

Копия Раздел ОПиУП
.pdfВторая задача решается плановокоординационными методами, в том числе
и методами сетевого планирования.
Рациональное совмещение стадий и этапов СОНТ ( параллельно-последовательный
или параллельный метод выполнения фаз) приводит к сокращению цикла, но не трудоёмкости процессов.
При решении третьей задачи используются организационные методы, которые влияют на
продолжительность цикла СОНТ за счёт
сокращения трудоёмкости этапов цикла и
изменения характера и сроков их выполнения.
Группа организационных методов включает:
1.Унификацию, стандартизацию и типизацию технических и организационных решений на стадиях СОНТ.
2.Специализацию и разделение труда в процессе выполнения этапов, связанных с изготовлением основных средств для нового производства (специального оборудования, оснастки).
3.Механизацию и автоматизацию информационного обслуживания работников служб подготовки производства.
4.Автоматизацию технических, экономических и нормативных расчётов.
5.Механизацию и автоматизацию проектирования объектов производства.
6.Автоматизацию конструкторского и технологического проектирования.
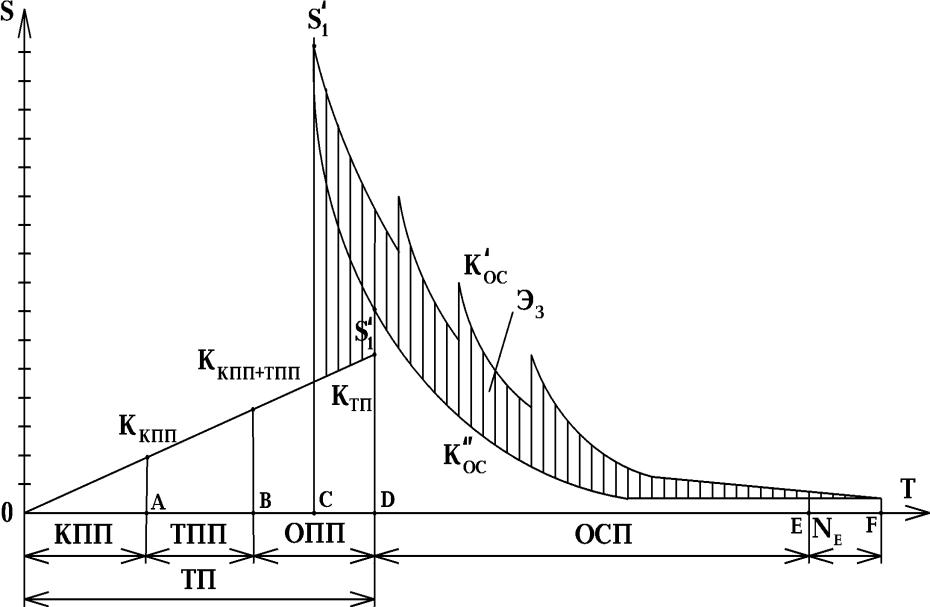
Общая картина изменения расходов на этапах создания и освоения производства новой техники приведена на рисунке, где показан характер наращивания расходов, связанный с технической подготовкой (ТП), отнесённых к одному изделию (участок ОD), а так же характер снижения себестоимости на стадии освоения производства (СF).
Расходы на КПП постоянно растут до точки А, затем происходит более энергичное наращивание расходов, связанных с большими объёмами работ на стадии ТлПП. Суммарные расходы на КПП и ТлПП (К КПП и ТлПП) на одно изделие показаны в точке В. ОПП требует ещё более высокого прироста расходов в связи с материальным обеспечением нового производства. Завершение этапа (в точке D) характеризуется суммарными расходами на техническую подготовку (К
ТП).
В случае полного и качественного проведения ТП, в особенности организационной подготовки, освоение начинается в точке D с относительно невысокой начальной себестоимостью S1“. Снижение себестоимости идёт по пологой кривой освоения (Кос“) и плановая себестоимость в точке Е достигается относительно быстро. Период освоения пропорционален отрезку DЕ. Номер изделия, на котором условно заканчивается освоение в точке Е, – NЕ.
При неправильно организованном выполнении подготовки производства происходит преждевременное начало освоения в точке С, когда подготовка ещё полностью не завершена, оснащение и специальное оборудование готовы частично, а этапы КПП и ТлПП выполнены недостаточно качественно, что ведёт к периодическому внесению в чертежи изменений.
В результате начальная себестоимость S1’ оказывается более высокой, чем S“. Кроме того, наблюдаются «подскоки» себестоимости, соответствующие моментам внесения конструкторских изменений. Кривая освоения характеризуется линией Кос’ . Плановая себестоимость достигается не в точке Е, а в точке F, период освоения
растягивается и пропорционален отрезку
СF.
Себестоимость освоения продукции на протяжении отрезка СF была значительна выше, чем себестоимость освоения продукции на отрезке DE. Размер дополнительных затрат при освоении производства (ОСП) показан заштрихованной площадью.