

ректификация захаров
.pdfтрубное пространство следует направлять:
–теплоноситель с меньшим расходом, так как
суммарное живое сечение трубок всегда меньше
живого сечения межтрубного пространства; кроме того, организация большего числа ходов по трубному пространству проще, чем в межтрубном;
–теплоноситель, способный инкрустировать поверхность теплообмена;
–теплоноситель под большим давлением;
–более загрязненный теплоноситель;
–химически более агрессивный теплоноситель;
–более горячий теплоноситель.
Для жидкостей, протекающих в трубном пространстве кожухотрубчатых теплообменников, обычно выбирается скорость порядка 0,6 – 1 м/с; в теплообменниках ТТ – до 2 – 2,5 м/с.
Коэффициенты теплоотдачи в зависимости от режима движения определяют по критериальным
формулам, приведенным в [6, 8, 10].
Расчет коэффициентов теплопередачи k при изменении агрегатного состояния теплоносителей
(хотя бы одного) следует вести по методике, разработанной на кафедре ПАХТ МИТХТ им. М.В.
Ломоносова и изложенной в [3] (книга 1, стр. 531 –
534). Эта методика позволяет избежать подбора температур теплопередающей стенки, которые
зависят от коэффициентов теплоотдачи, а сами
коэффициенты теплоотдачи при изменении агрегатного состояния теплоносителей (конденсация пара, кипение жидкости), как известно, зависят от
частных температурных напоров, а, значит, и от температур стенки.
Значение k легко определяется по формулам
58
теплообменной аппаратуры нужно выбирать в
соответствии с условиями их эксплуатации
(прочность, механическая обработка, свариваемость).
Главным же требованием является их коррозийная стойкость. Последняя оценивается в зависимости от скорости коррозии [14, 25, 26].
Предпочтительны материалы, скорость коррозии которых не превышает 0,1 – 0,5 мм/год, а по возможности – более стойкие (скорость коррозии 0,01
– 0,05 мм / год). Сведения о применяемых
материалах и их механических характеристиках приведены в [26, с. 44] и [14, с. 9 и далее].
2.4. Тип и конструкции контактных устройств
Применение различных контактных устройств в колонных аппаратах обусловлено следующими факторами:
–различием в нагрузках по пару и жидкости, физико–химическими свойствами разделяемых смесей, наличием в сырье механических
примесей, взвесей и т.д.;
–особыми требованиями к технологическому процессу, например, необходимостью
обеспечить низкий перепад давления в колонне, или широкий диапазон устойчивой работы при
колебаниях подачи сырья, или малое время
пребывания жидкости в аппарате, или какоелибо другое требование;
–особыми требованиями к аппарату, например,
повышенная химическая стойкость, создание
единичного или серийного выпуска аппарата, повышенная надежность в работе и т.д. Насадочные колонны применяются, главным
образом, для переработки высоко агрессивных или вязких продуктов, при разделении сильно пенящихся
11
www.mitht.ru/e-library
жидкостей, а также при необходимости обеспечения
небольшого перепада давления при работе под
вакуумом или малой задержки жидкости в колонне. Их
распространение при ректификации ограничено сравнительно небольшими диаметрами (до 0,8 – 1,0 м), поскольку с дальнейшим увеличением диаметра ухудшается распределение жидкости по сечению и падает эффективность. Установка между сдоями насадки перераспределительных устройств и
использование высокоэффективной насадки
позволяет повысить эффективность разделения даже в колоннах большого диаметра.
Из многочисленных видов насадки в
промышленной практике получили распространение кольца Рашига и их модификации, кольца Паля и Лессинга – с засыпкой навалом или регулярной укладкой, а также сёдла Берля и Инталлокс, выполненные из металла, фарфора, керамики и полимерных материалов, сетчатые и шаровые
насадки.
