.
Розраховуємо нижнє відхилення замикаючої ланки.
![]() ;
;
![]() .
.
Поле допуску замикаючої ланки:
![]() .
.
Номінальний розмір замикаючої ланки:
![]() =
100 + 30 -128 = 2 мм
=
100 + 30 -128 = 2 мм
Одержали
зазор 2
![]() 0,9 мм.
0,9 мм.
Приклад 3.
На рисунку 4.1 (в) наведений розмірний ланцюг Вi. Рівняння ланцюга має вигляд
![]() ,
,
де В1 - розмір форми;
В2 - розмір знака стрижня у формі;
В3 - розмір стрижня;
![]() -
зазор між формою й знаком стрижня;
-
зазор між формою й знаком стрижня;
Q - частина знака, що підпилюється для забезпечення необхідного зазору в знаку.
Дано:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Щоб забезпечити зазор 4 мм необхідно розрахувати величину компенсатора, тобто величину частини стрижня, що при зборці видаляють. Номінальний розмір компенсатора:
Q = 100 + 30 - 128 - 4 = - 2 мм.
Верхнє відхилення компенсатора:
![]() 1,4
+ 1,1 - 1,6 - 0,9 - 0,9 = -0,8.
1,4
+ 1,1 - 1,6 - 0,9 - 0,9 = -0,8.
Нижнє відхилення компенсатора:
![]() 1,6
+ 0,9 - 1,4 - 1,1 - 0,9 = -1,0.
1,6
+ 0,9 - 1,4 - 1,1 - 0,9 = -1,0.
Розмір
компенсатора
![]() .
.
Поле
допуску
![]() =
-0,8 - (-1,0) = 0,2 мм.
=
-0,8 - (-1,0) = 0,2 мм.
Приклад 4.
Розрахувати товщину стінки виливка (рисунок 4.2).
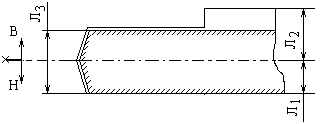
Л1
– низ форми,
![]() мм;
Л2
– верх форми,
мм;
Л2
– верх форми,
![]() мм;
мм;
Л3
– розмір стрижня,
![]() мм
мм
Рисунок 4.2 – Схема до розрахунку
1)
Розмірний ланцюг
![]() .
.
2)
Номінальний розмір стінки:
![]() =
100 + 110 - 188 = 22 мм.
=
100 + 110 - 188 = 22 мм.
3) Відхилення товщини стінки
![]() =
2,07 + 2,07 – ( - 1,0) = 5,14 мм;
=
2,07 + 2,07 – ( - 1,0) = 5,14 мм;
![]() =
- 0,87 - 0,87 - (+ 1,0)
= - 2,74 мм.
=
- 0,87 - 0,87 - (+ 1,0)
= - 2,74 мм.
4)
Товщина стінки дорівнює
![]() мм.
мм.
Питання для самостійного пророблення
-
Що собою уявляють і для чого призначені розмірні ланцюги?
-
У чому відмінність вихідних ланок від замикаючих?
-
Яке призначення ланки, що компенсує, у розмірному ланцюзі?
-
У чому відмінність прямих завдань при розрахунку розмірних ланцюгів від зворотних завдань?
-
Які існують методи рішення завдань розмірних ланцюгів?
5 Модельні комплекти з деревини
5.1 Визначення класу міцності дерев'яних комплектів
Для виготовлення модельних комплектів застосовується деревина хвойних порід ГОСТ 8486-86 і листяних порід ГОСТ 2695-83 не нижче другого сорту. Третій сорт допускається як виняток для невідповідальних частин. При виготовленні площинних тонкостінних моделей або їхніх окремих частин також може застосовуватися березова або кленова фанера ГОСТ 3916-69.
Одним з головних показників якості є міцність моделей, тому що від міцності в першу чергу залежить норма стійкості моделей. Під нормою стійкості розуміється кількість знімань ливарних форм із моделі від моменту запуску у виробництво нової моделі до першого ремонту.
По складності конструкції моделі поділяють на декілька груп залежно від номенклатури модельних комплектів, виготовлених у модельному цеху. У модельних цехах, у яких виготовляють різноманітну номенклатуру виробів, моделі класифікують на п'ять груп складності. Групи складності визначаються залежно від зовнішнього контуру виливка, його маси, числом стрижнів, виступів, а також заданими класами точності і міцності. Отже, складність моделі обумовлюється складністю виливка.
Залежно від групи складності виливків, виду виробництва і періодичності використання, дерев'яні модельні комплекти виготовляють трьох класів міцності (таблиця 5.1).
Таблиця 5.1 - Класи міцності моделей з деревини
|
Клас міцності |
Норма стійкості моделей з середнім габаритним розміром |
Галузь застосування |
|
|
до 1,5 м |
понад 1,5 м |
||
|
I |
100...1000 |
50...250 |
Серійне виробництво виливків усіх груп складності при безперервному використанні модельних комплектів. |
|
II |
25...100 |
10...50 |
Серійне виробництво виливків при періодичному використанні модельних комплектів і одиничне виробництво виливків 1-3-ї груп складності. |
|
III |
10...25 |
5...10 |
Одиничне виробництво виливків 4-6-ї груп складності |