

1.11 Правило обрезков или правило рычага
При охлаждении жидкого сплава и его кристаллизации или наличии в сплаве 2-х фаз их концентрация и количество меняются. Точно определить какие фазы, в каком количестве и какой концентрации имеются, в данном сплаве при данной температуре поможет, правило отрезков.
Например, нас интересует сплав V при температуре t. Проведем через точку а изотерму.
Отрезок изотермы, ограниченный ближайшими линиями диаграммы состояния называют конодой. Итак, bc – конода.
Левый конец коноды указывает, что в сплаве содержится Ж фаза, а правый – кристаллы Sb.
Выше точки l сплав находится в жидком состоянии и концентрация компонентов в этой фазе определяется проекцией точки l на ось концентраций. При охлаждении сплава ниже точки из него начинают выделяться кристаллы Sb, следовательно, остающаяся жидкая фаза обогащается Pb. Уже при t точки а концентрация компонентов в жидкой фазе определяется проекцией точки в.
По мере охлаждения сплава ниже точки l концентрация компонентов в жидкой фазе меняется по линии LE. Правая крайняя точка коноды с показывает концентрацию твердой фазы (Sb).
Сформулируем 1-е положение правила отрезков:
Чтобы определить концентрации компонентов в фазах, через данную точку, характеризующую состояние сплава, проводят коноду; проекции крайних точек коноды на ось концентраций показывают составы фаз.
Количество фаз определяется просто.
Если вся конода bc соответствует количеству всего сплава, то ac – отрезок противолежащий от жидкой фазы соответствует количеству жидкой среде, а отрезок ab – твердой.
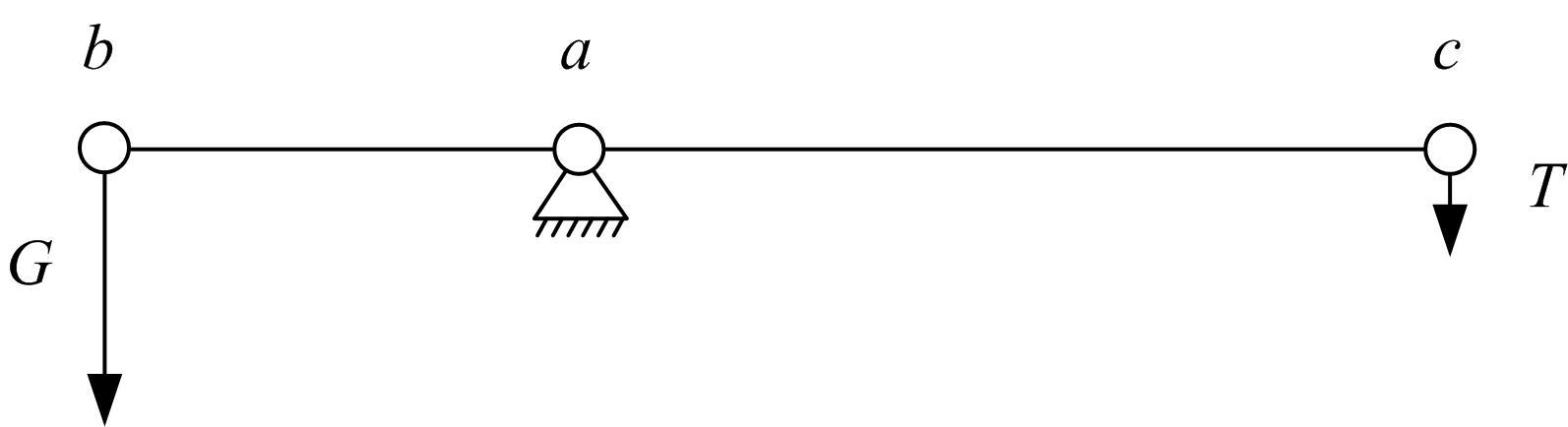
G – жидкая фаза; T – твердая (Sb)
Рисунок 20 – Схематическое изображение правила рычага
Условие равновесия рычага будет таким:
G·ab=T·ac, или G/T=ac/ab.
Сумму G и T можно принять за 1, тогда
![]() и
и
![]()
Длину отрезков можно выразить и через концентрацию определенного элемента, например, Sb.
точка b – 50%Sb
точка a – 60%Sb
точка c – 100%Sb
Количественно
соотношение жидкой фазы и твердой
(кристаллы Sb)
в сплаве при t
точка a
равно
![]() .
.
Сформируем 2-е положение правила отрезков.
Чтобы определить количественное соотношение фаз через заданную точку проводят коноду. Отрезки коноды между заданной точкой и точками, определяющими составы фаз обратно пропорциональны количествам этих фаз.
1.12 Диаграмма состояния 1-го рода для сплавов, образующих механические смеси из чистых компонентов
Данная диаграмма состояния по сути уже рассмотрена выше. Ее образуют Pb-Sb, Pb-Ag, Ag-Si и т.д. (рисунок 21).