Металлическая насадка применяется в тех случаях, когда возможно отложение осадков и
необходима частая чистка аппарата, а также в вакуумных колоннах, поскольку такая насадка имеет
значительно больший (по сравнению с фарфоровой и
керамической) свободный объем. Фарфоровая и керамическая насадки применяются в тех случаях,
когда не требуется частая чистка аппарата, или при
разделении смесей, оказывающих коррозирующее действие на металл. Графит и различные пластики целесообразно применять при переработке
высокоагрессивного сырья. Естественно, насадку из пластиков можно употреблять лишь при невысокой температуре в колонне.
12
внутренняя трубы жестко свариваются лишь с одной
стороны, а с другой – устанавливают сальниковое
уплотнение. Как и элементные теплообменники, ТТ
могут объединятся в секции и группы секций. В тех случаях, когда вследствие большой разности температур теплоносителей требуется устанавливать компенсатор тепловых деформаций, или когда необходимо производить полный демонтаж внутренних труб, наружную и внутреннюю трубы
теплообменника ТТ соединяют при помощи сальников
на обоих концах.
Вкачестве подогревателей жидкости и
дефлегматоров наиболее рациональны
многоходовые кожухотрубные теплообменники. При этом по температурным условиям, как правило, пригодны теплообменники жесткой конструкции.
Вслучаях, когда оба теплоносителя не изменяют своего агрегатного состояния, рекомендуются элементные и ТТ теплообменники.
При выборе способа расположения теплообменников (вертикальное или
горизонтальное) необходимо учесть следующее.
Подогреватели и кипятильники устанавливают, как правило, вертикально. Конденсаторы (дефлегматоры)
—горизонтально. При расположении холодильников
возможны оба варианта. С точки зрения экономии производственных площадей предпочтительно
вертикальное расположение. При установке аппарата
вне помещения целесообразно горизонтальное расположение в связи с упрощением опорных конструкций.
Для правильной работы теплообменника важно корректное решение вопроса о том, какой из двух теплоносителей направить в трубки. Как правило, в
57
www.mitht.ru/e-library

разности температур между трубным пучком и
кожухом более 50°С или при необходимости чистки
наружных поверхностей труб. Одним из недостатков
этих аппаратов является необходимость увеличения диаметра кожуха для размещения в нем фланцев плавающей головки.
Разновидностью кожухотрубных аппаратов являются горизонтальные элементные теплообменники, отличающиеся от первых
небольшим диаметром кожуха (обычно не более 350
мм). В зависимости от требуемой поверхности теплообмена последовательно соединяют калачами
несколько элементов. Ряд последовательно
соединенных элементов образуют секции. При значительной поверхности теплообмена устанавливают несколько секций. Элементные теплообменники допускают сравнительно высокие скорости движения теплоносителя в межтрубном пространстве при отсутствии поперечных
перегородок. Недостатками элементных теплообменников являются относительная громоздкость и высокая стоимость единицы
поверхности теплообмена.
Кроме кожухотрубных и элементных
теплообменников при малых требуемых поверхностях
теплообмена находят применение теплообменники ТТ («труба в трубе»). Нормали допускают два типа
этих теплообменников: ТТ–38 (внутренняя труба
диаметром 38×2,5мм и ТТ–76 (диаметр внутренней трубы 76×4 мм). В тех случаях, когда не требуется чистка наружной поверхности внутренней трубы,
используют жесткое соединение концов обеих труб (при помощи сварки). Если необходимо обеспечить компенсацию тепловых деформаций, то наружная и
56
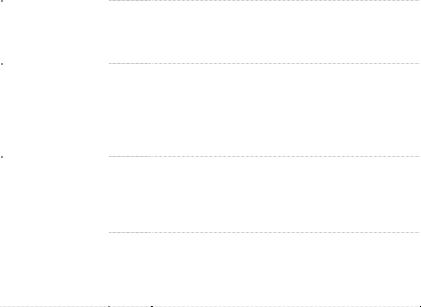
Таблица 1. Основные показатели тарелок [4]
|
|
|
|
Величина гидравлического сопротивления, Па |
Относи- |
|
|
Относительная производительность |
|
|
тельная |
||
|
|
|
стоимость |
|||
|
|
|
||||
|
|
|
тарелки |
|||
|
|
|
|
|||
Типтарелок |
Относительная эффективность |
Диапазонустойчивой работы |
Из углеродистой стали |
Излегированной стали |
||
|
|
|
|
|
|
|
Колпачковая |
1 |
1 |
2 – 3 |
700 – |
1 |
1,4 |
1000 |
||||||
S–образная |
1 – 1,1 |
1 – 1,1 |
2– 2,5 |
700 – |
0,6 |
1 |
1000 |
||||||
Клапанная |
1,2–1,5 |
1 – 1,1 |
3 – 4 |
500 – |
0,65 |
1 |
800 |
||||||
Ситчатая |
1,2–1,4 |
1 – 1,1 |
2 – 3 |
300 – |
0,6 |
1 |
400 |
||||||
Ситчатая с |
1,4 |
0,8– 0,9 |
2 – 3 |
100 – |
0,5 |
0,85 |
отбойниками |
300 |
|||||
Решётчатая– |
1,2–1,4 |
0,75 |
1,5– |
300 – |
0,5 |
0,85 |
провальная |
1,8 |
400 |
||||
При выборе размера насадки исходят из того,
что с его увеличением возрастает пропускная способность колонны (производительность) и падает
при нагрузке, составляющей 80% от максимальной
отношения максимальной нагрузки по пару к минимальной
13
www.mitht.ru/e-library
её гидравлическое сопротивление, но снижается её
эффективность. Для обеспечения равномерного
распределения потоков пара и жидкости по сечению
рекомендуется принимать насадку таких размеров, чтобы отношение dнас / dкол было не больше 0,125, а в колоннах диаметром более 1 м это соотношение должно составлять не более 0,033 в случае колец Рашига и не более 0,066 – в случае седел Берля и Инталлокс.
Для выбора тарельчатого контактного устройства полезны данные по основным показателям тарелок, приведенные в табл. 1.
Колпачковые тарелки являются наиболее
дорогими и металлоемкими, но они пока имеют широкое распространение в промышленной практике, а методы их расчета наиболее разработаны. Они имеют достаточно высокую разделяющую способность, устойчиво работают при колебаниях нагрузок по пару и жидкости.
Тарелки с S–образными элементами («Унифлюкс») более просты в изготовлении и монтаже, стоимость их существенно ниже, чем
колпачковых; их эффективность, однако, несколько ниже, особенно в области малых нагрузок.
Клапанные тарелки допускают колебания
нагрузок в широком диапазоне при высокой пропускной способности и эффективности. Они
рекомендуются при наличии механических примесей
вжидкости, а также при возможности их образования
впроцессе разделения.
Решётчатые контактные устройства провального
типа предпочтительны при больших нагрузках по жидкости (даже загрязненной), но обладают сравнительно узким диапазоном устойчивой работы и
14
других – принимают согласно приведенным в
литературе рекомендациям. При окончательном
выборе теплообменных аппаратов следует
придерживаться существующих норм заводов химического машиностроения. Сведения о нормализованных типоразмерах теплообменников имеются в [10, 14, 27, 28].
Наиболее широко используются кожухотрубные теплообменники. По конструктивному признаку их
подразделяют на три типа: жесткой конструкции (ТН),
полужесткой конструкции (ТЛ), нежесткой конструкции
(ТП).
Аппараты ТН выполняются с неподвижными
трубными Решётками. При перепадах температур между корпусом аппарата и трубками выше 50°С в этих аппаратах появляются значительные термические напряжения, связанные с различным удлинением труб и корпуса, которые и ограничивают область их возможного применения. Заметим, что у
аппаратов этого типа чистка наружной поверхности труб невозможна.