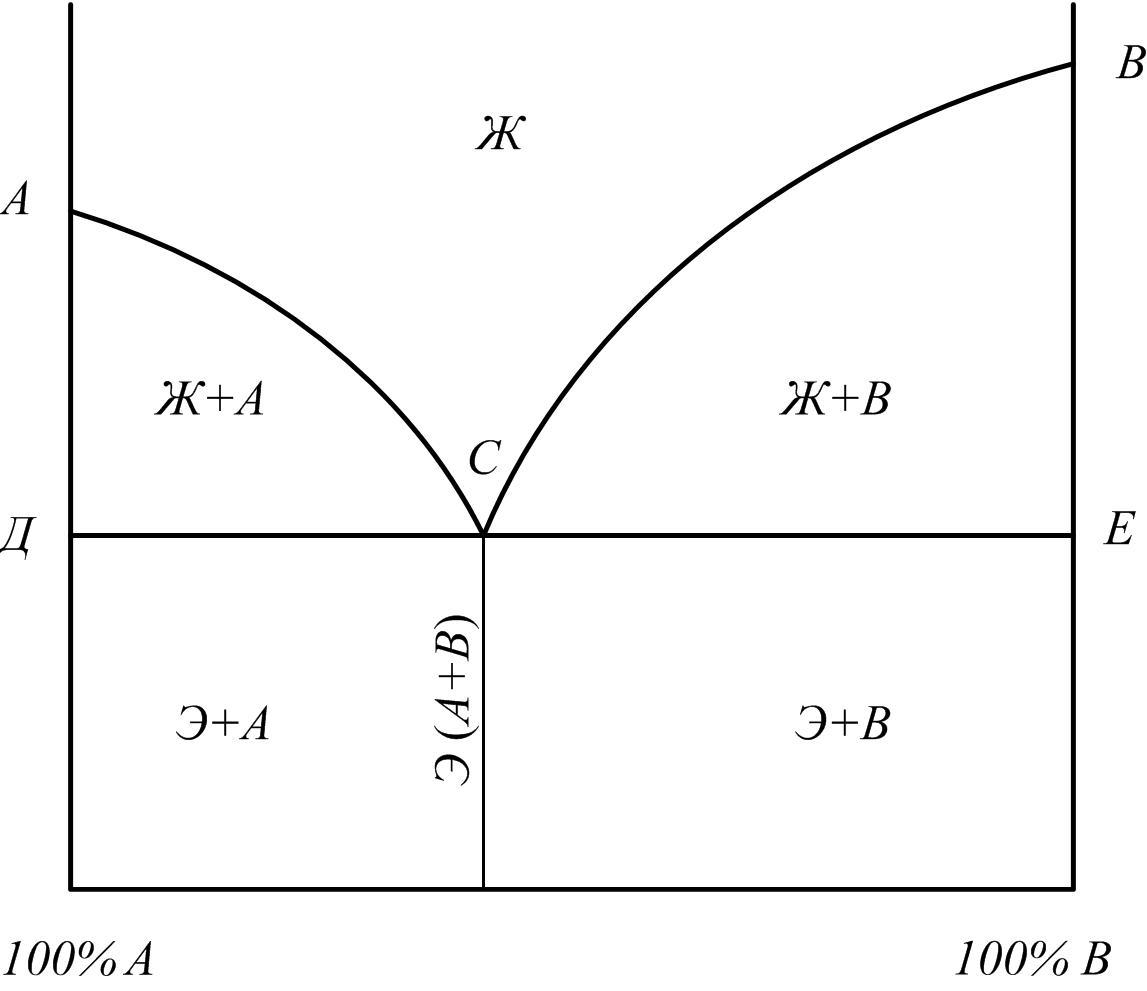
А и В – компоненты
Рисунок 21 – Диаграмма состояния первого рода
Как видим для данной ДС оба компонента в жидком состоянии неограниченно растворимы, в твердом состоянии нерастворимы, не образуют химических соединений, а образуют в твердом состоянии механическую смесь из чистых компонентов А и В.
Задание по ДС.
Рассмотреть 1, 2 сплава полностью (кривая охлаждения, правила Гиббса, отрезков, фазы, компоненты).
1.13 Диаграмма состояния 2-го рода для сплавов с полной растворимостью компонентов в твердом и жидком состоянии
Ее образуют сплавы системы: Cu-Ni, Fe-Ni, Ag-Au и др.
В этом случае оба компонента неограниченно растворимы в жидком и твердом состояниях и не образуют химических соединений. Компоненты: А и В. Фазы: Ж и α. ДС имеет вид представленный на рисунке 22.