Теплообменники ТЛ снабжаются линзовыми
компенсаторами на кожухе (корпусе): здесь кожух и трубы жестко соединены с трубными решётками, но
наличие линз позволяет корпусу удлиняться на
столько же, на сколько удлиняются трубы. Эти теплообменники применяют при разности температур
между кожухом и пучком труб больше 50°С. Чистка
наружной поверхности труб в этих аппаратах невозможна.
В аппаратах ТП (с плавающей головкой) одна из
трубных решёток может свободно перемещаться в осевом направлении вместе с прикрепленной к ней крышкой. Эти теплообменники используют при
55
www.mitht.ru/e-library
насосов и в линиях после них — 1 – 2 м/с. Скорость
пара на выходе из колонны составляет 10 – 30 м/с
при атмосферном давлении и до 60 м/с при вакууме.
Расчет штуцеров для подсоединения кипятильника к ректификационной колонне затруднен тем, что неизвестен расход циркулирующей жидкости. Поэтому сечение этих штуцеров принимают равным 40 – 60% от сечения трубного пространства кипятильника. Можно также принять их равными
соответствующим штуцерам на кипятильнике,
размеры которых приведены в каталоге [27] в соответствии с поверхностью теплообмена.
Подбор стандартных штуцеров производят по
таблицам в [14, 31, 32].
4.4. Фланцевые соединения
Конструкции фланцевых соединений для царговых колонн зависят от материала аппарата, рабочего давления и температуры, а также агрессивности среды. Все указания по
конструированию и подбору фланцев приведены в
[14, 26, 32].
5. Расчет теплообменной аппаратуры ректификационной установки
В объем курсового проекта входят тепловые расчеты кипятильника колонны, дефлегматора, подогревателя исходной смеси, холодильников
дистиллята и кубового продукта. Для всех аппаратов определяют количество передаваемого тепла, расходы теплоносителей и хладагентов, поверхности
теплообмена. При этом для одних аппаратов (обычно
для кипятильника и дефлегматора) коэффициенты
теплопередачи должны быть рассчитаны, для
54
невысокой эффективностью.
Полная классификация тарелок приведена в [13,
17], их конструкции – в [14 – 16].
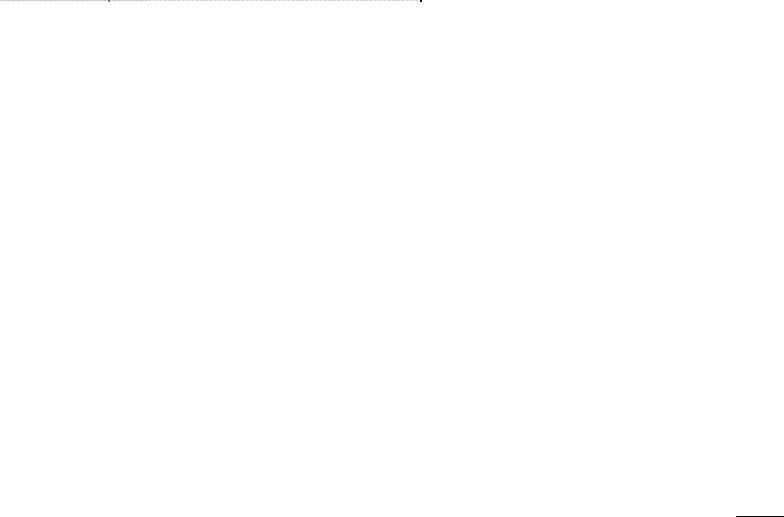
Области применения тарелок различных типов указаны в табл. 2, заимствованной из [15]:
Таблица 2. Области применения тарелок различных конструкций
Тип тарелки |
Диаметр колонны, м |
Область применения |
|
|
|||
|
|
|
|
|
4,0 |
Для процессов, протекающих при |
|
Колпачковые |
атмосферном и повышенном |
||
ОСТ 26–01– |
– |
давлениях, и при нестабильных |
|
66–86 |
0,4 |
режимах. Диапазон устойчивой |
|
|
|||
|
4,0 |
работы – до 4,5 |
|
Ситчатые |
Для процессов, протекающих при |
||
ОСТ 26–01– |
– |
любом давлении и стабильных |
|
108–85 |
0,4 |
режимах |
|
Ситчато– |
4,0 |
Для процессов, протекающих |
|
преимущественно под |
|||
клапанные |
|||
– |
разрежением и при умеренном |
||
ОСТ 26–01– |
|||
0,4 |
давлении. Диапазон устойчивой |
||
108–85 |
|||
|
|||
|
работы тарелок от 3 до 3,5 |
||
|
|
||
Клапанные |
4,0 |
Для процессов, протекающих |
|
преимущественно при |
|||
ОСТ 26–01– |
– |
||
атмосферном и повышенном |
|||
108–85 |
0,4 |
||
давлениях |
|||
|
|
||
Жалюзийно– |
4,0 |
Для процессов, протекающих |
|
преимущественно при |
|||
– |
|||
клапанные |
атмосферном и повышенном |
||
1,0 |
|||
|
давлениях |
||
|
|
||
|
|
15 |
www.mitht.ru/e-library
|
|
|
|
Стандарт устанавливает три |
||
|
|
|
|
|
исполнения тарелок: – |
|
|
|
|
|
исполнение 1 – с ситчатыми |
||
|
|
|
|
секциями; – исполнение 2 – с |
||
|
|
|
|
ситчато–клапанными секциями; – |
||
Тарелки с |
|
|
|
исполнение 3 – с клапанными |
||
|
4,0 |
|
секциями. В зависимости от |
|||
двумя зонами |
|
|||||
|
нагрузок по жидкости для всех |
|||||
контакта фаз |
– |
|
||||
|
исполнений тарелок установлено |
|||||
ОСТ 26– |
|
1,6 |
|
|||
|
|
4 типа размеров переливов с |
||||
|
|
|
||||
1078–85 |
|
|
|
|||
|
|
|
диаметрами 300 и 400 мм, |
|||
|
|
|
|
|||
|
|
|
|
оснащенными одно– или |
||
|
|
|
|
двухщелевыми выходными |
||
|
|
|
|
устройствами для жидкости. |
||
|
|
|
|
Диапазон устойчивой работы |
||
|
|
|
|
|
тарелок от 2 до 4 |
|
2.5. |
Физико |
– |
химические |
данные, |
||
необходимые для расчета |
|
|||||
Данные по фазовому равновесию жидкость – пар для многих бинарных смесей можно найти в справочной литературе [5, 8]. По этим данным следует построить диаграмму y – х и t – х, у. Если в справочной литературе при заданном или принятом
рабочем давлении отсутствуют такие данные, то для смесей, подчиняющихся закону Рауля, диаграммы
фазового равновесия можно построить с помощью кривых упругости паров чистых компонентов смеси,
зависимость которых от температуры описывается уравнением Антуана [6]:
lgP A |
B |
или lg P A |
B |
, |
T |
|
|||
|
|
C T |
||
где Р – давление насыщенных паров; Т – абсолютная температура кипения, К; t – температура кипения, С;
16
расстояния соответствуют колоннам большего
диаметра.
Подачу исходной жидкой смеси производят
через штуцер с отражательной перегородкой или через трубу с нижним вырезом и прямой отражательной перегородкой, обеспечивающих гашение энергии струи и спокойный слив жидкости на тарелку.
Ввод паро–жидкостной исходной смеси
возможен (в случае колонн небольшого диаметра)
через тангенциально установленный штуцер. Учитывая возможность колебаний состава
исходной смеси, а также её возможный недогрев,
часто предусматривают так называемую «гребёнку», позволяющую вводить исходную смесь на разные тарелки в зоне питания.