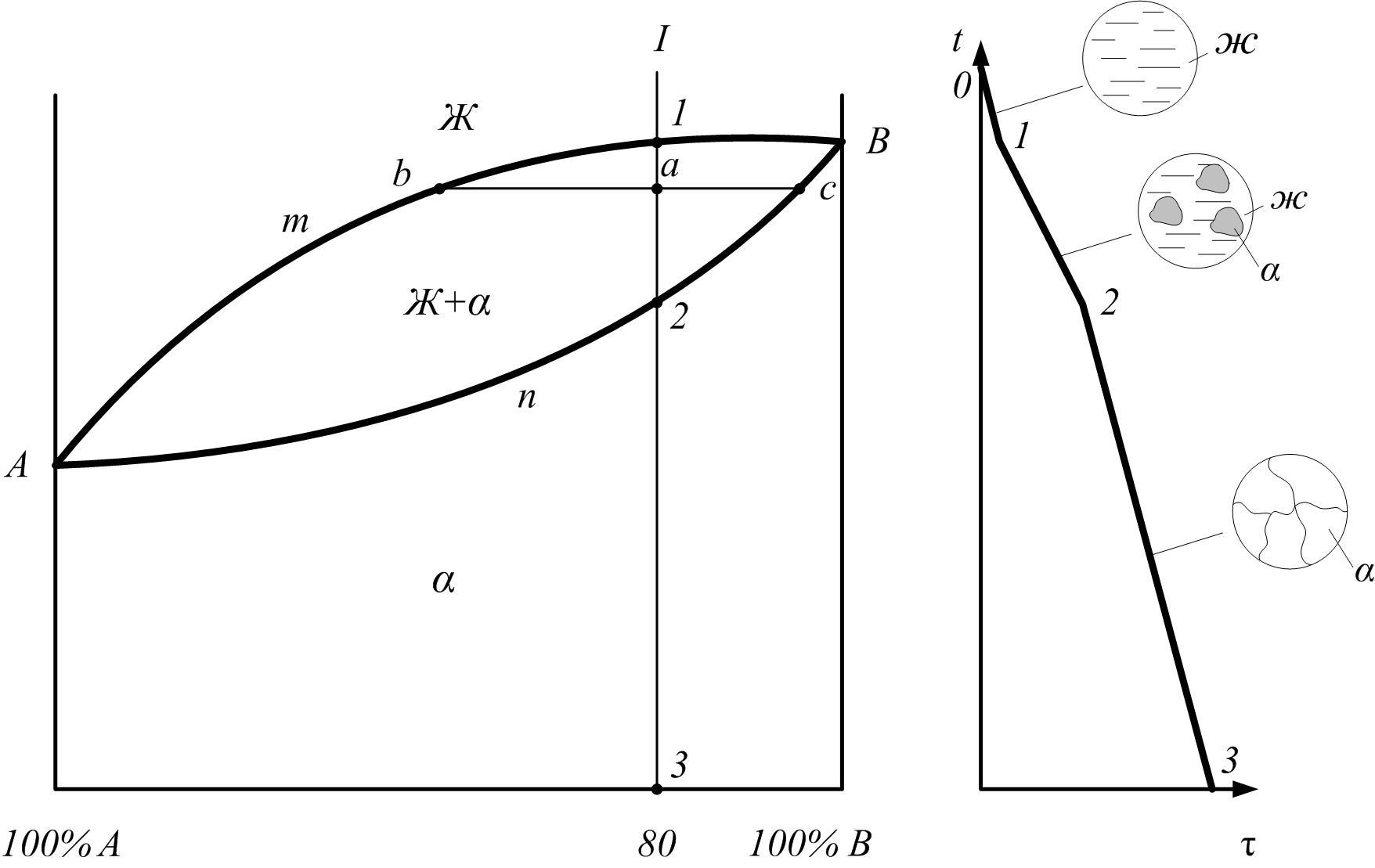
Рисунок 22 – Диаграмма состояния второго рода
Когда два компонента полностью и в любых, соотношениях растворимы друг в друге в жидком состоянии, то существует 1 фаза – однородный жидкий раствор, если в твердом – то однородный твердый раствор.
Твердые растворы, обозначают греческими буквами: α, δ, γ, β и т.д.
Следовательно, 3-х фаз и горизонтальных участков на ДС быть не может, а max количество фаз 2 – Ж или α.
Чистые А и В могут быть только в 2 частных случаях.
Рассмотрим сплав 1.
Выше линии ликвидус АmВ, т.е. > точки 1 сплав находится в жидком состоянии и содержит 80%В и 20%А.
При этом С=K-Ф+1=2-1+1=2, т.е. можно, в определенных пределах, менять t° и концентрацию (2 степени свободы) не меняя Ф. В точке а сплав состоит из 2-х фаз: Ж и α.
Здесь в области AmВn С=2-2+1=1, т.е. можно менять 1 фактор (например, t°C), при этом концентрация – будет зависеть от t°.
Количество
![]() а
а
![]()
Состав жидкой фазы сплава точки а определяется проекцией точки b, а α фазы – точки с. Окончательно сплав затвердевает в точке 2, т.е. на линии солидуса.
Ниже – охлаждение однородного твердого раствора α (С=2-1+1=2).
При этом наблюдаемая неоднородность химического состава в разных точках сплава называется ликвацией или сегрегацией. Она установлена в 1866 г. Лавровым и Калакуцким.