С целью обеспечения сборочных работ в колонне (особенно в случае сборки царг с неразборными тарелками) подачу исходной смеси
часто осуществляют через устройство «штуцер в штуцере», показанное, например, в [23 с. 69, рис. 47],
атакже в [14, 31, 32].
4.3.Диаметры штуцеров
Диаметры штуцеров колонны, а следовательно,
и диаметры технологических трубопроводов,
определяют из уравнения расхода
dшт2 w V
4
по оптимальной скорости потоков в них. Последняя зависит от назначения штуцера и фазового состояния
потока.
Скорость потока жидкости в самотечных линиях
обычно равна 0,2 – 0,6 м/с, а во всасывающих линиях
53
www.mitht.ru/e-library
площадках, диаметр лаза должен быть не менее 450
мм.
Лишние разъемы (фланцевые соединения) в
колоннах нежелательны, так как они усложняют и удорожают их конструкцию и ухудшают герметичность.
Минимальное число разъемов особенно важно в аппаратах, работающих при высоких давлениях или под вакуумом.
Для насадочных колонн характерно наличие в корпусе колонны люков для загрузки и выгрузки насадки в каждом слое. Диаметр люков 450 мм.
Нередко колонны с цельносварным корпусом
делают со съемной верхней крышкой.
Обычно на крышке колонны помимо технологического штуцера для выхода пара устанавливают предохранительный клапан для обеспечения сброса пара при увеличении давления сверх нормы, штуцер для прохода воздуха при
заполнении водой во время гидравлических испытаний и штуцеры для термопар и манометров.
В нижней части колонны предусматривают
штуцеры для установки уровнемера. Уровень жидкости в колонне должен находиться на отметке не
ниже 3 – 5 м от нулевой отметки. Такой напор нужен и
при отводе кубового остатка самотеком, и при откачке его с помощью насоса. В последнем случае напор
нужен для предотвращения явления кавитации
насоса.
Объем колонны под нижней тарелкой определяют исходя из необходимости покрытия всей
поверхности нагрева жидкостью в кипящем состоянии. Расстояние от уровня жидкости в колонне до нижней тарелки колеблется от 1 до 2 м; большие
52
А, В, С – константы [6].
Равновесные концентрации легколетучего компонента идеальной бинарной смеси в жидкой и паровой фазах при любой температуре могут рассчитаны по уравнениям [1 – 3]:
x |
P PB |
и |
у = |
PA |
x, |
|
|||||
|
PA PB |
|
P |
||
где P – полное давление над кипящей смесью, PA и PB
– давления насыщенных паров при температуре Т
для компонентов А и В смеси, соответственно.
Многие физико–химические и физические константы разделяемых смесей могут быть
заимствованы в справочной литературе [6, 8, 17, 18].
При их отсутствии в справочной литературе они рассчитываются по приведённым ниже формулам. В
расчётах используется (если особо не оговаривается) международная система единиц измерения (СИ).
Теплоемкости индивидуальных компонентов
(при отсутствии данных в справочниках) могут быть рассчитаны по атомным теплоемкостям элементов,
входящих в их состав [8, 22]. Теплоемкость смеси, зная её массовый (а) или мольный (х) состав, можно
вычислить по правилу аддитивности:
ССМ = СА·а + СВ (1 – а) |
|
кДж/(кг · К) |
|
|
или |
|
|
|
|
ССМ = СА·х + СВ (1 – х) |
кДж/(кмоль · К) |
|
||
Мольная теплота парообразования смеси (при |
||||
известных мольных теплотах |
парообразования |
|||
индивидуальных |
компонентов) |
может |
быть |
|
определена также по правилу аддитивности. Массовая (удельная) теплота парообразования (кДж/кг) определяется делением мольной теплоты парообразования на молярную массу смеси.
17
www.mitht.ru/e-library
Вязкости многих газов, паров и жидкостей
приведены в [6, 8, 9, 19, 22]. Там же даны значения
константы С для уравнения Сатерленда
|
273 C |
T |
|
3/2 |
|
o |
|
|
|
|
, |
T C |
|
||||
|
273 |
|
|
||
где μо – вязкость при температуре 0°С (273 К) и атмосферном давлении; Т – температура, К.
По этой формуле может быть рассчитана
вязкость газа или пара при любой температуре. В [17, 18, 22] дан обзор эмпирических формул, предложенных для расчета вязкостей газов, паров и жидкостей, если для них отсутствуют табличные
данные.
В частности, вязкости индивидуальных жидких компонентов при температуре кипения и атмосферном давлении ориентировочно определяют по формуле Аррениуса [18]:
кип 8,7 10 6 ж0,5 , Па·с,
где ж – плотность жидкости, при температуре её
кипения, кг/м3.
Вязкость жидкой смеси компонентов находят по
эмпирической формуле Аррениуса – Кендалла [8]: lg см x lg A (1 x)lg B ,
где x и (1 – х) – мольные доли компонентой бинарной
смеси.
При отсутствии в справочниках значений коэффициентов теплопроводности последние
можно вычислить по формулам, приведенным в [8,
17, 18].
Плотности индивидуальных жидкостей при нормальных условиях и различных температурах
могут быть заимствованы в справочной литературе
18
м, но не менее 3 м.
При размещении оборудования необходимо
предусмотреть проходы, обеспечивающие его
безопасное обслуживание, движение людей и транспорта, а также удобную очистку рабочих поверхностей аппаратов. Проходы в свету (между наиболее выступающими частями оборудования, щитов, конструкций) берутся не менее 1,0 м. Проходы для периодического обслуживания должны иметь
ширину не менее 0,8 м. Расстояние в свету между
аппаратами, а также аппаратами и стенами помещений при круговом обслуживании берут не
менее 0,8 м.
4.2. Конструктивное исполнение ректификационных колонн
Тарельчатые ректификационные колонны могут
быть цельносварными (при диаметре колонны, равном или больше 1000 мм) или состоять из отдельных царг, соединяемых с помощью фланцев
(при диаметре колонны ≤1000 мм). В каждой царге устанавливается от 4 до 6 тарелок.
Устройство цельносварных колонн изложено в
[31], а также в [14, 21, 32], а царговых – в [10, 14 – 16, 31, 32].
При расстановке штуцеров, люков, смотровых
окон необходимо обеспечить удобство и безопасность их обслуживания. Штуцеры, не должны
быть расположены слишком тесно, а к каждому
разъемному соединению следует обеспечить удобный доступ. Для внутреннего осмотра аппаратов необходимы лазы: круглые диаметром не менее 400
мм или овальные с минимальным сечением 400x325 мм.
Для аппаратов, установленных на открытых
51
www.mitht.ru/e-library
площадке, чтобы не утяжелять конструкции.
2.Максимально использовать несущую
способность стенок крупногабаритных аппаратов
(колонн) – устройство лестниц и площадок для обслуживания крышек, люков, штуцеров самих аппаратов. Кроме того, площадки могут быть использованы для размещения на них вспомогательного оборудования, если размеры последнего не велики.
Однако, ввиду значительных габаритов
теплообменников (в первую очередь, конденсатора– холодильника) их располагают (кроме кипятильника–
испарителя) на отдельной площадке (обычно на
отметке 3,0÷3,6 м). Поэтому для подачи флегмы в колонну (а заодно и дистиллята в сборник через холодильник дистиллята) необходим насос. Для обеспечения непрерывной подачи жидкости в насос перед ним устанавливается промежуточная емкость с некоторым объёмом жидкости (например, на 1 час
работы). Такое расположение оборудования должно быть отражено на технологической схеме.
При наличии большого количества аппаратов,
требующих по условиям технологического процесса размещения на различных высотных отметках,
целесообразно сооружение многоэтажных несущих
конструкций.
Примеры компоновки оборудования приведены,
например, в [20].
При расположении оборудования внутри здания размеры пролетов и шагов одноэтажных зданий принимается кратным 6 м, размеры пролетов
многоэтажных зданий – кратным 3 м, а шаги колонн – кратными 6 м.
Высота этажей зданий принимается кратной 0,6
50
[6, 8, 9, 19, 22] . Для ряда жидкостей там же даны
коэффициенты объемного расширения, позволяющие
вычислить плотность жидкости при повышенной
температуре.
Плотность жидкой смеси (при отсутствии табличных данных) может быть вычислена по формуле
ж |
|
|
1 |
|
, |
|
а |
|
1 а |
|
|||
|
|
A |
B |
|
|
|
|
|
|
|
|
||
где а, (1 – а) – массовые концентрации компонентов
смеси; A и B – плотности индивидуальных
компонентов в рабочих условиях.
Плотность паров и их смесей вычисляется с помощью уравнения Клайперона – Менделеева.
Данные по поверхностному натяжению
индивидуальных жидкостей на границе жидкость –
пар могут быть заимствованы в [6], а формулы для расчета этого параметра при различных температурах и давлениях – в [17].
Табличные значения коэффициентов диффузии в жидкости и паре могут быть заимствованы в [6, 8, 19]. Расчет коэффициентов диффузии может быть выполнен по приближенным
формулам, приведенным в [8].
3. Расчет основного оборудования
Размеры колонны зависят от производительности по исходной смеси L1 и составов
получаемых продуктов: дистиллята и кубового
остатка. Поэтому в первую очередь необходимо выполнить материальный расчет (определение
внешних и внутренних потоков в колонне).
19
www.mitht.ru/e-library

3.1 Материальный баланс колонны
Для определения потоков кубового продукта L0 и дистиллята П совместно решаются уравнения материального баланса по всему потоку смеси и по
низкокипящему компоненту. Эти уравнения могут
быть записаны как для массовых потоков исходной смеси, кубового продукта и дистиллята, так и для
мольных [1 – 3].
3.2. Флегмовое число
Важнейшим параметром ведения процесса ректификации является флегмовое число.
Рабочее флегмовое число R определяется по минимальному значению RМ (при котором требуется бесконечно большое число теоретических тарелок)
путем умножения последнего на коэффициент
избытка флегмы , правильный выбор которого весьма важен, поскольку при его малых значениях требуется большое число ступеней равновесия и, следовательно, большая высота колонны, а при слишком больших – резко возрастает расход греющего пара.
Оптимальное значение может быть найдено в
результате технико–экономического расчета по минимальным приведенным затратам [4, с. 236].
Для приближенной оценки рабочего флегмового числа можно воспользоваться соотношением [4]
R RM |
0,1 0,33 |
|
R 1 |
||
|
Как правило, в задании на проектирование рекомендуемое значение указано.
20
4. Проектирование установки
4.1. Компоновка оборудования
Ректификационные установки в зависимости от их особенностей могут быть расположены в закрытых производственных помещениях и на открытых
площадках. Возможно также комбинированное
решение: часть оборудования размещена в помещениях, а часть – на открытой площадке.
Компоновка оборудования на открытых
площадках сокращает капитальные затраты на строительство и оздоровляет условия труда.
При выборе аппаратуры для установки на открытой площадке целесообразно применять цельносварные конструкции с минимальным количеством разъемов.
На открытых площадках аппаратура может
устанавливаться или на железобетонных и металлических конструкциях, или самостоятельно –
на индивидуальных или групповых фундаментах.
При установке оборудования вне здания
рекомендуется:
1.Все тяжелое и громоздкое оборудование
(емкости, насосы) по возможности располагать
на нулевой отметке или на специальной
Компоновка оборудования не входит в объем курсового проекта — прорабатываются лишь те вопросы, которые необходимо учесть при выполнении расчетов основного и вспомогательного оборудования. Компоновка выполняется в полном объеме в случае необходимости вычерчивания монтажной схемы оборудования.
49
www.mitht.ru/e-library